中国铝板带介绍
浅谈汽车车身用铝板带的生产

造 车身板 提 供 了 良好 的 最 初成 形 性 和 最 终 的 使 用 性 能 。 目前 , 欧美 国家 主要 以 6 0 0 0系 合 金 为基 础 开 发
汽车车 身板 , 尤其 是汽 车 外板 , 车盖 、 行 李箱 以及 如 后
中获 得强 化 。2 0 0 8合金 以 C Mg 1 为强 化相 , u A, 具有 较
好 的成形 性 , 且在 烤漆 过 程 中不 会 表现 出性 能 的降 而
行 了规定 , 中板 材 的合 金 牌 号为 6 1 其 0 6和 6 8 A 。 11
部分 汽车 车身用 铝合 开始转 向开 发 6 0 但 0 0系车 身板 。 60 0 0系合 金 是 可 热 处 理 强化 的合 金 。该 系合 金
强 度适 中 , 形 性 和 耐 蚀 性 好 , 着 色 , 合 性 能 优 成 易 综
1 汽 车 车 身 用 铝 合 金 的分 类 及 特 点
低 。但这 种材 料 由于强 化 相形 核 困难 , 时效 硬 化速 度 慢, 烤漆 硬 化 能 力 较 低 , 而 其 应 用 被 限 制 于 车 身 因
内板 。
2 汽 车 车 身 用铝 板 带 的 生产 工 艺 流 程
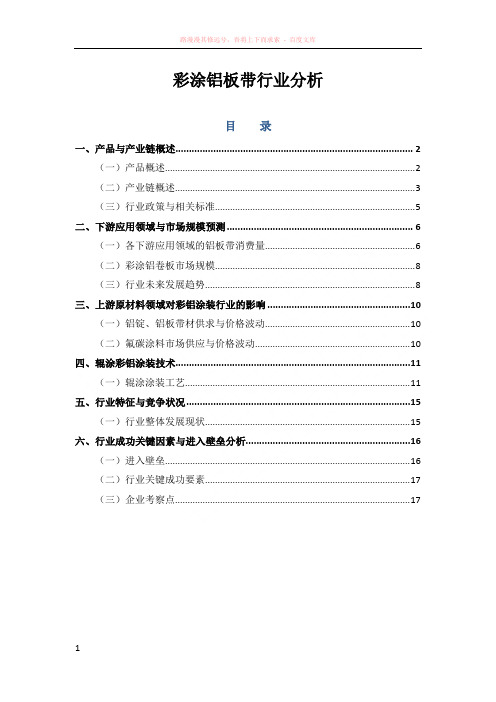
汽 车车身 用铝 板带 , 尤其 是 汽 车外 车 身 用 铝板 带 是铝 板 带生产 中的顶 级 产 品 , 具 备 良好 的成 形 性 、 须 翻边 延性 、 凹性 、 抗 表面 处理 特 性 , 于可 热 处 理强 化 合金 对
图 1 汽 车车 身 铝 板 带 的工 艺 流 程
Fg 1Prcs o fau n m h e n ti r d cinfra tb d i. oesf w o lmiu s eta dsrpp o u to o uo o y l
中国现代代铝带冷轧的现状与展望

中国现代代铝带冷轧的现状与展望中国的铝板带轧制工业虽然始于1919年9月,上海益泰信记铝器厂用二辊小轧机轧制小铝片,开创了中国铝加工工业的先河,然而完整的铝板带轧制工业是在新中国成立以后发展起来的。
1956年11月6日中国第一家大型综合性铝材生产企业──东北轻合金有限责任公司(当时工厂代号为101厂)经国家验收正式交付生产,从此中国有了现代化的铝轧制工业。
截止2002年底,中国有自行设计制造的辊面宽度≥1200mm的四辊铝带冷轧机35台,生产能力509.5kt/a:≥800mm的四辊铝带冷轧机15台,生产能力83kt/a:引进的四辊铝带冷轧机29台,CVC―6冷轧机1台,生产能力830kt/a。
这些现代化四辊铝带冷轧机的总生产能力1422kt/a,共有企业54家。
1中国铝带冷轧的简单回顾[1]解放前的铝带冷轧机虽然中国1919年开始轧制小铝片,比美国和法国约晚30年,但铝带冷轧却到1932年才开始。
那时,加拿大铝业有限公司、瑞士铝业有限公司、英国铝业有限公司利用瑞士铝业有限公司一家铝箔厂淘汰的二手设备投资100万美元合资在上海创办了中国首家铝箔厂──华铝钢精厂,即目前的上海华瑞铝业合作公司。
华铝钢精厂有三台φ425×800mm可逆式二辊铝带冷轧机,带卷的最大重量只不过40kg,宽420mm。
有十六个铁模,铸锭尺寸80×(300~430)×760mm,φ650×1500mm二辊可逆式铝板冷轧机2台。
一直到东北轻合金有限责任公司建成前,这些设备都是中国最大最好的铝板带加工设备。
在1943─1945年太平洋战争期间,华铝钢精厂被日本人接管,转产飞机修理用铝合金板。
抗日战争胜利后华铝钢精厂交还给瑞士商人,1946年与加拿大铝业有限公司共同制定了扩建计划。
后来,由于解放战争的节节胜利,扩建计划停止执行。
全国解放后,新中国对私营企业采取利用、限制、改造的方针,华铝钢精厂的铝箔产量维持在560t/a左右。
彩涂铝板带行业分析 (1)
彩涂铝板带行业分析目录一、产品与产业链概述 (2)(一)产品概述 (2)(二)产业链概述 (3)(三)行业政策与相关标准 (5)二、下游应用领域与市场规模预测 (6)(一)各下游应用领域的铝板带消费量 (6)(二)彩涂铝卷板市场规模 (8)(三)行业未来发展趋势 (8)三、上游原材料领域对彩铝涂装行业的影响 (10)(一)铝锭、铝板带材供求与价格波动 (10)(二)氟碳涂料市场供应与价格波动 (10)四、辊涂彩铝涂装技术 (11)(一)辊涂涂装工艺 (11)五、行业特征与竞争状况 (15)(一)行业整体发展现状 (15)六、行业成功关键因素与进入壁垒分析 (16)(一)进入壁垒 (16)(二)行业关键成功要素 (17)(三)企业考察点 (17)一、产品与产业链概述(一)产品概述彩涂铝板带是一种经过铝板带表面深加工处理后的产品,可以极大提高铝板带材的耐候性、抗腐蚀性,并且可以涂装为各种颜色,增加了铝材的装饰性能。
是铝板带的深加工技术环节之一。
1.产品简介⏹铝板带是指以铝为主要原料,并且参杂其他合金元素制造出来的横断面呈矩形,厚度均匀并大于0.20mm的轧制品。
⏹以平直状外形交货的为板材,以卷状交货的为带材。
⏹彩涂铝板(卷)是用特殊涂料对铝板带表面进行着色处理,因铝合金性能十分稳定,不易被腐蚀,表层经特殊处理后(氟碳涂料)可以保证至少30年不褪色,并且因涂料的不同有不同的功能。
2.产品分类:彩涂铝板带按照图层涂料的不同一般分为两类,聚酯涂料涂装(PE)和氟碳涂料涂装(PVDF)。
PE PVDF 耐化学介质腐蚀性2—10年20—30年耐候性(紫外线为主)2—5年向阳面出现明显10—20年无色差色差亮度好较好但是新产品高光氟碳涂料的出现弥补了氟碳涂料亮度的不足价格对比相差悬殊,一般PE仅为PVDF价格的1/10 氟碳涂料是以含氟树脂为主要成膜物的系列涂料的统称,它是在氟树脂基础上经过改性、加工而成的一种新型涂层材料,其主要特点是树脂中含有大量的F-C键,其键能为485KJ/mol在所有化学键中堪称第一。
国内铝板带箔供需现状及发展趋势
国内铝板带箔供需现状及发展趋势康军伟(中色科技股份有限公司,洛阳 471039)铝板带箔材具有质轻、耐蚀、比强度高、易加工、表面美观等优点,被广泛应用于各个领域,其主要应用领域有:包装领域如饮料罐、啤酒桶、集装箱、防盗盖、香烟包装、日用品包装、医药包装等;电力电子行业中各种用途的电容器;建筑领域的平板、波纹板、压花板;印刷行业的PS版基;轻工行业的家用电器、日用铝制品等。
1.国内市场生产现状截至2007年底,我国有铝板带箔生产企业300家左右,板带箔生产能力约400万吨/年左右,板带材生产能力占世界第二位,仅次于美国,铝箔生产能力居世界第一位。
据统计,2007年我国铝板带产量达到275万吨,铝箔产量达到110万吨,超过美国,成为世界第一铝箔大国。
2000~2007年我国铝板带产量见表1。
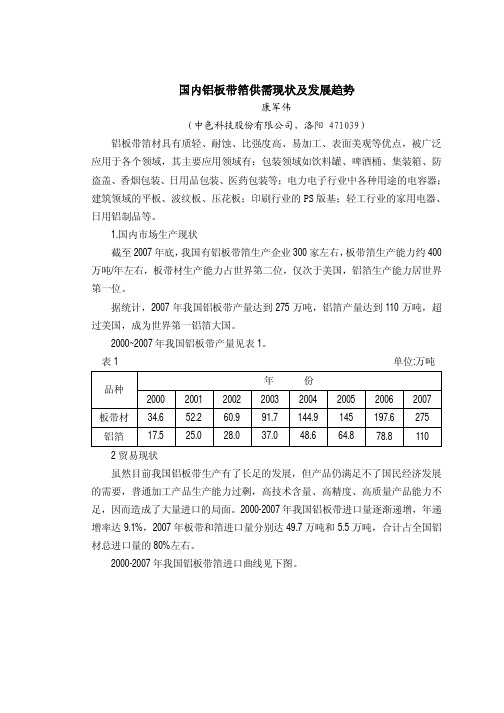
表1 单位:万吨年份品种2000 2001 2002 2003 2004 2005 2006 2007板带材34.6 52.2 60.9 91.7 144.9 145 197.6 275 铝箔17.5 25.0 28.0 37.0 48.6 64.8 78.8 1102贸易现状虽然目前我国铝板带生产有了长足的发展,但产品仍满足不了国民经济发展的需要,普通加工产品生产能力过剩,高技术含量、高精度、高质量产品能力不足,因而造成了大量进口的局面。
2000-2007年我国铝板带进口量逐渐递增,年递增率达9.1%,2007年板带和箔进口量分别达49.7万吨和5.5万吨,合计占全国铝材总进口量的80%左右。
2000-2007年我国铝板带箔进口曲线见下图。
2000-2007年我国铝板带箔进口曲线10203040506020002001200220032004200520062007年份进口量2000-2007年我国铝板带箔出口曲线见下图。
2000-2007年我国铝板带箔出口曲线102030405020002001200220032004200520062007年份出口量近年来,随着国内多项板带项目陆续投产,我国铝板带产能及产量不断增长,出口量也持续大幅增加。
铝板带加工基础知识

铝板带加工基础知识我们公司以后生产的主要产品为高精度的铝合金板、带、箔产品,涉及主要工艺过程有熔铸、热轧、冷轧和箔轧。
目前我们一期项目只有冷轧和箔轧。
下面就简单介绍铝加工的一些基础知识:一、铝的特性铝是自然界中分布最广的金属元素,地壳中铝的含量为8%(重量),仅次于氧和硅。
铝有着一系列优良特性:——密度小,纯铝的密度为2700kg/m3,约为铁的1/3(铁的密度为7800kg/m3)。
——重量和强度不高,纯铝的强度虽不高,但通过冷加工可使其提高一倍,而且通过添加合金元素再经过热处理进一步强化,其强度可与优质合金钢媲美。
——易加工,铝可以用任何一种铸造方法铸造。
铝塑性好,可以轧成薄板和箔;拉成管材和细丝;挤压成各种型材;可以用各种机床进行加工。
——耐腐蚀,铝及其合金的表面易生成一层致密的、牢固的氧化保护膜。
这层保护膜使铝有很好的耐大气腐蚀和水的腐蚀,只有在卤素离子和碱离子的激烈作用下才会遭到破坏。
采用保护措施,可以提高铝合金的抗蚀性能。
——导电性、导热性好,铝的导电性和导热性仅次于银、铜、金。
若按质量导电能力计算,其导电能力为铜的一倍。
——反射性强,铝的抛光表面对白光的反射率达80%以上,铝对红外线、紫外线、电磁波、热辐射等都有良好的反射性。
——无磁性,冲击不生成火花、有吸音性、耐核辐射的色泽美观。
——纯铝熔点660℃,热膨胀系数为68.1×10-6m3/(m3.K)。
二.铝的用途正是由于铝具有密度小、熔点低、铸造性能好,导电、导热和反光性能良好,抗腐蚀性能良好,铝和多种铝合金有很好的延展性,可以进行各种塑性加工等特性,因此其用途极其广泛,产品涉及到各行各业,目前产量和和用量仅次于钢铁。
1、轻工业,如日用五金、家用电器、日用玻璃和日用化工等。
2、电气行业3、机械制造业4、电子行业5、汽车行业6、冶金行业7、建筑行业8、包装材料9、其他行业三、金属材料术语、定义1、合金:合金由基体金属元素(含量最大的元素)、合金元素及杂质所组成的一种金属物质。
铝板带轧制过程

一、熔铸 二、热轧 三、铸轧 四、冷轧 五、精整
铝合金牌号简介
1系:99.00%以上工业纯铝,电导性、耐腐蚀性、焊 接性能好、强度低
2系:Al——Cu合金,强度高、耐热性能和加工性能 良好
3系:Al——Mn合金,耐腐蚀性能、焊接性能好、塑 性好
4系:Al——Si合金,耐磨性、高温性能好 5系:Al——Mg合金,耐腐蚀性焊接性能好、抗疲劳
熔铸过程步骤:配料——投料——熔化— —熔化后搅拌、扒渣——预分析取样—— 加合金调整成分,搅拌——精炼——静 置——导炉铸造
熔铸过程几个关键参数
熔炼时一般设置炉温1050℃,过程中需要监控 料温,控制金属温度不超过770℃
在735℃左右进行扒渣操作,该温度有利于渣 液分离
精炼一般采用二次精炼方式,一次精炼加固体 精炼剂,二次精炼采用气体精炼方式
厚度>2mm
1#清洗 (切边至 成品预留 1-2mm)
冷连轧 (切边)
2#清洗
冷轧
1mm≤厚度≤2mm
(切边至 成品预留
成退
≤1.6mm卷材
2#拉矫
入库
1-2mm)
3#清洗(切
>1.6mm卷材/0.4mm鑫美
纵剪
厚度<1mm 边至成品预
留1-2mm)
冷轧机示意图
冷轧机
变形过程示意图
冷轧机各部件简述
纺布、硅藻土、白土) 灭火系统:防止断带起火
冷轧机用轧制油简介
轧制油主要为了在铝箔与工作辊之间形成一层油膜, 避免两者直接接触,起到保护铝箔表面的作用;在 铝箔较薄时,通过冷却工作辊,起到控制板形的作 用
轧制油是基础油和添加剂的混合液体,属于易燃物 一般冷轧用轧制油基础油为90#、箔轧为80# 添加剂的作用是为了提高油膜强度 添加剂的成分一般为脂类、醇类与月桂酸的配比 添加剂是造成退火油斑的主要原因
铝板带退火工艺
铝板带退火工艺铝板带退火工艺是一种常用的金属加工方法,它通过加热和冷却的过程,改变铝板带的结构和性能,使其获得理想的力学性能和工艺性能。
本文将介绍铝板带退火工艺的原理、步骤和影响因素。
一、铝板带退火工艺的原理铝板带退火工艺是利用高温对铝板带进行加热处理,使其晶粒得以长大并消除内部应力,从而改善材料的塑性和韧性。
退火过程中,铝板带的晶粒会重新排列,晶界得到清晰化,晶体内部的位错和孪晶减少,从而提高了材料的强度和延展性。
二、铝板带退火工艺的步骤1. 清洗:将铝板带进行清洗,去除表面的油污和杂质,以确保退火过程的顺利进行。
2. 加热:将清洗后的铝板带放入退火炉中,进行加热处理。
加热温度和时间的选择需要根据材料的不同和要求的性能来确定。
3. 保温:在加热到一定温度后,将铝板带保温一段时间,使其内部温度均匀分布,促进晶粒长大和晶界消除。
4. 冷却:将保温完毕的铝板带从退火炉中取出,进行自然冷却或水冷。
冷却速率的选择也是根据材料的要求来确定的。
三、铝板带退火工艺的影响因素1. 温度:退火温度的选择直接影响到铝板带的晶粒生长和晶界消除的程度。
过高或过低的温度都会对材料的性能产生不良影响。
2. 保温时间:保温时间的长短决定了铝板带内部温度的均匀性和晶粒长大的程度。
过短的保温时间可能导致晶粒生长不充分,过长的保温时间则会造成能源浪费。
3. 冷却速率:冷却速率对铝板带的组织和性能也有重要影响。
过快的冷却速率可能导致材料内部的残余应力,从而影响材料的强度和韧性。
4. 材料本身:不同材料的退火工艺参数会有所不同,需要根据具体材料的特性来确定合适的工艺参数。
总结:铝板带退火工艺是一种重要的金属加工工艺,通过加热和冷却的过程,可以改善铝板带的力学性能和工艺性能。
在实际应用中,需要根据具体材料的要求,选择合适的退火温度、保温时间和冷却速率,以获得理想的退火效果。
通过合理的铝板带退火工艺,可以使材料具有更好的塑性和韧性,提高其可加工性和使用寿命。
中国铝板生产概况(Aluminum Plate Industry)
国内铝板供需状况前瞻
表2. 2000-2007年中国铝板带产量统计 品种 板带材 铝箔 年 2000 34.6 17.5 2001 52.2 25.0 2002 60.9 28.0 2003 91.7 37.0 份 2004 144.9 48.6 2005 145 64.8 2006 198 78.8 2007 331 110 单位:万吨 来自尚轻时代金属信息咨询 (北京)公司公布的预测则 显示,到2010年我国铝板带 材的消费量将接近600万吨, 净出口量将达到66万吨,市 场总需求量达666万吨,市 场容量巨大。我国铝板带材 的产量在2010年将达到 595.2万吨。
西南 铝业 战略
2010年,进一步优化产品结构,提升产品质量和企业形象,年产铝材50万吨,营业收入120亿 元,利润12000万元,产品综合能耗降低20%,跨入世界一流铝加工企业行列。 到2015年,进一步优化产品结构,提升产品质量和企业形象,年产铝材80万吨,营业收入200 -9亿元,利润20000万元,跨入世界单个铝加工企业前五强。
厚 板 专 用
黑龙江哈尔滨
重庆市西彭 江苏镇江 江苏沛县 河南新安县 广东肇庆市 青海平安县 宁夏青铜峡 山东邹平 山西河津市 福建福州市 福建厦门 青海西宁市
-52400mm(1+1)式热连轧1条,2250mmSMS CVC-4冷轧机1台;
超大规模高强度超轻型高品质硬质铝基合金材料项目;中厚板50kt/a、 板带生产370kt/a、箔材生产能力50kt/a。2500mm(1+4)式热连轧线 1条,4500mm厚板生产线1条。投产时间2013年以后;
Summary 4300mm of SWA and 3950mm of NELA were commissioned in 2010, capacity of each is 50,000 ton/a. 4500mm of NWA would be commissioned after 2012. It is estimated that the capacity of thick Aluminum plate be 140,000 ton/a or more by 2012; The consumption of Aluminum plate or strip will be 6 million ton in 2010, net export 660,000 tons and production 5.95 million tons; Aluminum Companies SWA(西南铝): 4300mm, Products: 6~150mm; Capacity of thick plate: 50,000 tons; NELA(东北轻合金): 3950mm; Capacity of thick plate: 50,000 tons; Arelis: cooperated with Dingsheng Aluminum on establishing a venture; the design capacity of plate and strip is 150,000 tons, and it would be commissioned in 2012; Nanshan Light Alloy(南山轻合金): capacity of plate and strip: 750,000 tons; thickness: 10~150mm; Asia Aluminum(亚洲铝业): a new project just was commissioned in Dec. 2010, which should have commissioned in the end of 2007. The capacity of the first phase project is 400,000 tons of plate and strip, the production of it would be 150,000~200,000 tons in 2011. The -3products of the second phase are emphasis on super high quality thick plate for aerospace industry.
铝板带箔的多种用途解析
铝板带箔的多种用途解析铝板带箔的多种用途解析概述铝板带箔是一种由铝制成的薄片材料,在许多领域中具有广泛的应用。
它的特性使其成为一种理想的材料,具有优异的导热性、导电性和耐腐蚀性。
本文将深入探讨铝板带箔的多种用途,并分享我对其观点和理解。
导热性应用首先,铝板带箔在导热性应用方面具有重要作用。
由于铝具有良好的导热性能,铝板带箔常被用于制造散热器和冷却系统。
例如,在电子设备中,铝箔可用于散热片,有效地将热量传导到周围环境中,确保设备的正常运行。
此外,铝箔还被广泛应用于食品加工和烹饪行业,用于制作烤盘、烘焙纸和烤肉用箔等,其优异的导热性能能够均匀地传导热量,提高食物的加热效果。
导电性应用其次,铝板带箔在导电性应用方面也有广泛的用途。
铝是一种优良的导电材料,铝箔常常被用于制造电缆、电路板和电池等。
在电子工业中,铝箔还被广泛应用于射频屏蔽和电磁屏蔽。
通过将铝箔包裹在电子设备周围,可以有效地阻挡电磁辐射,保护设备免受外部干扰。
耐腐蚀性应用此外,铝板带箔还具有卓越的耐腐蚀性,使其在许多领域中成为理想的材料。
铝的自然氧化层可以形成一层保护膜,防止进一步的腐蚀。
因此,铝箔可以用于制造各种耐腐蚀设备和容器,如化学反应器和燃料储存罐。
此外,由于铝箔的一次性成本较低并具有可回收性,因此它也被广泛应用于食品包装行业,如食品包装袋和罐装饮料。
建筑与装饰应用铝板带箔在建筑和装饰方面也起着重要作用。
铝的轻质特性使得铝箔成为一种理想的材料,可以用于制造建筑外墙、天花板、窗户和门等。
其抗腐蚀性和耐候性能使其成为室外建筑材料的首选。
此外,铝箔的可塑性使其能够用于制造各种室内装饰品,如装饰板、吊顶和家具等。
总结与回顾性内容铝板带箔是一种多功能材料,具有导热性、导电性、耐腐蚀性和轻质特性等优点。
它在导热性应用、导电性应用、耐腐蚀性应用和建筑与装饰应用方面都有广泛的用途。
通过使用铝箔,我们可以有效地解决许多与热量、电力、腐蚀和建筑装饰有关的问题。
探析“1+4”宽幅热连轧铝板带板形控制技术刘 军
探析“1+4”宽幅热连轧铝板带板形控制技术刘军摘要:随着中国铝加工行业的迅猛发展,铝板带热连轧技术得到了良好发展。
本文主要对国内某“l+4”热连轧生产线进行了介绍,分析了“1+4”宽幅热连轧铝板带板形控制技术,热连轧生产线配置的板形控制系统及主要控制功能。
关键词:板形控制;热连轧;铝板带;引言我国是铝生产消费第一大国。
近些年,随着我国经济的繁荣,市场对铝制品的需求越来越大。
热轧铝板带生产企业也因此得到了良好发展。
然而,随着相关企业数量和规模的扩大,企业的竞争压力也越来越大。
当前,铝板带加工设备种类繁多,每种设备都各具特色,有其最大的生产能力。
由于生产过程中会受到操作水平、产品尺寸不一的要求、设备性能和状态等因素的影响,设备难以发挥最大产能。
热轧铝板带产品生产企业若要在激烈竞争的环境下获得更多、更大市场,需要重视板形质量控制,率先做好系统控制和技术研究工作,为进一步优化生产工艺和提高产品质量提供依据。
一、国内铝加工热连轧机的发展1.1(1+1)式热粗.精轧生产线2012年底中国有(1+1)式热粗-精轧生产线5条,总生产能力约1 180 Kt/a。
这种生产线不能称为热连轧线(热连轧线的精轧机架必须≥2)。
这类生产线的概况见表1及表 2。
表2 中国在建的铝板带(1+1)热粗-精轧生产线1.2 (1+3)式热连轧生产线(表3)截止到2012年 12月中国投产的 (1+3)式热连轧生产线有4条,总生产能力1600kt/a,其中最早的是渤海铝业有限公司的3912mm 热粗轧机与2184mm 3连轧生产线,生产能力 350 kt/a,这是一条从美国搬迁来的二手设备,没有经过全盘现代化技术改造,是中国首条这类生产线,2010年8月9日投产。
表 3 中国的铝板带热连轧生产线注:①计划建设两条同样生产线,另一条以后择机建设。
②计划为 (1+1+5)式,中轧机也已到货,待以后适当时机建设。
③ 同时建2条生产线。
④ 双带式铸造机的名义规格为1950ram,可铸造带坯的最大宽度为2032mm,最窄800ram。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧用坯料生产方法对比
产能对比
铝板带冷轧用坯料主要有三种:铸锭热轧、连续铸轧和连铸连轧。 在我国,2005年以来,由于铝板带企业规模不断扩大,为了生产更多的高端产品,追逐 更高的利润,多倾向于大型热轧项目的上马,铸锭热轧带坯的占比也不断扩大。目前,在铝 冷轧板带坯料中,铸锭热轧产能约占64%,连续铸轧约为33%,连铸连轧(预港龙泉项目将 我国铝板带坯料比例 于2010年底投产)约占3%。 3%
生产工艺流程对比
在三种轧制工艺中,铸锭热轧的流程是最长的。就节能减排、降低金属损耗的角度来看,连 续铸轧和连铸连轧无疑要优于铸前者,并且成品率较铸锭热轧工艺提高约8%。在这里要强 调的一点是,当轧制坯料年产量在4万吨以上时,连铸连轧的单位能耗较连续铸轧还要低。 工序 熔化 保温 铸造 锯切 铣面 加热或均热 热轧 冷轧 精整 热处理 总计(道次) 铸锭热轧 √ √ √ √ √ √ √ √ √ √ 10 √ √ √ 6 √ √ √ √ 7 连续铸轧 √ √ √ 连铸连轧 √ √ √
亚洲铝业
1720mm 5机架四辊
巨科铝业
1850mm 双机架
萨帕热传输公司
1700mm 双机架
产品宽度900-1400mm,最薄厚度0.2mm
除了小部分的热轧中厚板作为军工、航天航空、石油化工、轨道交通、船舶等特殊供应 材料之外,绝大部分热轧和铸轧产品都作为冷轧坯料进入下一道轧制工序。 据统计,目前我国在建的,可于2010-2012年投产的大型板带项目有近40个,总产能约 有7795kt/a(详见附表)。 作为我国氧化铝、电解铝龙头企业和铝加工的航空母舰,身兼三职的中铝麾下已经形成 了五大铝加工基地,远期计划产能将达到1800kt/a。 基地 西南基地 东北基地 中铝 东南基地 主要企业 西南铝业、华西铝业 东北轻合金有限公司 瑞闽铝板带有限公司
我国铸轧工艺发展历程 20世纪60年代初,东北轻合金有限公司开始连续铸轧技术研究 1981年,华北铝业有限公司进行铝板带坯连续铸轧商业化生产 1998年,中南大学开始在华北铝业公司研究高速铸轧技术,取得可喜成果
分类 投资 生产资金
能耗 产量 合金种类 质量稳定性 板材厚度(mm)
双辊式铸轧
1ƻ3热轧
4-7
3-5
3-4 代表推荐程度)
2-4
双辊式铸轧和(1+×)热轧比较(
(三)连铸连轧法
连铸连轧:通过连续铸造机将铝液铸造成一 定厚度(一般约20mm)或一定 截面积(一般约2000mm2)的 锭坯,再进入后续的单机架或多 机架热(温)板带轧机,从而直 接轧制出冷轧用的板带坯料。
2.牌号 系列 牌号 系列 牌号
1050
1×××
4×××
4004 5052
1060
1100 5×××
5083 5754
2×××
2017
2024
3003 3××× 3004 3005
6××× 7×××
8×××
6061
7050 7075 8011
根据合金牌号主要可分为8大类,4×××系合金多用于铸造,也有小部分4004合金作为 钎焊箔运用于汽车空调,8×××系合金主要应用牌号为8011,较少作为铝板,一般作为铝 箔应用。
加热 热轧
热精轧 卸卷
热厚板
热轧卷
跨入21世纪,得益于电解铝产能产量的不断扩张和终端铝材消费需求的急剧释放,铝 铸锭热轧规模以几何级的速度不断地扩张。
6000 5000 4000 3000 2000 1000 0 期间形成产能(kt/a) 期末总产能(kt/a) 1932-1955 8.5 8.5 1956-1985 210 218.5 中国铝板带铸锭热轧产能 1986-1999 780 998.5 2000-2010(e) 4550 5548.5
铝板带箔加工流程图
铝液 重熔 大板锭 铝锭 重熔 铸锭 热轧 热轧卷 冷轧 铸 轧 卷 连续铸轧 连铸连轧
中 厚 板
薄 铝 板 带
铝箔坯料 箔轧 铝箔
(一)铸锭热轧法
铸锭 铣面、边
铸锭热轧:一般指在金属再结晶温度以上 对锭坯(如大板锭)进行的轧 制。热轧产品一般分为两类, 即热轧厚板(厚度不小于 7.0mm)和热轧卷(厚度小于 7.0mm)。 剪切中断 矫直
加工流程: 把传统的轧制工艺由6道合并为2道 铸造和轧制分别在不同的机器由两道独立 的工序完成,但仍在同一生产线上作业。 连铸连轧机
连铸连轧法特点: 成本、能耗方面优于热轧铸锭热轧法 产品品质方面接近铸锭热轧法且胜过双辊式连续铸轧法 除2×××和7×××合金外,其他民用合金板带产品均可生产 黑兹列特连铸连轧工艺已经发展成熟并商业化生产 连铸连轧主要项目: 我国首条连铸连轧(黑兹列特)生产线是由伊川电力集团洛阳预港龙泉铝板带箔有限 公司引入的,该项目于2007年10月开工建设,设计产能为50万吨,一期25万吨将于2010年 底建成。 预计到2012年,我国可能拥有二到三条黑兹列特连铸连轧带坯生产线,产能将超过 500kt/a。
目录
一、铝板带基础知识 二、铝板带生产流程及方法简述 三、我国铝板带市场综述 四、部分典型铝板带应用领域 附表1:部分在建(拟建)铝板带项目 附表2:铝合金加工状态简述
一、铝板带基础知识
铝及铝合金产品
根据加工方式及材料成型状态可以将铝材大致分为以下几类: 铸件、压铸件、板、带、箔、条、管、棒、型、线、粉、模锻件等。
相对古老的方法, 适用于中小型工厂 和较大规格要求的 板材生产
带式法
成卷轧制,最后横 向剪切成板材
可采用大铸锭、高 速度轧制,生产过 程可采用自动化、 连续化,生产率和 成品率较高,劳动 强度低
设备复杂,投资 大,建设周期长 ,品种较单一
新兴的生产方法, 迎合了目前铝加工 企业规模等级不断 扩张的需求
热轧板、 热轧卷
热轧
冷轧板、 带材和铝 箔坯料
冷轧
二、铝板带生产流程及方法简述
铝板生产方式
方法 过程简述 经热轧或冷粗轧后 剪切成一定长度的 板坯,再采用冷轧 等工序,直至成品 。 优势 劣势 生产率和成品率 低,劳动强度大 ,生产条件差, 周期长、产量受 限 综合评价
块式法
设备及操作简单, 投资少,上马快, 生产的品种、规格 灵活性大
液面控制 前箱 冷却水
铸轧机 润滑系统
剪切机
卷曲机 连续铸轧机
在铝板带轧制品的加工领域,铸轧工艺得到了充分的推广和应用,大约有80%以上的 板、带、箔材都可以用连续铸轧和连铸连轧的板带坯进行冷轧生产。目前铸轧板带主要应 用于铝箔毛料和对深拉性能要求不高的部分板带深加工生产。 截至2006年底,全球约有590条铸轧生产线,中国就占约300条,铸轧产能2500kt/a。 预计到2010年,我国将拥有350台连续铸轧机,铸轧产能3000kt/a。
铝及铝合金的加工方法
铸造法:利用铸造铝合金良好的流动性和可填充性,在一定温度、速度和外力 作用下,将铝合金熔体以浇注、压射、吸入等方式浇铸到现有的各种 模型中,从而获得所需形状和组织性能的铝合金铸件和压铸件的方法。
塑性成形法:利用铝及铝合金良好的塑性,在一定温度、速度条件下,以各种形 式对原材料施加压力,克服金属对于变形的抵抗,使其产生塑性变 形,从而获得各种形状、规格尺寸和组织性能的铝及铝合金产品。
3.加工方式
产品 加工方式 特点 显著的改善了铝金属本身的加工性能,轧制时能耗小 产品尺寸较难控制,精度和表面品质较差,容易产生金属氧化、 粘铝现象,多作冷轧坯料 产品组织与性能均匀,有良好的机械性能 产品尺寸精度高,表面质量和板形良好 可轧制生产出薄板和箔材 会产生加工硬化,变形能耗高
我国大型板带热轧产能分布
斜杠前数字为2005年产能, 后面为2010年产能 我国热轧产能分布
企业 万达铝业 渤海铝业 平安高精铝板带 瑞闽铝板带 河南明泰铝业 西南铝板带 南山铝业 亚洲铝业
形式 (1+2) (1+3) (1+3) (1+3) (1+4) (1+4) (1+4) (1+5)
规格(mm) 2400 3912 2500 2400 2000 2000 2350 2000
铝轧制品的分类
1.厚度
产品 特薄板 薄板 中厚板 板材 厚板 超厚板 带材 箔材 厚度 0.2-0.5mm 0.5-2mm 2-8mm 8-150mm >150mm >0.2mm < 0.2mm 横截面呈矩形,厚度均匀,以平直状 外形交货 特点
横断面呈矩形,厚度均匀,以卷状外 形交货
横断面呈矩形,厚度均匀,以卷状外 形交货
(四)冷轧
冷轧:是指在金属再结晶温度以下的轧制生产方法。 优点: 板带材尺寸精度高,表面效果好 产品组织与性能均匀,有良好的机械性能和承受再 加工性能 配合热处理可获得不同状态和力学性能产品 能轧制出热轧所不能的板带材和箔材
缺点: 变形能耗大 工序道次加工率小
应用: 全球95%以上的铝板带材为冷轧产品 国内首条冷连轧线于2009年6月在西南铝一次性热 试车成功
产能(kt/a) 150 150 200 350 200 300 250 400
投产时间 2008 2007 2010(e) 2010(e) 2003 2005 2006 2010
热连轧主要项目
(二)连续铸轧法
连续铸轧:是指在两个相对旋转的被水冷 却的轧辊辊缝间不断输入铝液 ,通过冷却、铸造,连续轧出 板、卷坯料即铸轧卷。 铝液
轧制的概念及特点
轧制的概念:由被加工材料通过二个旋转的轧辊之间的辊缝而变形的加工过程,借助旋转轧 辊的摩擦力将轧件拖入轧辊间,同时依靠轧辊施加的压力使轧件在轧辊间发生 压缩变形的一种材料加工方式。
轧制的特点:不仅改变轧件的形状、尺寸,而且轧件的组织与性能也得到改善和提高。 如热轧能使铸锭的粗晶破碎、组织致密化;冷轧能使金属的晶粒破碎,变得更 细小,而且强度提高,塑性降低等。