典型辊系钢管矫直机矫直盲区的研究
管材矫直机及矫直辊的设计

直径确定,即^=1.5^™;矫直辐的辐身长度厶二
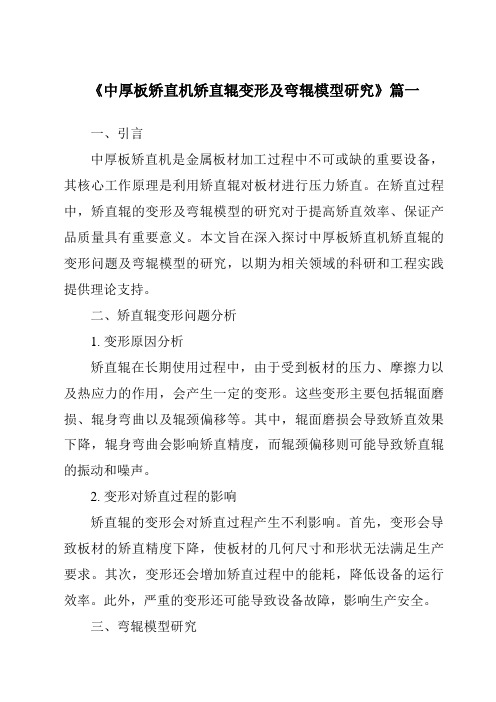
[_电机;2速机;3fm®;4—万向联轴器;mg漓压下装置; 6■^宜辐调角装置;7—上矫宜辐装配;8-下娇宜辐装配;宜中心线
图[斜辐轿直机结构
矫直辐辐形曲线的设计方法较多,下面介绍两 种常用的设计方法。 3.1圏解法
已知:被矫直管材的直径为必矫直辐与管材两 轴线间距离为两轴线之间的夹角为y,求矫直辗 的曲线。
随着矫直机智能化的发展,矫直辐压下装置5 和矫直辐调角装置6已可根据管材的不同规格实现 自动化调整。
3矫直辐的设计 斜辗矫直机辐形曲线是决定矫直效果的主要因
素。矫宜辐的最小宜径(即喉径)由被矫管材的最大
收稿日期:2020-11-02 作者简介:郭宝山(198—),男,山西文水人,毕业于山西省中北
大学,工^师,主要从事无缝钢管设备及棒线材设备的研发工作。
(上接第19页)
Exploration Scheme of Old Kilns for Flood Prevention and Irrigation in Special Thick Coal Seam Area Mining
《2024年Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》范文

《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》篇一一、引言随着现代工业的快速发展,钛合金管材因其独特的性能广泛应用于航空航天、医疗器械、化工等领域。
对于直径在Φ12~Φ20mm范围内的钛合金管材,其矫直过程对保证管材的精度及使用性能具有重要影响。
二辊矫直机作为矫直工艺的主要设备,其辊型曲线的设计及矫直精度的控制是研究的重点。
本文旨在研究二辊矫直机的辊型曲线及其对矫直精度的影响,为钛合金管材的矫直工艺提供理论依据。
二、二辊矫直机辊型曲线研究二辊矫直机的辊型曲线设计是影响矫直效果的关键因素。
在矫直过程中,管材与矫直机辊子之间的相互作用力、摩擦力以及管材的弯曲变形等都是需要考虑的因素。
合理的辊型曲线能够使管材在矫直过程中受到均匀的力,从而减少变形和损伤。
1. 辊型曲线设计原则(1)考虑管材的材质和尺寸,确定合适的矫直力范围。
(2)根据管材的弯曲程度,设计合理的辊子间距和倾斜角度。
(3)确保辊子表面光滑,减少摩擦力对管材的影响。
2. 常见辊型曲线类型及特点(1)直线型:适用于矫直较小弯曲的管材,但矫直力较大,易导致管材变形。
(2)曲线型:包括圆弧形、抛物线形等,能够使管材在矫直过程中受到均匀的力,减少变形和损伤。
三、矫直精度研究矫直精度是评价二辊矫直机性能的重要指标。
影响矫直精度的因素包括管材的材质、尺寸、温度、矫直机的辊型曲线、矫直工艺等。
1. 管材材质和尺寸的影响不同材质和尺寸的管材在矫直过程中受到的力不同,因此需要针对不同的管材设计合适的矫直工艺。
2. 矫直机辊型曲线的影响合理的辊型曲线能够使管材在矫直过程中受到均匀的力,从而提高矫直精度。
因此,在设计和制造二辊矫直机时,需要充分考虑辊型曲线的设计。
3. 矫直工艺的控制(1)控制矫直速度:合理的矫直速度能够使管材在矫直过程中受到均匀的力,减少变形和损伤。
(2)控制加热温度:适当的加热温度能够使管材在矫直过程中更容易变形,提高矫直精度。
《2024年中厚板矫直机矫直辊变形及弯辊模型研究》范文
《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机是金属板材加工过程中不可或缺的重要设备,其核心工作原理是利用矫直辊对板材进行压力矫直。
在矫直过程中,矫直辊的变形及弯辊模型的研究对于提高矫直效率、保证产品质量具有重要意义。
本文旨在深入探讨中厚板矫直机矫直辊的变形问题及弯辊模型的研究,以期为相关领域的科研和工程实践提供理论支持。
二、矫直辊变形问题分析1. 变形原因分析矫直辊在长期使用过程中,由于受到板材的压力、摩擦力以及热应力的作用,会产生一定的变形。
这些变形主要包括辊面磨损、辊身弯曲以及辊颈偏移等。
其中,辊面磨损会导致矫直效果下降,辊身弯曲会影响矫直精度,而辊颈偏移则可能导致矫直辊的振动和噪声。
2. 变形对矫直过程的影响矫直辊的变形会对矫直过程产生不利影响。
首先,变形会导致板材的矫直精度下降,使板材的几何尺寸和形状无法满足生产要求。
其次,变形还会增加矫直过程中的能耗,降低设备的运行效率。
此外,严重的变形还可能导致设备故障,影响生产安全。
三、弯辊模型研究为了解决矫直辊的变形问题,本文提出了弯辊模型的研究。
弯辊模型是一种通过调整矫直辊的弯曲程度来补偿其变形的方法。
该模型基于弹性力学和塑性力学原理,通过分析矫直辊的受力情况和变形规律,建立数学模型,实现对矫直辊弯曲程度的精确控制。
1. 弯辊模型建立弯辊模型的建立需要考虑多个因素,包括矫直机的结构参数、矫直辊的材料性能、板材的力学性能等。
通过分析这些因素对矫直辊变形的影响,建立数学模型,实现对矫直辊弯曲程度的精确计算。
在建立模型过程中,需要运用弹性力学和塑性力学的原理,对矫直过程中的应力、应变等物理量进行准确描述。
2. 弯辊模型的应用弯辊模型的应用可以有效提高矫直精度和效率。
通过调整矫直辊的弯曲程度,可以补偿其变形对板材的矫直效果的影响。
同时,弯辊模型还可以实现对矫直过程的实时监控和优化,提高设备的运行效率和生产安全。
在应用过程中,需要根据实际情况对模型参数进行优化和调整,以适应不同的生产需求。
《2024年中厚板矫直机矫直辊变形及弯辊模型研究》范文

《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机作为现代工业制造过程中的关键设备,对钢板的生产质量和生产效率有着直接的影响。
而矫直辊的变形以及弯辊模型的准确性和效率是影响矫直机工作性能的重要因数。
本文针对中厚板矫直机矫直辊变形问题以及弯辊模型进行研究,旨在提高矫直机的矫直精度和效率。
二、矫直辊变形研究1. 变形原因分析矫直辊的变形主要来源于机械应力、热应力以及材料自身的应力。
机械应力主要由矫直过程中的材料压力和摩擦力引起;热应力则由矫直过程中产生的热量导致温度变化而产生;材料自身的应力则与材料的热膨胀系数、弹性模量等物理性质有关。
2. 变形影响矫直辊的变形会导致矫直精度的降低,影响钢板的质量。
同时,变形还会增加矫直过程中的能耗,降低生产效率。
因此,研究矫直辊的变形机理,对提高矫直机的性能具有重要意义。
三、弯辊模型研究1. 弯辊模型的基本原理弯辊模型是矫直机工作的重要依据,其基本原理是通过控制矫直辊的弯曲程度,使钢板在经过矫直辊时产生反向弯曲,从而达到矫直的目的。
弯辊模型的准确性直接影响到矫直效果。
2. 弯辊模型的建立与优化弯辊模型的建立需要考虑到钢板的材质、厚度、宽度等多种因素。
通过建立数学模型,对矫直过程中的各种参数进行优化,以提高矫直精度和效率。
同时,需要根据实际生产过程中的数据,对模型进行不断的修正和优化。
四、研究方法与实验结果1. 研究方法本研究采用理论分析、数值模拟和实验研究相结合的方法。
首先,通过理论分析研究矫直辊的变形机理和弯辊模型的基本原理;然后,利用数值模拟软件对矫直过程进行模拟,分析矫直辊的变形和弯辊模型的效果;最后,通过实验研究验证理论分析和数值模拟的结果。
2. 实验结果实验结果表明,通过对矫直辊的变形和弯辊模型的研究,可以有效提高矫直机的矫直精度和效率。
同时,优化后的弯辊模型能够更好地适应不同材质、厚度和宽度的钢板,提高了生产的灵活性和效率。
五、结论与展望本文通过对中厚板矫直机矫直辊变形及弯辊模型的研究,深入分析了矫直辊的变形机理和弯辊模型的基本原理。
《2024年Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》范文

《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》篇一一、引言随着工业技术的不断发展,钛合金管材因其轻质、高强、耐腐蚀等特性,在航空、航天、医疗、化工等领域得到了广泛应用。
然而,在钛合金管材的生产过程中,由于各种因素的影响,管材往往会出现弯曲、扭曲等形变问题。
为了解决这些问题,二辊矫直机作为一种重要的矫直设备,其矫直效果和精度成为了研究的重点。
本文将针对Φ12~Φ20mm钛合金管材二辊矫直机的辊型曲线及矫直精度进行研究,以期为相关领域的研究和应用提供参考。
二、二辊矫直机的工作原理及结构二辊矫直机主要由两个相对旋转的矫直辊、进料装置、出料装置等部分组成。
其工作原理是通过两个矫直辊的相对旋转,使管材在两辊之间受到压力和摩擦力的作用,从而使其发生塑性变形,达到矫直的目的。
三、辊型曲线的设计与优化1. 辊型曲线的设计二辊矫直机的矫直效果与辊型曲线的设计密切相关。
合理的辊型曲线能够使管材在矫直过程中受到均匀的压力和摩擦力,从而达到更好的矫直效果。
常见的辊型曲线包括直线型、曲线型和复合型等。
针对Φ12~Φ20mm钛合金管材的特点,我们设计了一种复合型辊型曲线,该曲线结合了直线型和曲线型的优点,能够更好地适应管材的矫直需求。
2. 辊型曲线的优化为了进一步提高矫直精度和矫直效果,我们通过有限元分析和实验验证等方法,对辊型曲线进行了优化。
优化后的辊型曲线能够使管材在矫直过程中受到更加均匀的压力和摩擦力,从而减少管材的变形和损伤,提高矫直精度和效率。
四、矫直精度的研究与分析1. 影响因素分析矫直精度受多种因素影响,包括管材的材质、壁厚、长度、原始弯曲程度等。
此外,矫直机的结构参数、矫直工艺参数等也会对矫直精度产生影响。
针对这些影响因素,我们进行了深入的分析和研究。
2. 实验验证与分析为了验证矫直机的矫直精度和效果,我们进行了大量的实验。
通过实验数据的分析和对比,我们发现优化后的辊型曲线能够显著提高矫直精度和效率。
提高辊式矫直机矫直能力的研究
提高辊式矫直机矫直能力的研究摘要:随着科技的飞速发展,机械工业和国民经济的各个领域都在不断提升,对钢材产品的质量也日益提高。
矫直作为轧制生产过程中必不可少的一环,其目的在于纠正轧件的弯曲和扭曲,以满足客户的需求。
矫直机的设计和使用必须考虑其结构特征和力学特性,这些特征的正确性将会对其使用效果产生重大影响。
根据特定的矫正条件和精度标准,我们可以得出最低的弯曲次数限制。
尽管增加弯曲次数会提升矫正质量,但会导致机器的尺寸、重量、加工、维修以及能源消耗等方面的变化,因此,为了获得更好的矫正效果,我们必须明确矫正轧件的最优弯曲次数。
经过深入研究与广泛应用,我们发现,当型钢的矫正截面模数超出辊式矫正机的范围时,可以采取更有效的措施来改善矫正变形区域,从而提升矫正机的性能。
关键词:辊式矫直机;矫直能力;方式研究引言:热轧H型钢具有优异的性能和强度,它被广泛应用于各种建筑物,如高层建筑、工业厂房、电站、桥梁和车辆,并且具有较低的成本。
根据国家标准GB/T11263-201Z,热轧H型钢和剖分T型钢可以分为宽翼缘、中翼缘和窄翼缘,以及钢桩专用型。
根据CB/T706-2008《热轧型钢标准》,我们可以生产出各种类型的工字、槽钢等边角钢以及其他复杂的型钢。
为了达到最佳的质量,马钢长材事业部南区拥有2条型钢生产线,其中3台矫直设备,其中悬臂式矫直机2台,水平式压力矫直机1台,它们能够提供准确的尺寸、完美的断面形状和长度的均匀性。
此外,矫直工艺也是必不可少的,它们能够帮助钢材更加牢固地固定在位。
负责维护2条生产线的平衡和精确度。
1.存在的问题在大型钢铁生产线中,如356x406x340/287,矫直截面模数可达到2900cm,显著高于其他类型钢铁生产线的矫直机的最大模数244cm。
此外,在小型钢铁生产线中,如L25角钢,矫直截面模数的最小值为“224cm”,最大值为“364cm”,也显著高于其他类型钢铁生产线的矫直机的最大模数220cm【1】。
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》范文
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》篇一一、引言随着工业技术的不断发展,钛合金管材因其优良的机械性能和耐腐蚀性,在航空、航天、医疗、化工等领域得到了广泛应用。
然而,在钛合金管材的生产和加工过程中,管材的矫直是一个重要的环节。
二辊矫直机作为管材矫直的主要设备,其辊型曲线的设计和矫直精度的控制对管材的最终质量具有重要影响。
本文旨在研究Φ12~Φ20mm钛合金管材二辊矫直机的辊型曲线及其对矫直精度的影响。
二、二辊矫直机的工作原理及辊型曲线二辊矫直机主要由两个相对旋转的矫直辊组成,通过改变管材在矫直过程中的弯曲程度和方向,使管材达到矫直的目的。
其辊型曲线的设计是影响矫直效果的关键因素。
对于Φ12~Φ20mm的钛合金管材,二辊矫直机的辊型曲线通常采用分段曲线设计,包括进料段、预矫段、主矫段和出料段。
进料段和出料段的曲线较为平缓,以减小对管材的冲击;预矫段和主矫段的曲线较为陡峭,以实现管材的有效矫直。
三、辊型曲线对矫直精度的影响辊型曲线的合理性直接影响到二辊矫直机的矫直精度。
在设计和调整辊型曲线时,应考虑以下因素:1. 管材的材质和规格:不同材质和规格的管材需要不同的矫直力,因此,辊型曲线的设应满足不同管材的矫直需求。
2. 矫直力的分布:合理的矫直力分布可以避免管材在矫直过程中产生过大的变形和损伤。
通过调整两辊之间的距离、速度和压力等参数,可以优化矫直力的分布。
3. 矫直速度:适当的矫直速度可以保证管材在矫直过程中获得足够的变形时间,从而提高矫直精度。
过快的矫直速度可能导致管材未完全矫直就已出机,而过慢的矫直速度则可能使管材在机内产生过多的热变形。
四、提高矫直精度的方法为了提高二辊矫直机的矫直精度,可以采取以下措施:1. 优化辊型曲线设计:根据不同规格和材质的管材,设计合理的辊型曲线,以实现最佳的矫直效果。
2. 调整矫直参数:通过调整两辊之间的距离、速度和压力等参数,优化矫直力的分布和矫直速度,以提高矫直精度。
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》范文
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》篇一一、引言随着现代工业技术的快速发展,钛合金管材因其优异的性能在航空、医疗、海洋工程等领域得到了广泛应用。
对于钛合金管材的生产过程中,二辊矫直机作为一种关键设备,对提高管材的尺寸精度、形状精度及矫直质量起着重要作用。
因此,研究Φ12~Φ20mm钛合金管材二辊矫直机的辊型曲线及矫直精度具有重要的现实意义。
二、二辊矫直机的工作原理及结构特点二辊矫直机主要由两个矫直辊、传动装置、液压系统等部分组成。
矫直辊的形状、尺寸及排列方式决定了矫直机的矫直效果。
在矫直过程中,管材通过两辊之间的间隙,受到两辊的挤压和弯曲作用,从而达到矫直的目的。
三、Φ12~Φ20mm钛合金管材的辊型曲线研究(一)辊型曲线的类型及特点根据矫直原理和钛合金管材的特性,二辊矫直机的辊型曲线主要包括直线型、曲线型和复合型等。
不同类型的辊型曲线对管材的矫直效果有着显著的影响。
(二)辊型曲线的优化设计针对Φ12~Φ20mm钛合金管材,应结合其材料特性、尺寸精度及形状精度要求,对二辊矫直机的辊型曲线进行优化设计。
优化设计过程中,应考虑辊型曲线的连续性、平滑性以及与管材的匹配性等因素。
四、矫直精度的研究(一)影响矫直精度的因素矫直精度是衡量二辊矫直机性能的重要指标。
影响矫直精度的因素主要包括管材的材质、尺寸、形状、温度等,以及矫直机的辊型曲线、矫直压力、矫直速度等。
(二)提高矫直精度的措施为了提高矫直精度,可以采取以下措施:优化辊型曲线设计,使之与管材的特性相匹配;合理控制矫直压力和矫直速度,避免过度矫直或矫直不足;对矫直机进行定期维护和保养,确保设备的正常运行。
五、实验研究与结果分析为了验证上述理论研究的正确性,我们进行了实验研究。
通过对比不同辊型曲线下的矫直效果,我们发现优化后的辊型曲线能够显著提高钛合金管材的矫直精度和形状精度。
同时,通过控制矫直压力和矫直速度,我们可以避免管材的过度变形和损伤,从而提高生产效率和产品质量。
矫直机矫直辊位置调节控制优化研究--优秀毕业论文
申请上海交通大学工程硕士专业学位论文矫直机矫直辊位置调节控制优化研究学校:上海交通大学院系:电子信息与电气工程学院班级:Z0803222学号:1080322042工程硕士生:刘飞工程领域:控制工程导师Ⅰ:王伟副教授导师Ⅱ:戴儒明高级工程师上海交通大学2012年3月1日A Dissertation Submitted to Shanghai Jiao Tong University forMaster Degree of EngineeringT HE O PTIMIZATION OF LEVELER ROLLER POSITION ADJUSTMENT CONTROLAuthor:Fei LiuSpecialty::Control EngineeringSpecialtyAdvisor orⅠ:Associate Prof.Wei WangAdvissorⅡ:Prof.Ruming DaiAdviAdvisorShanghai Jiao Tong UniversityShanghai,P.R.ChinaMarch1,2012学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
学位论文作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权上海交通大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
保密□,在年解密后适用本授权书。
本学位论文属于不保密□。
(请在以上方框内打“√”)学位论文作者签名:指导教师签名:日期:年月日日期:年月日矫直机矫直辊位置调节控制优化研究摘要装备水平是轧钢工艺水平的重要影响因素,随着装备水平的不断提高,轧钢产能得到了充分的释放,钢材质量也在随着装备水平的提高而不断进步。
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》范文
《Φ12~Φ20mm钛合金管材二辊矫直机辊型曲线及矫直精度研究》篇一一、引言在当今工业领域,钛合金以其优异的物理性能和良好的抗腐蚀性广泛应用于航空、航天、医疗等多个领域。
而针对Φ12~Φ20mm直径的钛合金管材,其加工过程中常需要使用二辊矫直机来提高管材的直线度和尺寸精度。
因此,研究该类管材二辊矫直机的辊型曲线及其对矫直精度的影响显得尤为重要。
本文将深入探讨Φ12~Φ20mm钛合金管材二辊矫直机的辊型曲线设计及其对矫直精度的具体影响。
二、二辊矫直机工作原理及结构二辊矫直机主要依靠两个滚轮对管材进行反向挤压,以达到矫直管材的目的。
结构上主要由机架、两个可调整角度的滚轮和动力传动装置等部分组成。
其中,两个滚轮的形状和位置决定了矫直机的矫直效果和精度。
三、辊型曲线设计针对Φ12~Φ20mm的钛合金管材,其二辊矫直机的辊型曲线设计需根据实际需求和材料特性进行合理设计。
首先,要考虑的是辊型的弯曲程度。
根据不同的矫直要求,需要对两个滚轮的弯曲程度进行适当调整。
一般来说,弯曲程度越大,矫直效果越好,但过大的弯曲程度可能导致管材表面产生划痕或变形。
因此,需要找到一个合适的弯曲程度,以达到最佳的矫直效果。
其次,要考虑的是辊型的曲线形状。
常见的曲线形状包括直线型、弧线型和复合型等。
不同形状的曲线对管材的矫直效果和精度有着不同的影响。
通常,复合型曲线可以更好地适应管材的截面形状,提高矫直精度。
最后,要考虑的是两个滚轮之间的间距和位置关系。
间距过大或过小都会影响矫直效果和精度。
位置关系则决定了管材在矫直过程中的受力情况,应合理设计以避免管材在矫直过程中产生不必要的变形或损伤。
四、矫直精度研究对于Φ12~Φ20mm的钛合金管材二辊矫直机来说,矫直精度主要受辊型曲线设计、材料特性、设备性能等因素的影响。
首先,合理的辊型曲线设计是保证矫直精度的关键。
通过对不同弯曲程度和曲线形状的对比研究,可以发现合理的辊型曲线可以有效提高矫直精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图 分 类 号 :T G 3 3 3 . 2 + 3 文 献 标 志 码 :B 文 章 编 号 :1 0 0 l - 2 3 1 1 ( 2 0 1 5 ) O 1 — 0 0 3 8 — 0 4
S t u d y on Bl i n d Ar e a o f St e e l Pi pe S t r ai g h t e n i n g
径 、连续焊接成型、拉拔、挤压 、热处理 ,或者任 何 其他 成型 工艺 ,几乎 都会发 生一定 程 度 的弯 曲变 形 ,从 而影 响到钢 管 的成型 质量 ;因此 ,需 在后 工 序对钢管进行矫直,以提高钢管管体和管端的直线
度『 l _ 2 ] 。 当前 所有 的钢 管 矫 直工 艺 中 ,效率 最 高 的 矫 直方 式就 是采用 斜辊 式矫 直机进 行矫 直 [ 。 斜 辊式 矫直机 的工作原 理是将 矫 直辊 与轧制 中 心 线 呈一 定 角 度 安 装 ,使 钢 管 旋 转 前 进 通 过 矫 直 机 ,在矫直 辊 的作 用 下反复 压弯从 而 实现矫 直 ;然 而 ,在斜 辊式矫 直机对 钢管 进行矫 直 时 ,钢管 管端
3 8
。 凇 弼院
典型辊 系钢 管矫 直机矫直 盲 区的研 究
郭建 明
( 太原重工股份有限公司技术 中心 ,山西 太原 0 3 0 0 2 4)
摘
要 :主要研 究了交错辊式和对置辊式两种典型辊系钢管矫直机在矫直工艺 中产生的矫直盲区现象。分析
了这两种钢管矫直机 矫直盲 区的形成原 因 ,以及矫直盲 区的位 置与大小 ,并通过分析影 响矫 直盲 区范围的辊距 、 有效辊身长度和辗压重叠 系数等 因素 ,提出了减小钢管矫直盲区以及提高钢管矫直质量 的方法 。
Ma c h i n e wi t h T y pi c a l R ol l Ar r a n ge men t Leabharlann GUO J i a n mi n g
( T e c h n i c a l C e n t e r ,T a i y u a n H e a v y I n d u s t r y C o . ,L t d . ,T a i y u a n 0 3 0 0 2 4 ,C h i n a)
Ab s t r a c t : Di s c u s s e d i n t h e a r t i c l e i s t h e s t r a i g h t e n i n g b l i n d a r e a a s e n c o u n t e r e d w i t h d u r i n g t h e o p e r a t i o n s o f b o t h t h e t y p i c a l c r o s s — r o l l s t r a i g h t e n e r a n d t h e o p p o s e d ‘ r o l l s t r a i g h t e n e r . An d a l s o a n a l y z e d a r e t h e f o r ma t i o n r e a s o n s , l o c a t i o n a n d s i z e o f s u c h b l i n d a r e a o f t h e s e t wo t y p e s o f s t r a i g h t e n e r s . Ot h e r e l e me n t s wh i c h a f f e c t t h e r a n g e o f t h e b l i n d a r e a a r e a n a l y z e d ,t o o ,i n c l u d i n g r o l l s p a c e, w o r k i n g l e n g t h o f t h e r o l l ,a n d r o l l i n g o v e r l a p c o e f f i c i e n t ,e t c . As a r e s u l t ,me t h o d s f o r r e d u c i n g t h e b l i n d a r e a a n d i mp r o v i n g t h e p i p e s t r a i g h t e n i n g q u a l i t y a r e p r o p o s e d . Ke y wo r d s :s t e e l p i p e s t r a i g h t e n i n g ma c h i n e ;s k e w r o l l ;c r o s s r o l l ;o p p o s e d r o l l ;s t r a i g h t e n i n g b l i n d a r e a ;
r o l l s p ac e; p i p e e nd
在 钢管 生产过 程 中 ,无论 采用穿 孔 、轧 制 、定
区) 。钢 管 矫 直盲 区范 围 的大 小 在相 当大程 度 上 影 响 了钢管 最终 的矫直 质量 。为此 ,对 两种 典 型 的斜 辊式矫 直 机 ( 交 错辊 式和对 置辊 式 ) 矫 直 盲 区的形 成 与 如何减 小矫 直盲 区进行 了理论 研 究 。