布朗克斯钢管矫直机_C
管材矫直机及矫直辊的设计

直径确定,即^=1.5^™;矫直辐的辐身长度厶二
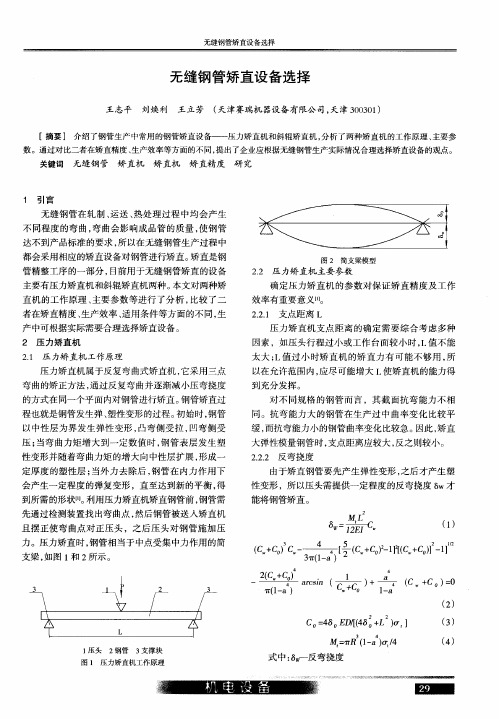
[_电机;2速机;3fm®;4—万向联轴器;mg漓压下装置; 6■^宜辐调角装置;7—上矫宜辐装配;8-下娇宜辐装配;宜中心线
图[斜辐轿直机结构
矫直辐辐形曲线的设计方法较多,下面介绍两 种常用的设计方法。 3.1圏解法
已知:被矫直管材的直径为必矫直辐与管材两 轴线间距离为两轴线之间的夹角为y,求矫直辗 的曲线。
随着矫直机智能化的发展,矫直辐压下装置5 和矫直辐调角装置6已可根据管材的不同规格实现 自动化调整。
3矫直辐的设计 斜辗矫直机辐形曲线是决定矫直效果的主要因
素。矫宜辐的最小宜径(即喉径)由被矫管材的最大
收稿日期:2020-11-02 作者简介:郭宝山(198—),男,山西文水人,毕业于山西省中北
大学,工^师,主要从事无缝钢管设备及棒线材设备的研发工作。
(上接第19页)
Exploration Scheme of Old Kilns for Flood Prevention and Irrigation in Special Thick Coal Seam Area Mining
无缝钢管矫直设备选择
{( ∈1 )(a 一 手 一 “手 ) 毫 】 【一(‘ 一( ) 一 专 ) a
+
去[s一 rn ) ai ac( J rn 2s} } c考 ai
M= MM ̄
( 5 )
() 6
下两排辊轴相互交叉 , 钢管在矫直时能够边前进边旋 转, 实现对钢管的全方位矫直。 辊形为双 曲线形状 , 对 钢管形成完整包络 , 其结构简图如图 3 所示。
无缝钢管矫直设备选择
无缝钢管矫直设备选择
王志平 刘焕利 王立芳 ( 天津赛瑞机 器设备有 限公 司, 天津 3 0 0 ) 0 3 1
[摘要 ] 介绍 了钢管生产 中常用的钢管矫直设 备一 压 力矫 直机 和斜辊矫直机 , 分析 了两种矫直机的工作原理 、 主要参
数。通过对 比二者在矫直精度 、 生产效 率等方面 的不 同, 出了企业应根据无缝钢管生产实际情况合理选择矫直设备的观点 。 提
(w c)C C+0 w
5 c) 1 C + 0_ 1
c)_】 02 1 ] “
一 a c J ( 。 r【 + C J c L = s 1, u m 吾 w 扎
一
() 2
2 2
C = 3 D[ 3 + ) 】 0 4 E /4 L D ( 0
性变形 ,所 以压头需提供一定程度 的反 弯挠度 6 w才
能将钢管矫直 。
3 w=
先通过检测装置找 出弯 曲点 , 然后钢管被送人矫直机
且摆 正使弯 曲点 对正压 头 ,之后 压头对 钢管施 加压
力 。压力矫直时 , 钢管相 当于中点受 集 中力作用 的简 支梁 , 如图 1 2 和 所示 。
的压力进行一次 试压 , 减小 钢管弯曲率 , 之后 进行测
一种便于除锈的钢管矫直机[发明专利]
![一种便于除锈的钢管矫直机[发明专利]](https://img.taocdn.com/s3/m/cc463fe8a6c30c2258019e46.png)
专利名称:一种便于除锈的钢管矫直机专利类型:发明专利
发明人:王迩笃
申请号:CN201811173228.5
申请日:20181009
公开号:CN108971275A
公开日:
20181211
专利内容由知识产权出版社提供
摘要:本发明公开了一种便于除锈的钢管矫直机,包括工作台、移动吸尘机构和固定除锈机构,工作台内底部一侧设有伺服电机减震底座,伺服电机减震底座上端连接有伺服电机,通过在矫直辊的两侧设有二号线性导轨,且线性导轨上通过导轨气缸连接吸尘器,本发明在矫直辊对钢管进行矫直过程中的时候,可以将矫直过程中的锈屑将吸附走,同时在矫直完成后运送到固定支架上方的时候,开启丝杆电机,通过移动的金属除锈毛刷对钢管表面进行,避免锈屑沾附在钢管上,从而进一步清除铁锈,避免铁屑影响钢管在后面的使用,进而大大提高了钢管的使用质量,本发明结构简单,新颖,操作方便,大大提高了该钢管矫直机的使用效率。
申请人:王迩笃
地址:325100 浙江省温州市永嘉县江北街道龙华小区6幢205室
国籍:CN
代理机构:北京轻创知识产权代理有限公司
代理人:谈杰
更多信息请下载全文后查看。
钢管矫直机毕业论文
钢管矫直机毕业论文钢管矫直机毕业论文1.绪论1.1 矫直设备的发展1.1.1 矫直设备的发展概况矫直技术在金属条材加工的后部工序中得到广泛应用,对产、成品的质量水平有着很大的影响。
早在20世纪初,就已经出现了二辊式矫直机用于矫直圆材。
20世纪30年代中期,222型六辊式矫直机的发明显著提高了管材矫直质量。
20世纪60年代中期,为了解决大直径管材的矫直问题,XXX研制成功313型七辊式矫直机。
自70年代我国改革开放以来,我们接触到了许多国外设计研制成果,从小到φ1.6mm金属丝矫直机到大到φ600mm管材矫直机,从速度达到300m/min的高速矫直机到精度达到0.038mm/m的高精度矫直机,我们都进行了引进。
同时,我国也研制出了许多先进的矫直设备。
进入90年代,我国在赶超世界先进水平方面又迈出了一大步,一些新研制的矫直机获得了国家的发明专利,一些新成果获得了市、省及部级科技成果进步奖,有的获得了国家发明奖。
近年来,我国在反弯辊形七斜辊矫直机、多斜辊薄壁转毂式矫直机、平行辊异辊距矫直机及矫直液压自动切料机等研制方面相继取得了成功。
1.1.2 矫直作用经过轧制和热处理的管材存在一系列缺陷,其中主要的是纵向弯曲和横断面的椭圆度。
为了消除这些缺陷,需要设置斜辊式钢管矫直机。
在矫直过程中,钢管在矫直辊间作直线前进的同时还进行旋转运动,通过钢管在矫直辊中反复多次弹性弯曲使钢管达到矫直的目的。
1.2 矫直设备分类1.2.1 矫直机的分类按照工作原理不同,矫直机可以分为五大类。
第一类称为反复弯曲矫直机,它们是靠压头或辊子在同一平面内对工件进行反复压弯并逐渐减小压弯量,直到压弯量与弹复量相等而变直。
第二类称为旋转弯曲式矫直机,是工件在塑性弯曲状态下以旋转变形方式从大的等弯矩区向小的等弯矩区过渡,在走出塑性区时弹复变直。
第三类称为拉伸矫直机,它依靠拉伸变形把原来长短不一的纵向纤维拉成等长度并进入塑性变形后经卸载及弹复而变直。
美国Fives Bronx公司生产的6CR型矫直机

美国Fives Bronx公司生产的6CR型矫直机
张立
【期刊名称】《钢管》
【年(卷),期】2012(41)4
【摘要】美国FivesBronx公司为美国某钢管公司设计制造的6CR9HD型矫直机可矫直API套管、油管、加厚管和机械管。
直径为60.325—193.675mm (2.375~7.625in),屈服强度大于965.3MPa(140000psi).处理温度398.9—843.3℃(750~1550°F);而为ArcelorMittal集团设计制造的
6CR11型三辊矫直机。
可矫直钢管直径为114-3~406.4mm、屈服强度大于650MPa的钢管。
【总页数】1页(P83-83)
【关键词】矫直机;美国;CR型;生产;钢管公司;屈服强度;API;HD型
【作者】张立
【作者单位】
【正文语种】中文
【中图分类】TG333.23
【相关文献】
1.扬金公司环保型非充油丁苯橡胶试产/锦湖石化重庆公司将生产不溶性硫黄/我国就美国轮胎特保措施启动WTO争端解决程序 [J],
2.雷锡恩公司为美国空军生产干扰型小型空射诱饵弹 [J], 雨丝
3.核工业部华隆地球物理仪器工贸公司与美国桥梅特公司签订了联合生产G-856A 型磁力仪和技术转让协议 [J], 于铭强
4.美国REL公司采用低压金属型铸造生产方形铝合金储气罐 [J], 刘金城
5.美国美洲钢公司棒材轧机上安装的灵活型多股矫直机 [J], A.Conta;M.Rossini 因版权原因,仅展示原文概要,查看原文内容请购买。
Φ920mm十辊管材矫直机的研制
R & D f ̄92 m 一o l b tai t n n a hi e o 0m 1 r l Tu e S r gh e i g M c n 0
Z e g Xi o a , W a g M e g e h n a h i n n d
( I I a yI d sr sC . t. u y n 7 3 ,C ia) C T C He v u t e o ,Ld ,L o a g 4 9 n i 1 0 hn
设i 7 L 与
2 9
9 0m 十 辊 管材 矫 直 机 的研 制 2 m
郑 小 海 ,王孟 德
f中信 重 工 机 械股 份有 限公 司 ,河 南 洛 阳 4 1 3 ) 7 09
摘
要 :介绍 了 @9 0 2
十辊管材矫直机 的主要技术要求 、矫直 系统 构成 、工艺布 置 、设备结构创新设 计
等。实际使用情况证 明,该管材矫直机结构 紧凑 、性 能可靠 、矫直精度高 。 关键词:管材矫直机 ;矫直辊 ;主传动 ;辊 型设计
中 图 分 类号 :T 3 .+ G3 3 3 文 献标 志 码 :B 文 章 编 号 :1 0 - 3 12 1 ) 1 0 2 — 3 2 0 12 1 ( 0 10 — 0 9 0
c i e c v rn h e e h i a e u r me t , c mp sto f h ta g t n n y t m, p o e sl y u n h h n , o e i g t e k y t c n c l q ie n s r o o ii n o e s r i h e i g s se t r c s a o t d t e a
2 矫 直 系 统 组 成 及 工 艺 平 面 布 置
镀锌钢管矫直机优化设计研究
镀锌钢管矫直机优化设计研究
张洪顺;王远志;翟永利;白章社;王健
【期刊名称】《山西冶金》
【年(卷),期】2024(47)3
【摘要】为了解决传统钢管矫直机矫直残留有防锈油导致矫直效果低下的问题,设计了一种新型镀锌钢管矫直机,通过在工作台和支撑架之间连接挤压组件,并在挤压组件上连接清理组件,使得清理件将钢管本体上对应压块位置的防锈油擦除,再通过压块将钢管本体压直,避免了矫直效果低下的问题,同时通过V形块代替压块对钢管挤压,并将连接块二分为2等份,将连接块二收拢后再更换V形块,有效避免了连接块二会干扰V形块的更换操作问题,大幅度提升了矫直机矫直镀锌钢管效率。
【总页数】3页(P124-125)
【作者】张洪顺;王远志;翟永利;白章社;王健
【作者单位】邯郸正大制管股份有限公司;河北省焊接钢管产业技术研究院;山西正大制管有限公司
【正文语种】中文
【中图分类】TG333.23
【相关文献】
1.钢管整径矫直机模具的优化设计
2.新型铜带材矫直机设计优化及制造工艺研究
3.φ70mm十辊钢管矫直机的研究及设计
4.钢板矫直机优化设计的研究进展
5.平行辊式热矫直机的优化设计研究及其压下装置的改进
因版权原因,仅展示原文概要,查看原文内容请购买。
JZ—I型校直机设计
JZ—I型校直机设计需说明书、图纸等完整设计请加叩叩2215891151第一章绪论1.1校直技术的定义及应用校直技术属于金属加工学科的一个分支,已经广泛应用于日用金属加工业,仪器仪表制造业,汽车、船舶和飞机制造业,石油化工业,冶金工业,建筑材料业,机械装备制造业,以及精密加工制造业。
校直技术在广度和深度方面的巨大发展迫切要求校直理论能进一步解决一些疑难问题,推动开发新技术和研制新设备。
尤其在党的十六大之后,要求用信息化带动工业化,校直技术也要跟上时代。
首先要在校直机设计、制造、校直过程分析、校直参数设定及校直质量预测等方面搞好软件开发;其次要进行数字化校直设备的研制,使校直技术走上现代化的道路,不断丰富金属校直学的内容。
校直技术多用于金属条材加工的后部工序,在很大程度上决定着生产成品的质量水平。
校直技术同其他金属加工技术一样在20世纪取得了长足的发展,相应的校直理论也取得了很大的进步。
不过理论滞后于实践的现象比较明显。
例如校直辊负转矩的破坏作用在20世纪下半叶才得以解决(改集体驱动为单辊驱动,改刚性连接为超越离合连接等),但其破坏作用的机理直到20世纪80年代末才被阐明。
另外,就校直理论的总体来看,仍然处于粗糙阶段,首先就是其基本参数的确定还要依靠许多经验算法和经验数据,如辊数、辊距、辊径、压弯量及校直速度等;其次是许多技术现象如螺旋弯废品、校直缩尺、校直噪声、斜辊校直特性、斜辊辊形特性、拉弯变形匹配特性等都缺乏理论阐述;再次是理论的概括性不够,一套公式不仅不能包括各种断面型材,甚至不能包括同类断面而尺寸和材质不同的工件,如弯矩和校直曲率等都缺少通用表达式。
20世纪70年代以来,校直技术与校直理论的发展明显加快,如拉弯校直技术很快走向成熟;开发成功平动(万能)校直技术、行星校直技术、全长校直技术、程序控制校直技术、变凸度及变辊距校直技术,以及双向旋转校直技术等;完善了等距双曲线辊形设计法;创立了等曲率递减反弯辊形设计法、校直耗能计算法、主要工艺参数法、两种拉弯制度的定性与定量分析法以及负转矩和超前接触分析法;尤其在利用相对值概念对各种校直过程进行定量分析工作中取得了系统化的成果,为校直技术数字化处理打下了基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BRONX/TAYLOR-WILSON 布朗克斯/泰勒-威尔逊
6CR11 – 矫直加厚端管的 重型矫直机
六辊与十辊矫直机的比较
在任何交叉形式斜辊矫直机所达到的直线度可 归纳为,取决于在管子通过矫直机时,施加在管子 每个单元上应力反向的次数。应力反向的次数越多, 所能达到的直线度越高、越恒定。 施加在管子上的应力反向次数可以通过两种途 径增加: • 增加工作辊的对数,由此而增加将管子压至 屈服强度以上的额外的点,可以对钢管进行碾 轧及/或弯曲 • 在管子通过矫直机任何一段距离,增加管子 的旋转次数。
碾轧及弯曲载荷
• 在我们的六或十个相向安装的辊子矫直机中, 由于碾轧而产生的应力,比起其他的矫直方法来, 对头部和尾部的直线度有显著的改善。除此之外, 在管子上的椭圆度得以明显减小。 • 实践中还发现,通过采用对被矫直的管子综合 实施碾轧和弯曲,可以得到最佳的直线度,而每种 载荷的比例取决于管子直径、轧辊尺寸和中心,以 及管子直径与壁厚的比例等。
实际设备设计所考虑的问题
• 为了对所有直径的管子进行矫直,每个上辊 的位置借助一丝杠机构进行调整,每个辊子在 导向孔内垂直调整位置。第二(六辊)、第三和第 四(十辊)个下辊也有类似机构,以便调整施加在 管子上的挠度。 • 为了保持管子与辊子接触的最大长度,在不 同管径下要调整矫直角度,这是通过一导螺杆 和螺母转动辊子托盘实现的。
工作辊角度对 应力反向次数和矫直效果的影响
• 两个工作辊轴线与被矫直管子轴线之间角度越小,管子 通过矫直机时行进同样的离,其旋转的圈数越多,因此,也 就承受更多次的应力反向(假设工作辊曲线相同)。 • 然而,角度太小,矫直机产量会受到限制,在选择十辊 还是六辊矫直机,需要在矫直精度、产量和投资成本做• 为了有助于设备调整的重复设定,通常提供 有显示工作辊垂直和角度位置的功能,在小矫 直机上可能是安装在手轮上的指针转盘,而在 大矫直机上则为带数字编码器的调整机构,显 示在操作工控制界面上。 • 当所有辊子的角度及垂直位置都设定得适合 所要矫直的管子规格及钢级时,每个辊子的位 置就要锁紧。在小矫直机上可采用手动夹紧螺 栓,大矫直机通常采用短行程液压缸锁紧工作 辊托盘轴。
重型设计的矫直机
重型设计的矫直机
三个上辊和中下辊 都各装备有两个蜗轮蜗 杆机构,以便在同一垂 直面上调整辊子的上下 位置。丝杠机构安在辊 子轴承座的正下方以消 除施加到辊子托盘上的 任何弯曲载荷,并在管 子咬入和离开辊子时提 高辊子的稳定性。
为矫直加厚端管子而设计的快开
在矫直机生产线上,矫直机的辊缝设定成允许加 厚端通过。当管子以慢速咬入时,管端在切断安装在 第一对辊子处的光栅时,即启动了延时,上工作辊按 信号闭合,压在正常管径的管体上。闭合动作极为快 捷,保证在加厚端结束处就有辊子接触上进行矫直。 同样在第二和第三对辊子处也安装了光电管,在加厚 端通过后上工作辊闭合,在第三对工作辊闭合后,主 传动开始加速,直到设定的正常矫直速度。 在入口槽的一个光电管感应到管子的尾端时,在 尾端靠近矫直机时,主传动减速到咬入速度,控制系 统的三个延时顺序给信号打开入口上辊、中上辊和出 口上辊,以便让加厚端通过各对矫直辊。
产生的拉应力 产生的压应力
在钢管只承受碾压载荷时的冯· 米塞斯等效应力(屈服准则)
在C-D线上的应力
等效应力轮廓线
钢管外壁
在A-B线上的应力
钢管内壁
钢管外壁
钢管内壁
碾轧及弯曲载荷
• 通过六辊或十辊矫直机能够在钢管上施加碾 轧载荷具有如下益处: A) 管子端头到断头的直线度得到改善; B) 有一定椭圆度的管子得以归圆。 • 如果要想通过沿钢管轴向施加弯曲载荷以达到 矫直钢管的目的的话,很显然只有当钢管整个通过 处于有支撑的辊子下才能得以弯曲。因此在管子端 头进到第二对辊子前和尾部离开第一对矫直辊时, 是不能得到矫直的。换言之,因为不能弯曲,在一 个大约相当于工作辊中心距的长度的两个管端是得 不到矫直的。
增加工作辊对数
• 在六辊矫直机上,很显然管子在三处可能通过 碾轧将管子压到屈服点以上,即:在入口、中心和 出口的各对工作辊处。此外,所需的管子屈服点以 上弯曲矫直只有一次,即在中间的一对工作辊处。 • 在十辊矫直机上则多了两次施加给管子的碾轧 机会,而管子屈服点以上的弯曲矫直则发生在三处, 即第二、第三和第四对工作辊处。 • 十辊矫直机提供了更多的应力反向,因此,相 对六辊矫直机而言,在类似应用情况下,直线度质 量更好。
拉伸及压缩载荷
除此之外,六辊和十辊矫直机还都可以施加一碾轧或归圆的载荷, 这个力也有助于达到所期望的矫直效果(见图2.)。事实上,当钢管通 过矫直机时是旋转的,这就使得钢管的每一部分都可以被辊子压到(见 图3.)。为了保证达到这样的效果,每对辊子的间距就要设计成在管子 上施加压力的带宽要有搭接。 图 2. 图 3.
钢管矫直
钢管矫直
无论是什么生产工艺,连续焊管、 拉拔、挤压 、皮尔格热轧或者任何其他 工艺,几乎所有钢管在其生产过程中的 某个阶段都需要进行矫直。 矫直圆形钢管最有效且产量最高的 方式就是采用斜辊矫直机。 斜辊矫直机是将它们的辊子对走钢 线成一定角度安装,这样钢管可以旋转 着通过矫直机。
图1.
借助弯曲进行矫直
实际设备设计所考虑的问题
工作辊主传动采用两台同样的电机和传输设备 分别传动上工作辊和下工作辊。每个传动包括带五 (三)个输出轴的减速及分配齿轮箱,通过万向轴驱 动每个工作辊。万向轴要适应工作辊必要的角度及 垂直方向的运动范围。
工作辊位置设定
• 如上所述,矫直机通常都有工作辊角度和垂 直位置的显示,以便了解设定是否合适,并记 录下来,以便在以后生产类似产品时调用。现 在都可以通过HMI系统实现,操作工只需要输入 管子的参数,如管径、壁厚和材质,矫直机即 可建议一个最佳的设定方案,只要操作工接受, 矫直机即可按照建议的方案自动进行设定,操 作工再辅助以“微调”达到最佳的调整效果。 • 所需要的设定计算是通过数学模型、查表 法,以及参考已经用过的数据库和这几种方法 的综合而得到的。
六辊与十辊矫直机的比较
选择十辊矫直机,而不采用六辊主要有两个原因,即: • 质量更佳,直线度更加恒定 • 在维修及直线度都在可接受的范围内,追求较高的 生产速度。 除了上面两点,还应考虑到设备投资成本的增加,因为 多出了两对工作辊。
BRONX/TAYLOR-WILSON 布朗克斯/泰勒-威尔逊10CR5矫直机
六辊矫直机 十辊矫直机 碾轧或改善椭圆的效果
各类型矫直机的 通用方法是施加给钢管 的每个部分一个比被矫 直材料屈服点高的应力 ,然后再逐渐消除这一 应力。 两种矫直机都是借 助沿钢管轴线上通过弯 曲对钢管产生一应力( 在图1中箭头表示弯曲 载荷)
三处进行碾轧
五处进行碾轧
弯曲效果
弯曲效果中的弯曲力
只施加一次高于屈服点的应力 施加三次高于屈服点的应力
工作辊位置设定
另一个有助于了 解矫直过程的工具是 压力传感器,它们可 给出工作辊实际施加 在管子上的载荷。这 些测量的读数可显示 出矫直同类管子时的 变化,由此可决定是 否需要进行修正矫直 设定,在不考虑辊子 磨损情况下保证矫直 机设定的重复性。
重型设计的矫直机
管子矫直机的重型设计是 在考虑矫直高屈服强度、大 壁厚API质量的石油专用管而 开发出来的。 辊子支撑方法 : 六个辊子的每个辊子都借 助轴承座安装在钢制托盘上。 辊子托盘需要进行角度调 整,它插进重型钢制辊子底 座上。 每个辊子底座都有四个很 对称的滑套,各在一个角上, 以便在主机立柱上进行上下 滑动。
六辊和十辊矫直机的优点
• 六辊和十辊矫直机比起其他类型矫直机在设计上的一个主 要优点就是接触管子的所有辊子都是驱动的。如果不是这样 的话,那么在矫直机的入口处,管子必须要将一个或多个固 定空转辊加速到矫直速度。这就不可避免地造成一些打滑并 且相应地在头部造成划痕,从而使那些表面有特殊质量需求 的管子达不到要求。 • 六辊和十辊斜辊矫直机的工作辊辊形具有较长的双曲线, 因此可以使碾轧及弯曲载荷尽可能长地分布在管子上,从而 减少了接触压力,以及造成外部和内部矫直痕迹的趋势。 • 长的工作辊包罗线还能保证管子被完全包住并且不需要 额外的导向装置控制管子位置,也避免由此产生的划痕。
辊子 数量 6 6 10 10 辊 辊 辊 辊 矫直角度 所需要的矫直直线 度等级 矫直速度 平均(90 m/min) 慢(60 m/min) 平均(90 m/min) 快 (220 m/min)
平均(30°) 一般(1/1500+) 较小(<25°)好(<1/2000+) 平均(30°) 极好(<1/4000+) 较大(45°) 好(<1/2000+)
十辊优于六辊矫直机的其他特点
在六辊矫直机上只有一种工作辊设定方法,也 就是中下辊高出前后辊,产生一个正挠度的弯曲矫 直;而十辊则有三对辊子可调整矫直挠度,这在一 定情形下是有好处的。
实际设备设计所考虑的问题
• 典型的设备设计不管六辊还是十辊基本上是 一样的,下面具体的实例是按十辊设计来叙述的。 前面提到的理论矫直要求必须通过实际设计的矫 直机来满足,矫直机要具备覆盖很大直径范围的 钢管,很好的可靠性和足够快的生产速度。 • 矫直过程中所施加的载荷是靠坚固的钢结构 顶盖和底座来承受的,顶盖和底座是靠数根圆形 钢立柱连在一起的。底座支撑五个下工作辊,每 个工作辊安装在一对轴承座之间,靠螺栓把在辊 子托盘上,每个辊子托盘通过一圆孔安装在底座 上。顶盖的设计总的来说是类似的设计和结构, 用以支撑五个上工作辊。