激光镭雕机调试参数(参考)
凌绘激光雕刻机设置参数方法

激光机设置参数方法:1 将电脑和激光机连接好,运行激光机控制软件选择文件——机器设置进入机器设置界面在机器设置界面选择工作台3 选择X轴或Y轴[脉冲当量] 数值,输入计算好的数值,点击保存。
计算方法是实际数值÷设定数值×当前脉冲量,例如我们设定X轴的值是800mm,机器实际走了803mm 就用803÷800×0.0112793580,Y轴同理4 弹出输入密码界面不用理会,直接确定5 然后点击软件界面右侧的下载数据按钮弹出下载数据界面此处注意:如果电脑和激光机连接正常,那么是不会出现【通讯超时】界面的,如出现【通讯超时】界面,说明电脑和激光机连接不正常,需检查连接6 选择【下载配置】选项,此时会提示是否输出配置,点击确认,下载配置文件成功后,机器会发出“滴”的声音表示下载成功。
注:原激光机参数X轴0.0110965906Y轴0.0055482953教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
文件――页面设置――版式――页眉和页脚――首页不同。
2. 问:请问word 中怎样让每一章用不同的页眉?怎么我现在只能用一个页眉,一改就全部改了?答:在插入分隔符里,选插入分节符,可以选连续的那个,然后下一页改页眉前,按一下“同前”钮,再做的改动就不影响前面的了。
简言之,分节符使得它们独立了。
这个工具栏上的“同前”按钮就显示在工具栏上,不过是图标的形式,把光标移到上面就显示出”同前“两个字来。
3. 问:如何合并两个WORD 文档,不同的页眉需要先写两个文件,然后合并,如何做?答:页眉设置中,选择奇偶页不同与前不同等选项。
4. 问:WORD 编辑页眉设置,如何实现奇偶页不同比如:单页浙江大学学位论文,这一个容易设;双页:(每章标题),这一个有什么技巧啊?答:插入节分隔符,与前节设置相同去掉,再设置奇偶页不同。
雕刻机全全参数设置说明书
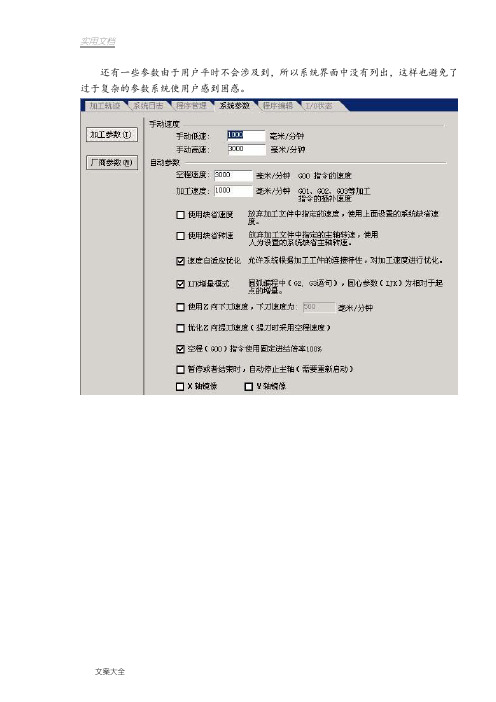
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI 指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
镭雕机操作规程

镭雕机操作规程一、引言镭雕机是一种高精度的刻字设备,广泛应用于工艺品、电子产品、汽车零部件等行业。
为了保证操作人员的安全和设备的正常运行,制定本操作规程。
二、操作人员要求1. 操作人员必须接受过相关的培训,了解镭雕机的基本原理和操作方法。
2. 操作人员必须穿戴好个人防护装备,包括防护眼镜、防护手套和防护服。
3. 操作人员必须保持良好的工作状态,禁止饮酒、吸烟和疲劳操作。
三、设备准备1. 检查镭雕机的电源线和接地线是否正常,确保设备接地良好。
2. 检查镭雕机的冷却系统是否正常运行,确保设备不会过热。
3. 检查镭雕机的光路系统是否清洁,确保刻字的质量。
四、操作步骤1. 打开镭雕机的电源开关,待设备启动完成后,进入操作界面。
2. 根据需要,选择合适的刻字模式和参数设置。
3. 将待刻字的工件放置在工作台上,并用夹具夹紧,确保工件稳固不动。
4. 调整镭雕机的焦距,使激光束聚焦在工件表面。
5. 在操作界面上输入需要刻字的文字或图案,确认后开始刻字。
6. 在刻字过程中,操作人员应保持警惕,观察刻字的质量和进度。
7. 刻字完成后,关闭镭雕机的电源开关,待设备停止运行后方可离开。
五、安全注意事项1. 刻字过程中,操作人员严禁将手指或其他物体靠近激光束,以免发生伤害。
2. 镭雕机刻字时会产生废气和废渣,操作人员应确保刻字区域通风良好,避免吸入有害气体。
3. 在刻字过程中,操作人员应随时注意镭雕机的运行状态,如发现异常情况应立即停机检查。
4. 镭雕机属于高精密设备,禁止未经授权人员进行维修和改装。
六、设备维护1. 定期清洁镭雕机的光路系统,以保证刻字质量。
2. 定期检查镭雕机的冷却系统,确保设备正常运行。
3. 定期检查镭雕机的电源线和接地线,确保设备的安全性。
4. 定期校准镭雕机的焦距,以保证刻字的准确性。
七、紧急情况处理1. 在发生设备故障或异常情况时,操作人员应立即停机,并通知维修人员进行处理。
2. 在发生火灾或其他紧急情况时,操作人员应按照现场应急预案进行处理,确保人员安全。
镭雕机操作规程

镭雕机操作规程一、引言镭雕机是一种用激光技术进行刻字、切割等加工的设备。
为了确保操作人员的安全以及设备的正常运行,制定本操作规程,明确镭雕机的操作流程和安全注意事项。
二、设备及工具准备1. 镭雕机:确保镭雕机处于正常工作状态,检查机器的电源、冷却系统、激光器等部件是否正常。
2. 工作台:清理工作台,确保表面平整、无杂物。
3. 镭雕材料:准备需要加工的材料,并确保其固定在工作台上,以防止挪移或者晃动。
4. 个人防护装备:佩戴安全眼镜、手套等个人防护装备。
三、操作流程1. 打开电源:将镭雕机的电源开关打开,确保电源连接正常。
2. 设定参数:根据加工材料的特性,设定合适的激光功率、速度和频率等参数。
3. 定位加工区域:使用镭雕机的定位功能,将加工区域准确对应于工作台上的材料。
4. 开始加工:确认加工参数设置正确后,按下启动按钮,开始加工过程。
5. 监控加工过程:在加工过程中,操作人员应保持警惕,观察加工区域是否正常运行,如有异常情况应即将住手加工并检查。
6. 完成加工:加工完成后,关闭镭雕机的电源开关,待设备住手运行后方可进行下一步操作。
7. 清理工作区域:清理工作台上的材料和杂物,保持工作台整洁。
四、安全注意事项1. 个人安全:操作人员应佩戴安全眼镜、手套等个人防护装备,以防止激光辐射和意外伤害。
2. 防火措施:镭雕机在工作过程中会产生高温,操作人员应注意防火,禁止在镭雕机周围堆放易燃物品。
3. 镭雕材料选择:选择适合加工的材料,避免使用易燃、易爆等危(wei)险材料。
4. 空气流通:确保操作区域有足够的空气流通,避免激光烟雾积聚造成空气污染。
5. 紧急情况处理:如遇紧急情况,操作人员应即将按下急停按钮,并寻求专业人员的匡助。
五、设备维护1. 定期清洁:定期清洁镭雕机的外部和内部部件,确保设备的正常运行。
2. 润滑维护:按照设备说明书的要求,定期对润滑部件进行维护,以保证设备的正常运转。
3. 检查电源:定期检查镭雕机的电源线和插头是否损坏,如有问题及时更换。
镭雕管理规范
5.1镭雕机的工艺调整:镭射激光雕刻机雕刻效果主要从以下几个方面进行调试:5.1.1电流强度A.电流强度大,雕刻深度深、字体线条粗;B.电流强度小,雕刻深度浅、字体线条细;C.雕刻金属材料时,电流强度大,一般在18A以上;D.雕刻非金属材料时,电流强度小,一般在12A-16A左右,尢其是雕刻透光按键时电流强度一般都在16A左右。
E.电流强度对雕刻非金属材料有很大影响,电流太大会破坏产品表层如:烧焦、雕刻面起泡等;太小图案会不清晰、无深度。
5.1.2焦距 A.焦距的定义:激光发光镜头与被雕刻面之间的垂直距离,一般为17.8-18cm之间。
B.被雕刻面离焦点近,激光能量大、雕刻深度深、字体线条细;C.被雕刻面离焦点远,激光能量小、雕刻深度浅,字体线条粗;D.雕刻金属材料时,一般离焦点要近6 mmF.雕刻非金属材料时,一般可偏离焦点,尢其是雕刻透光按键时,一定要偏离焦点3-5mm 。
5.1.3参数A.线距太大:雕刻出的笔画不够精细、稀疏、无深度、雕刻速度度快;太小:雕刻出的笔画精细、致密、有深度、雕刻速度慢;默认值:0.01mm.备注:调整该参数可以明显改变雕刻的速度、精度和深度。
B.激光开光延时太大:振镜往前走得太多激光才打开,笔画的开始会不够长;太小:振镜往前走得太少激光才打开,笔画开始点会出现重点。
默认值:0 us。
备注:调整该参数可以减小首发重点问题。
C.激光关光延时太大:振镜已充分转到,并停留一段时间后激光才关闭,笔画末尾点会形成重点,增加打标时间。
太小:振镜还示充分转到,激光就关闭,笔画的末尾不够。
默认值:180us .备注:高速该参数可以减小笔画末尾重点的问题。
D.跳转延时太大:振镜已充分转到,并停滞一段时间后才处理下一个笔画,增加雕刻时间;太小:振镜还未充分转到,PC就开始处理下一个笔画,笔画开始的地方会出现散点。
默认值:100us .E.拐弯延时:太大:振镜已充分转到,并停留一段时间后PC才处理画的下一线段,拐弯点会形成重点,增加打标时间;太小:振镜还未充分椟到,PC就开始处理笔画的下一线段,拐弯的地方会出现圆弧。
镭雕机操作规程

镭雕机操作规程引言概述:镭雕机是一种常用的激光加工设备,广泛应用于各行各业。
为了确保操作的安全性和效果的准确性,操作人员需要遵守一定的操作规程。
本文将详细介绍镭雕机的操作规程,包括设备准备、操作步骤、安全注意事项等。
一、设备准备1.1 确认设备完好- 检查镭雕机是否处于正常工作状态,如有异常情况应及时联系维修人员。
- 检查激光器、镜片、光纤等部件是否完好,如有损坏应更换。
- 检查冷却系统是否正常运行,确保激光器温度在合适范围内。
1.2 准备工作环境- 确保操作场所通风良好,避免有害气体积聚。
- 清理工作区域,确保没有杂物或者障碍物影响操作。
- 确保工作区域的光线充足,以便观察操作过程。
1.3 穿戴个人防护装备- 戴上防护眼镜,避免激光直接照射到眼睛。
- 戴上防护手套,避免触摸到高温部件或者激光束。
- 穿戴合适的工作服,避免裸露皮肤接触到激光束。
二、操作步骤2.1 打开镭雕机电源- 按照设备说明书操作,确保电源开关处于关闭状态。
- 打开电源开关,等待设备自检完成。
2.2 设定加工参数- 根据加工要求,在镭雕机控制面板上设定加工参数,包括激光功率、扫描速度等。
- 确认参数设置正确,避免因参数错误导致加工效果不理想。
2.3 进行加工操作- 将待加工物品放置在工作台上,并固定好。
- 通过镭雕机控制面板或者计算机软件,启动加工程序。
- 在加工过程中,时刻观察加工状态,确保加工效果符合要求。
三、安全注意事项3.1 避免直接观察激光束- 镭雕机激光束对眼睛有很大的危害,操作过程中应避免直接观察激光束。
- 如果需要观察加工效果,可以通过防护眼镜或者监控系统进行观察。
3.2 避免接触高温部件- 镭雕机在加工过程中会产生高温,操作人员应避免接触高温部件,以免烫伤。
3.3 注意紧急停机- 如果发现异常情况,如设备异常响声、异味等,应即将按下紧急停机按钮,住手加工操作。
- 在紧急停机后,及时联系维修人员进行故障排查和处理。
激光镭雕机调试参数(参考)
激光镭雕机调试参数(参考).txt蜜蜂整日忙碌,受到赞扬;蚊子不停奔波,人见人打。
多么忙不重要,为什么忙才重要。
引用激光镭雕机调试参数(参考)生产管理 2008-07-22 12:14:08 阅读73 评论1 字号:大中小订阅引用爱在N年前的激光镭雕机调试参数(参考)(适用于大族激光机、镭射谷激光机)一般情况下,对产品调试的整体效果起决定性的参数为“打标频率”和“发射时间”这两个参数,其余的参数主要是作一些细微的效果的调节。
A)打标频率:(范围为500 hz------200000 hz):理论上:设为低频率时(7000------40000 hz)时,标记的光的峰值功率强,所标记的透光效果较强,对喷涂油墨的气化性较好。
设为高频率时(40000 hz以上),标记的光的平均功率强,对标记产品表面效果时较佳。
比如:要露白,露银效果时,可把频率设高点。
B) 发射时间:(预设值为1.5us):理论上:设定值为1.5us时,光的峰值功率最强,值越大,峰值功率越弱。
一般情况下,标记塑胶材料、ABS材料、PC材料等较软材料时,应把发射时间调大点(最好在100us以内),以免烧伤素材。
但是假如这些软素材表层是喷一些有颜色(比如:白色、红色、黄色、绿色)等油墨时,由于这些油墨不容易被光给气化掉,所以可以把发射时间设为1.5 us.标记硅胶、橡胶、金属等较硬材料时,发射时间应设为1.5us.下面我们举例几种喷涂油墨材料设定参数,以供参考。
(因为不同客户采用的油墨和喷涂方法不一样,所以调节的参数有可能会不一样。
以下的参数值是综合起来的一个经验参数)1.如果要标记的产品素材为(透明塑胶素材),表面喷(银色、黑色等)较好被气化的油墨面漆,需标记出(透光效果):参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间设大点。
例如:55us.c): 填充方式:单线填充,间距:0.05mmd): 扫描速度:700-1600之间。
激光镭雕机调试参数(参考)[整理版]
![激光镭雕机调试参数(参考)[整理版]](https://img.taocdn.com/s3/m/990354eb710abb68a98271fe910ef12d2af9a948.png)
激光镭雕机调试参数(参考)引用爱在N年前的激光镭雕机调试参数(参考)(适用于大族激光机、镭射谷激光机)一般情况下,对产品调试的整体效果起决定性的参数为“打标频率”和“发射时间”这两个参数,其余的参数主要是作一些细微的效果的调节。
A)打标频率:(范围为500 hz------200000 hz):理论上:设为低频率时(7000------40000 hz)时,标记的光的峰值功率强,所标记的透光效果较强,对喷涂油墨的气化性较好。
设为高频率时(40000 hz以上),标记的光的平均功率强,对标记产品表面效果时较佳。
比如:要露白,露银效果时,可把频率设高点。
B) 发射时间:(预设值为1.5us):理论上:设定值为1.5us时,光的峰值功率最强,值越大,峰值功率越弱。
一般情况下,标记塑胶材料、ABS材料、PC材料等较软材料时,应把发射时间调大点(最好在100us以内),以免烧伤素材。
但是假如这些软素材表层是喷一些有颜色(比如:白色、红色、黄色、绿色)等油墨时,由于这些油墨不容易被光给气化掉,所以可以把发射时间设为1.5 us.标记硅胶、橡胶、金属等较硬材料时,发射时间应设为1.5us.下面我们举例几种喷涂油墨材料设定参数,以供参考。
(因为不同客户采用的油墨和喷涂方法不一样,所以调节的参数有可能会不一样。
以下的参数值是综合起来的一个经验参数)1.如果要标记的产品素材为(透明塑胶素材),表面喷(银色、黑色等)较好被气化的油墨面漆,需标记出(透光效果):参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间设大点。
例如:55us.c): 填充方式:单线填充,间距:0.05mmd): 扫描速度:700-1600之间。
建议值为:900 mm/s2 . 产品素材为(透明塑胶素材),表面喷(白色、红色、黄色、绿色等)不容易被气化的油墨面漆,需标记出(透光效果):一般这种情况下,可能需镭雕两遍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引用激光镭雕机调试参数(参考)生产管理 2008-07-22 12:14:08 阅读73 评论1 字号:大中小订阅
引用
爱在N年前的激光镭雕机调试参数(参考)
(适用于大族激光机、镭射谷激光机)
一般情况下,对产品调试的整体效果起决定性的参数为“打标频率”和“发射时间”这两个参数,其余的参数主要是作一些细微的效果的调节。
A)打标频率:(范围为500 hz------200000 hz):
理论上:设为低频率时(7000------40000 hz)时,标记的光的峰值功率强,所标记的透光效果较强,对喷涂油墨的气化性较好。
设为高频率时(40000 hz以上),标记的光的平均功率强,对标记产品表面效果时较佳。
比如:要露白,露银效果时,可把频率设高点。
B) 发射时间:(预设值为1.5us):
理论上:设定值为1.5us时,光的峰值功率最强,值越大,峰值功率越弱。
一般情况下,标记塑胶材料、ABS材料、PC材料等较软材料时,应把发射时间调大点(最好在100us以内),以免烧伤素材。
但是假如这些软素材表层是喷一些有颜色(比如:白色、红色、黄色、绿色)等油墨时,由于这些油墨不容易被光给气化掉,所以可以把发射时间设为1.5 us.
标记硅胶、橡胶、金属等较硬材料时,发射时间应设为1.5us.
下面我们举例几种喷涂油墨材料设定参数,以供参考。
(因为不同客户采用的油墨和喷涂方法不一样,所以调节的参数有可能会不一样。
以下的参数值是综合起来的一个经验参数)
1.如果要标记的产品素材为(透明塑胶素材),表面喷(银色、黑色等)较好被气化的油墨面漆,需标记出(透光效果):
参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间设大点。
例如:55us.
c): 填充方式:单线填充,间距:0.05mm
d): 扫描速度:700-1600之间。
建议值为:900 mm/s
2 . 产品素材为(透明塑胶素材),表面喷(白色、红色、黄色、绿色等)不容易被气化的油
墨面漆,需标记出(透光效果):
一般这种情况下,可能需镭雕两遍。
此时参数有两种设定方法。
第一种:激光参数还是设一遍,但是采用交叉线填充方式,也就相当于镭雕了2遍.
参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间为1.5us.
c): 填充方式:交叉线填充间距:0.04-0.06mm之间。
d): 扫描速度:依情况而设,如果镭雕的边框效果总是有毛边现象,可把速度值设小点。
建议:500-1500之间。
第二种:采用单线填充,但是设定两遍参数。
发射时间为1.5。
第1遍:功率稍高点
频率稍高点(例如30000-70000)
速度慢点(例如 700-1000)
此时产品表面镭雕完之后还有一点残漆,所以还需再设定第2遍参数。
第2遍:功率稍低点
频率稍低点(例如8000-20000)
速度快点(例如1000-1600)
3 . 产品素材为(透明塑胶素材),中间印刷(白色),表面喷(黑色油墨),镭雕效果要露白,边上不可以漏光。
参数如下:a):打标频率设为高频(例如50000-100000)
b):发射时间:设大点。
例如:35us
c):填充方式:一般为单线填充,如果不够白,可采用交叉线填充。
d):速度:900----1500之间。
如果打标频率设为低频时,字符边框可能会有漏光现象。
4 .产品素材为(透明塑胶素材),中间印刷颜色(比如红色,绿色等),面漆为银色油墨,标记效果需露中间的印刷颜色。
参考参数如下:a):打标频率设为低频,建议值为:8000-20000之间。
b): 发射时间设大点。
例如:55us.
c): 填充方式:单线填充,间距:0.05mm
d): 扫描速度:700-1600之间。
建议值为:900 mm/s。
5 .产品素材为(透明塑胶素材),中间印刷(银色)油墨,面漆为黑色油墨。
A.如果镭雕的效果要求产品表面看起来越白越好,请采用前面所讲的3号材料参数。
B.如果表面效果要求看起来偏黄,透光要好,边框不能有漏光。
可采用以下参数:
发射时间:1.5us .
打标频率:即不能设的太高,也不能设的太低。
因为设的太高,表面太白。
设的太低,会有漏光的现象。
需设定两遍参数:
第1遍:功率稍高点
频率稍高点(例如50000)
速度慢点(例如 900)
此时产品表面镭雕完之后还有一点残漆,所以还需再设定第2遍参数。
第2遍:功率稍低点
频率稍低点(例如30000)
速度快点(例如1500)
6 .如果需镭雕硅橡胶等较硬材料时。
参数如下: a).打标频率:高频
b).发射时间:1.5
c).填充方式:如果不设2遍参数,就采用交叉线填充。
d).速度:稍慢点。
以上举例了几种材料作说明,如果在生产中碰到了上面没介绍到情况,可以上面的参数依次试标记一下,就比较容易找到一个合适的参数。
其余参数简介:
在软件界面右下角的参数中,只能改动“扫描头”和“激光”下的参数。
其余设定值千万不要改动,否则系统可能会出错。
1.“扫描头”参数:
在此界面参数中Cfirst和Clast参数会影响字符边框的效果,如果字符边框有毛边现象,可把此两个参数值调高点。
2.“激光”参数:
在本参数中除了发射时间参数对效果起决定性的作用之外,还有FPK参数也有一定的作用。
FPK延时:(一般为300us)此设定值越大,字符边框能量越小。
FPK大小:(一般为50%)此设定值越大,字符边框能量越强。
如果字符边框打不干净,可把FPK延时调小(例如200),再把FPK大小调大点(50%-100%)。
如果字符边框镭雕后有漏光现象,可把FPK延时调大点(350us),再把FPK大小调小点。