板式家具工序质量标准及检验规范
板式家具工序质量标准及检验规范10
-59-
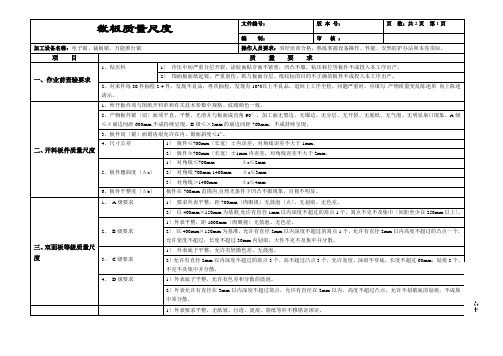
排钻质量查验尺度
适用范围 :排钻工序
查验类别
检验时机
查验数量
查验人员
文件编号:
版 本 号:
编 制:
审 核:
查验东西、 方法
执行尺度:排钻质量尺度 不良异常判定
页 数:共 2 页 第 2 页
异常处置
首件检 制程检 完工检
每批的第 1 件〔块〕 1件
板件
每出产 10-30 件 每出产 30-50 件 每出产 50-100 件
1〕A 级≤×,崩缺,间距>600mm,不成持续呈现。 2〕B 级≤宽,长 3mm 的崩缺、崩边、间距>600mm,不成持续呈现。 1〕不见光板件宽 1.5,长 3mm 的崩缺,间距>300mm,不成持续呈现。 2〕A 级不允许划伤。 3〕B 级宽≤0.5 mm,长<50mm,不透线。 4〕不成见板件≤1mm,长 50mm 以内的划伤,须可修补。 1〕A 级面不允许碰伤。 2〕B 级面≤2×2mm 的伤痕,但可修复。 3〕C 级不见光板件≤5×5mm 刮伤,但可修复。 1、各种规格、位置必需符合图纸和有关技术参数误差≤要求。
4、孔深度要求误差范围+内,孔径允许±内,孔轴距允许 1000mm 以内误差允许±mm;大于 1000mm 小于 1500mm 时,误差允许±mm;大于 1500mm 时,
误差允许±mm。
5、加工须注意防护板件不成撞伤封边、划伤板面。
三、细节质量〔碰伤〕 1、 A 级面不允许碰伤。
尺度
2、 B 级面≤2×2mm 的伤痕,但可修复。
2、素板质量尺度 1、崩边
五、双面板细节质量尺 2、划伤 度
3、碰伤
六、开料质量尺度
七、产物〔板件〕码放、防护要求
板式家具工序质量标准及检验规范之欧阳引擎创编

编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01。
板式家具工序质量标准及检验规范之令狐采学创编

编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02。
板式家具工序质量标准及检验规范10
每批的第 1 件〔块〕 1件
压板
每生产 10-30 件 每生产 30-50 件 每生产 50-100 件
每 20 件中间
2—6 件 3—5 件 4—8 件 2—4 件
每 50 件之间 每 50 件之间
3—5 件 3—8 件
操作者
操作者 车间管理人员
质检员 操作者 车间管理人员 质检员
文件编号:
版 本 号: B/0
1、所有加工板件不能直接接触地面,要求叠放在地台板。 2、堆叠板面〔特别注意双面板〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要使用纸条隔开,严禁贴纸面与面直接堆叠, 以免板面与板面互刮。 3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
-55-
DOC
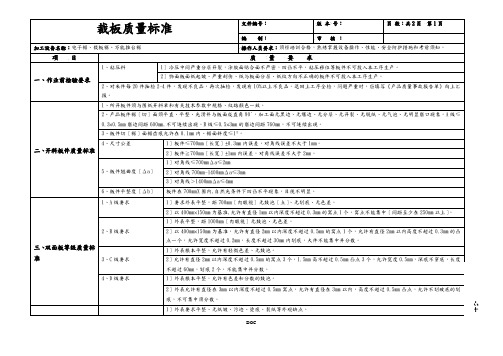
开料质量检验规 X
适用 X 围 :开料工序
检验类别 检 验 时 机 检验数量 检验人员
1〕板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2〕骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
1、粘压根本要 求
3〕蜂窝纸粘压须层层隔离,保证板件平整。 3〕胶水调用时,一定要根据湿度、温度进展加木胶粉或固化剂调配。 4〕要求粘合压力 3-6kg/c ㎡,涂胶量 130-140g/㎡。
2〕外表允许有直径在 3mm 以内深度不超过 0.5mm 窝点,允许有直径在 3mm 以内,高度不超过 0.5mm 凸点,允许不划破底的划 痕,不可集中须分散。
1〕外表要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。
-54-
DOC
1、三胺面质量标准
四、经过涂饰的质量标 准
2、素板质量标准 1、崩边
五、双面板细节质量标 2、划伤 准
板式家具工序质量标准及检验规范汇总

编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:。
精编【家具行业】板式家具工序质量标准及检验规范
每生产 10-30 件 2—6 件
操作者
单)、卷尺
停止生产,由车间主管(班组长)进行
制程检 每生产 30-50 件 3—5 件 车间管理人员
检验数量内,不良率超 10% 指导,直至操作符合要求。不良品由质
每生产 50-100 件 4—8 件
质检员
检验方法:
管监督生产部及时返工处理。
每 20 件中间 2—4 件
操作者
纸(料单)、
制程检
每生产 30-50 件 3—5 件
每生产 50-100 件
6—8 件
车间管理人员 卷尺、角尺
质检员
检验方法:工
检验数量内,不良率超 10%
停止生产,由车间主管(班组长)进行 指导,直至操作符合要求。不良品由质 管监督生产部及时返工处理。
完工检
每 20 件中间 每 50 件之间 每 50 件之间
2)表面允许有直径在 3mm 以内深度不超过 0.5mm 窝点,允许有直径在 3mm 以内,高度不超过 0.5mm 凸点,允许不划破 底的划痕,不可集中须分散。
-54-
1、三胺面质量标准
2、素板质量标准
四、经过涂饰的质量标 准
1、崩边
2、划伤
五、双面板细节质量标
3、碰伤
1)表面要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。 2)以 400mm×400mm 为基准,允许直径在 1mm 以内深度不超过 0.5mm 窝点 2 个,允许有轻微划伤(不能破纸底)不集 中并分散。 3)门板抽面等需喷油的工件除外。 1)表面基本平整。 2)以 400mm×150mm 为基准,允许宽度不超过 0.5mm,深度不超过 0.5mm,长度不超过 50mm 划痕 2 个,允许直径在 1mm 以内,深度不超过 0.5mm,窝点 5 个,高不超过 0.5 mm 凸点 5 个,允许边缘有长不超过 1 mm,宽不超过 0.5mm 的 崩边。
板式家具工序质量标准与检验规范10
2)B 级≤宽 0.5mm,长 3mm 的崩缺、崩边、间距>600mm,不可连续出现。 1)不见光板件宽 1.5,长 3mm 的崩缺,间距>300mm,不可连续出现。 2)A 级不允许划伤。 3)B 级宽≤0.5 mm,长<50mm,不透线。 4)不可见板件≤1mm,长 50mm 以的划伤,须可修补。 1)A 级面不允许碰伤。 2)B 级面≤2×2mm 的伤痕,但可修复。 3)C 级不见光板件≤5×5mm 刮伤,但可修复。 1、各种规格、位置必须符合图纸和有关技术参数误差≤0.5mm 要求。
.
.
1)表面要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。
2)以 400mm×400mm 为基准,允许直径在 1mm 以深度不超过 0.5mm 窝点 2 个,允许有轻微划伤(不能破纸底)不集中并分散。
3)门板抽面等需喷油的工件除外。 1)表面基本平整。 2)以 400mm×150mm 为基准,允许宽度不超过 0.5mm,深度不超过 0.5mm,长度不超过 50mm 划痕 2 个,允许直径在 1mm 以,深 度不超过 0.5mm,窝点 5 个,高不超过 0.5 mm 凸点 5 个,允许边缘有长不超过 1 mm,宽不超过 0.5mm 的崩边。
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
项目
质量要求
一、作业前检验要求
1、板材含水率要求在 8-12%,骨心料厚度公差在±0.2mm 且在同一水平面、同个工件(同时取±值),长宽度±0.5mm,胶的粘度在 15±3mpas 以。 2、所有底面板无刮(划)伤现象。
1)板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
板式家具工序质量标准及检验规范10
质量标准
4、孔深度要求误差范围+0.5mm 内,孔径允许±0.1mm 内,孔轴距允许 1000mm 以内误差允许±0.2mm;大于 1000mm 小于 1500mm 时,误差允许±0.3mm;
大于 1500mm 时,误差允许±0.5mm。
5、加工须注意防护板件不可撞伤封边、划伤板面。
裁板质量标准
文件编号: 编 制:
版 本 号: 审 核:
页 数:共 2 页 第 1 页 批 准:
加工设备名称:电子锯、裁板锯、万能推台锯
项目
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
质量要求
一、作业前检验要求
1、粘压料
1) 冷压中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。
1)板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2)骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
1、粘压基本要 求
3)蜂窝纸粘压须层层隔离,保证板件平整。 3)胶水调用时,一定要根据湿度、温度进行加木胶粉或固化剂调配。 4)要求粘合压力 3-6kg/c ㎡,涂胶量 130-140g/㎡。
停止生产,由车间主管(班组长)进行 指导,直至操作符合要求。不良品由质 管监督生产部及时返工处理。
停送下工序,由操作者自行全检,不良 品立即进行处理,完全合格后方可送下
一工序。
-56-
拼压质量标准
文件编号:
版 本 号:
页 数:共 2 页 第 1 页
编 制:
审 核:
批 准:
加工设备名称:冷压机、高频曲木液压机
板式家具质量标准
菲莱公司板式家具质量标准一:下料1、确认产品颜色,下料尺寸与图纸吻合,尺寸误差±0.5mm。
2、副锯台≤0.2mm,不能出现明显崩茬。
3、当部件小于1000mm*500mm时对角线误差≤1mm,大于此尺寸的部件对角线误差控制在2mm以内,超过此误差极为不合格产品。
4、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!5、严格按照料单纹理方向下料,料单上部件规格为〖长(纵向)*宽(横向)*厚度〗,任何人不得以任何理由擅自改动纹理方向。
如特殊情况可以请示领导(不论哪位领导同意必须在下料单上签字)。
但面板、门板、抽面以及所有在柜体组装好后可以看见的部件不得改变纹理方向。
6、码放整齐,每个产品的所有部件放在一起,每家客户的订货为一个批次7、严格控制每家顾客所有产品的色差,要保证以家为单位用同一批次的板材。
二:铣型1、检查下料组送过来的部件是否与料单一致,清点数量、规格、颜色。
核对无误后再铣型。
2、所有需铣型产品图样必须保证与图纸一致。
3、,根据料单提供的轨道样式确定开槽位置。
4、所有模板的制作要保证与图纸一致,线条流畅、圆滑无明显弯曲现象,开槽宽度与深度必须与轨道吻合。
5、选用合适刀头,保持刀头锋利,不得出现蹦边现象。
铣型时用力要均匀,完全按照模板形状。
6、所有铣型部件完成后需用砂纸磨平,防止封边不严,如因铣型不平造成的封边脱落现象由铣型组负全责。
三:封边1、先看料单,与料单核对颜色与部件数量、尺寸。
看下料组是否有多下、漏下、错下现象,尺寸是否与料单吻合。
2、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!3、粘贴要牢固,胶量要适中。
板式家具工序质量标准与检验规范10
质 量 要 求
项 目
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
1
2
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
3
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
4
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
5
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
6
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
7
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
8
9
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
10
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
11
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
12
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
14
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
15
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
16
17
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
18
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
19
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
20
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
21
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
22
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
23
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
24
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
25
26
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
27
28
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:
29。