板式家具工序质量标准及检验规范
板式家具工序质量标准及检验规范10
-59-
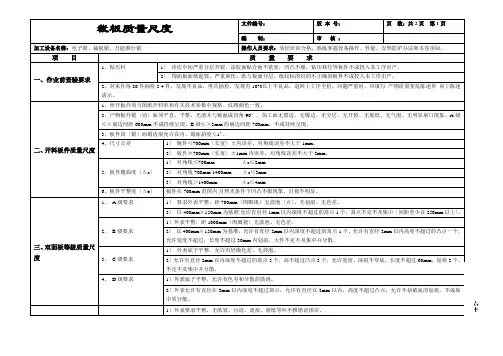
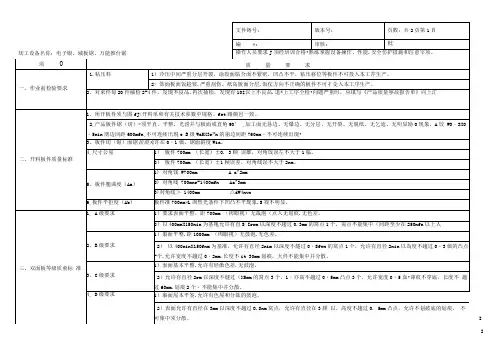
排钻质量查验尺度
适用范围 :排钻工序
查验类别
检验时机
查验数量
查验人员
文件编号:
版 本 号:
编 制:
审 核:
查验东西、 方法
执行尺度:排钻质量尺度 不良异常判定
页 数:共 2 页 第 2 页
异常处置
首件检 制程检 完工检
每批的第 1 件〔块〕 1件
板件
每出产 10-30 件 每出产 30-50 件 每出产 50-100 件
1〕A 级≤×,崩缺,间距>600mm,不成持续呈现。 2〕B 级≤宽,长 3mm 的崩缺、崩边、间距>600mm,不成持续呈现。 1〕不见光板件宽 1.5,长 3mm 的崩缺,间距>300mm,不成持续呈现。 2〕A 级不允许划伤。 3〕B 级宽≤0.5 mm,长<50mm,不透线。 4〕不成见板件≤1mm,长 50mm 以内的划伤,须可修补。 1〕A 级面不允许碰伤。 2〕B 级面≤2×2mm 的伤痕,但可修复。 3〕C 级不见光板件≤5×5mm 刮伤,但可修复。 1、各种规格、位置必需符合图纸和有关技术参数误差≤要求。
4、孔深度要求误差范围+内,孔径允许±内,孔轴距允许 1000mm 以内误差允许±mm;大于 1000mm 小于 1500mm 时,误差允许±mm;大于 1500mm 时,
误差允许±mm。
5、加工须注意防护板件不成撞伤封边、划伤板面。
三、细节质量〔碰伤〕 1、 A 级面不允许碰伤。
尺度
2、 B 级面≤2×2mm 的伤痕,但可修复。
2、素板质量尺度 1、崩边
五、双面板细节质量尺 2、划伤 度
3、碰伤
六、开料质量尺度
七、产物〔板件〕码放、防护要求
板式家具工序质量标准及检验规范10
每批的第 1 件〔块〕 1件
压板
每生产 10-30 件 每生产 30-50 件 每生产 50-100 件
每 20 件中间
2—6 件 3—5 件 4—8 件 2—4 件
每 50 件之间 每 50 件之间
3—5 件 3—8 件
操作者
操作者 车间管理人员
质检员 操作者 车间管理人员 质检员
文件编号:
版 本 号: B/0
1、所有加工板件不能直接接触地面,要求叠放在地台板。 2、堆叠板面〔特别注意双面板〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要使用纸条隔开,严禁贴纸面与面直接堆叠, 以免板面与板面互刮。 3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
-55-
DOC
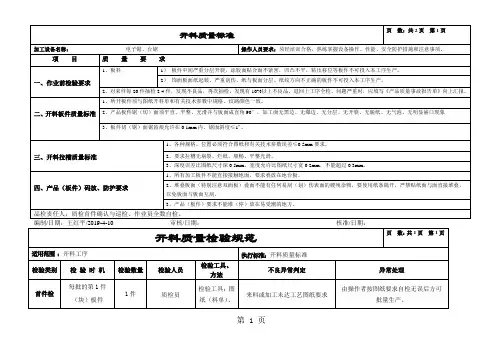
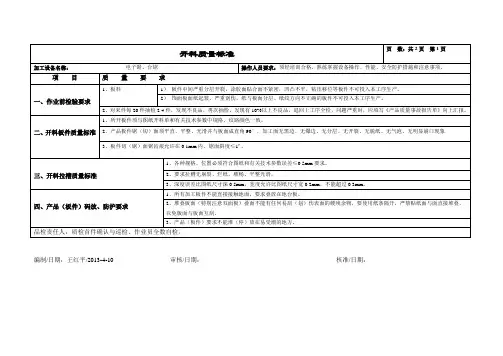
开料质量检验规 X
适用 X 围 :开料工序
检验类别 检 验 时 机 检验数量 检验人员
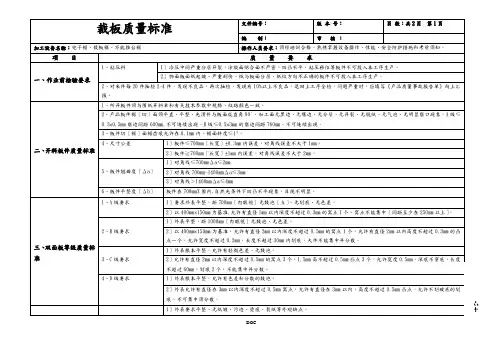
1〕板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2〕骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
1、粘压根本要 求
3〕蜂窝纸粘压须层层隔离,保证板件平整。 3〕胶水调用时,一定要根据湿度、温度进展加木胶粉或固化剂调配。 4〕要求粘合压力 3-6kg/c ㎡,涂胶量 130-140g/㎡。
2〕外表允许有直径在 3mm 以内深度不超过 0.5mm 窝点,允许有直径在 3mm 以内,高度不超过 0.5mm 凸点,允许不划破底的划 痕,不可集中须分散。
1〕外表要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。
-54-
DOC
1、三胺面质量标准
四、经过涂饰的质量标 准
2、素板质量标准 1、崩边
五、双面板细节质量标 2、划伤 准
板式家具工序质量标准及检验规范word精品文档17页
3)蜂窝纸粘压须层层隔离,保证板件平整。
5)要求表面层的用板整块无接口、接合面(端头)双面涂胶,并对接合口用U型钉进行固定,骨料层与层接口必须错开。
6)要求压面平展,接口密缝,无分层,表面纸无划(刮)伤、崩裂、压破、凹凸现象,双面板表面不可有钉孔。
开料质量标准
宋以后,京师所设小学馆和武学堂中的教师称谓皆称之为“教谕”。至元明清之县学一律循之不变。明朝入选翰林院的进士之师称“教习”。到清末,学堂兴起,各科教师仍沿用“教习”一称。其实“教谕”在明清时还有学官一意,即主管县一级的教育生员。而相应府和州掌管教育生员者则谓“教授”和“学正”。“教授”“学正”和“教谕”的副手一律称“训导”。于民间,特别是汉代以后,对于在“校”或“学”中传授经学者也称为“经师”。在一些特定的讲学场合,比如书院、皇室,也称教师为“院长、西席、讲席”等。页数:共2页第1页
二、开料板件质量标准
1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。
2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象.
3、板件切(锯)面锯齿痕允许在0.1mm内、锯面斜度≤1º。
三、开料拉槽质量标准
1、各种规格、位置必须符合图纸和有关技术参数误差≤0.5mm要求。
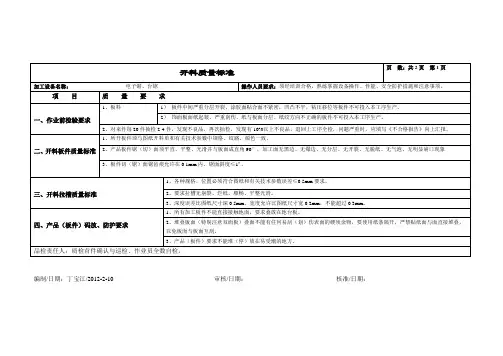
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
项目
质量要求
一、作业前检验要求
1、骨心料厚度公差在±0.2mm内且在同一水平面、同个工件,长宽度±0.5mm内,胶的粘度在15±3mpas以内。
2、所有底面板无刮(划)伤现象。
板式家具工序质量标准及检验规范汇总
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:。
板式家具工序质量标准与检验规范10
质 量 要 求
项 目
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
板式家具工序质量标准及检验规范
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:审核/日期:核准/日期:编制/日期:王红平/2013-4-10编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。
板式家具工序质量标准及检验规范之欧阳数创编
编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编。
板式家具加工工艺及检验标准
板式家具加工工艺及检验标准一、基材板式家具的基本材料是刨花板和中密度纤维板,这两种板是可以用工业化生产方式进行大规模生产的工程材料。
从材料来源、幅面尺寸和加工性能方面来说,它们不象实木和其它材料,对家具的设计和制造约束很少,因此家具设计师和制造商可以不受材料的限制,而完全根据用户不同品味的需要,设计和制作功能实用、风格各异的家具. 刨花板:将木材加工剩余物或小径材、枝桠材加工成一定形状尺寸刨花,施加一定量胶粘剂,经铺装成型热压而成。
按结构分为普通板和定向板两类,而普通型刨花板又可分为单层、三层、渐变三种结构。
家具用板以渐变和三层结构为主。
通常用平压法制造。
刨花板主要优点是可按需加工成不同厚度大幅面的板材;可直接使用;不需干燥;易加工。
利于机械化生产;运输保存方便;价格便宜。
其缺点是边部毛糙,易吸湿变形,吸水厚度膨胀率较大;握螺钉力较低,紧固件不宜多次拆卸;容积重通常高于木材,刨花板家具较重,横向构件易产生下垂变形等。
我国刨花板产品质量差异较大,一般来讲引进国外先进设备,生产管理较好的企业产品质量较好,各项指标均能达到国家标准,但中、小企业刨花板产品质量均较差,表现在刨花形态差、施胶量高、刨花板吸水厚度膨胀率超过10,、厚度尺寸偏差大于土 1(2mm、扭曲度大于 10mm、刨花板饰面性能(砂不光、不能贴面)、封边性能均较差。
刨花板产品质量低劣,在我国刨花板生产中普遍存在的问题。
而它恰恰正是发展板式家具的一个最大障碍。
用于家具的刨花板应适合于家具的生产特点。
西方发达国家虽然对刨花板按其用途不同而规定若干种具有不同性质的刨花板,而实际上还根据用户定货或用途的不同要求,提供特制的满足某些性能指标要求的刨花板。
我国各地发展刨花板的主要目标之一是为了做家具,而且力求经过表面装饰加工后使用(作为刨花板用户的家具业当然无法直接干预刨花板制造厂家的生产,但是我们应对这种材料在制作家具中应具备的质量要求有一透彻的了解,从而从用户角度对刨花板的性能提出要求。
板式家具生产过程质量检验标准
更改日期
编制
审核
审批
生产过程质量检验标准
凯迈家具
作业名称
成品安装质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保安装的产品符合质量要求,防止不良品流入下一道工序。
2、适用范围:
成品安装工序
3、品质检验:
1.检验工具:卷尺、游标卡尺;
更改记录
更改日期
编制
审核
审批
生产过程质量检验标准
凯迈家具
作业名称
封边质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保封边工件符合质量要求,防止不良品流入下一道工序。
2、适用范围:
封边工序
3、品质检验:
1.检验工具:卷尺、游标卡尺;
2.检验方法:工具测量、目测、手摸;
生产过程质量检验标准
凯迈家具
作业ቤተ መጻሕፍቲ ባይዱ称
开料质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保开料工件符合质量要求,防止不良品流入下一道工序。
2、适用范围:
开料工序
3、品质检验:
1.检验工具:卷尺、角尺、测湿仪;
2.检验方法:工具测量、目测;
5.产品整体结构牢固,着地平衡,摇动时组件无松动,接缝严密,无明显缝隙(允许公差为±0.5mm);
6.抽屉、柜门推拉顺畅,松紧合适,周边缝隙保持均匀,缝隙宽度≤2mm;
板式家具工序质量标准及检验规范
板式家具工序质量标准及检验规范板式家具工序质量标准及检验规范随着现代科技的发展,板式家具作为一种新型的家具产品,在市场上得到了广泛的应用和推广,成为了人们生活中必不可少的一部分。
作为消费者,我们购买板式家具时常关注的是产品的质量和性能。
然而,作为制造板式家具的厂家和工人,了解和掌握板式家具工序质量标准及检验规范则显得更为重要。
1.板式家具生产工序及检验要点1.1 前期准备工作前期准备工作是板式家具生产的重要环节,决定了产品后期性能和质量。
生产前,首先需要对板材进行挑选和检验。
板材应该符合国家标准,并不存在裂痕、划痕或者缺陷等情况。
板材的厚度、长度和宽度也需要统一,以保证制作的板式家具版面整齐美观。
此外,在生产前还需要准备好叉车、分条机、打磨机、钻机等生产设备,并对设备进行维修保养,确保设备的正常运行。
1.2 板材切割工序板材切割是板式家具生产的第一道工序,质量和精度是非常重要的,因此需要在细节上处理好各个环节。
首先需要在计算机中进行设计和确定板材的尺寸、互相搭配的位置,然后根据设计方案使用数控切割机器人对板材进行切割。
在切割过程中,需要注意安全,确保作业人员不会意外受伤。
同时,还需要在切割后进行审查,检查板材有无毛刺、切割平整度等问题,防止影响后续的生产。
1.3 端部粘合工序端部粘合工序是将多块板材粘在一起制作成大尺寸的板式家具的过程。
首先,需要将板材表面清洁干净,保证其平整无油脂或其他物质。
然后,使用多头压接机进行粘接,注意要加强压力,确保板材之间的粘接牢固,避免板材间有空隙。
在端部粘合工序中还需要注重细节,在橱柜和书柜等家具中尤其重要,如门框的内角处和侧板相接口处需用抗裂胶进行黏接,增加接头的牢固性。
同时在粘接后最好进行烘干,约为30分钟,此操作可减少水分含量杜绝板材湿气过多,导致板材变形。
1.4 表面处理工序表面处理工序是板式家具制作中最能展现产品质量和工艺的一个工序。
简单的表面处理会导致板式家具整体外观低档次,而精细的表面处理会让产品看起来高大上,有品质感。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江 /2012-2-10 审核 /日期: 核准/日期:
审核 / 日期:
核准 /日期:
品检责任人:质检首件确认与巡检、作业员全数自检。
编制 / 日期:丁宝江 /2012-2-10
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
页数:共 1 页第 1 页编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
页数:共 1 页第 1 页
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10核准/日期:
审核/ 日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:。