板式家具通用检验标准
板式家具通用检验的标准
板式家具通用检验的标准1. 引言在现代家居装饰中,板式家具已成为人们日常生活中不可或缺的一部分。
然而,由于市场上存在着众多的板式家具品牌和制造商,产品质量的差异也日益明显。
为了保障消费者的权益,确保板式家具的质量和安全性,制定板式家具通用检验标准十分必要。
本文将介绍板式家具通用检验的标准,以帮助家具制造商、经销商和消费者更好地了解如何进行质量检验、评估和辨别合格的板式家具。
2. 检验标准板式家具的质量和安全性主要从以下几个方面进行检验:2.1. 材料检验板式家具的材料是影响其质量的重要因素。
在材料检验中,需要对板材、胶水、涂料等方面进行检查。
对于板材,检验其厚度、密度、饰面材质等。
而对于胶水和涂料,则需要检验其环保性、粘结强度等指标。
2.2. 结构检验板式家具的结构对其稳固性和使用寿命有着重要的影响。
结构检验主要包括对接缝、角部、连接件等进行检查。
关键要点包括检测接缝是否严密、角部是否牢固、连接件是否稳固。
2.3. 功能检验功能检验主要针对板式家具的实用功能进行评估。
包括抽屉是否能够顺畅打开和关闭、门是否能够平稳开合、家具承载力是否符合要求等。
2.4. 表面检验表面检验是审美和质量的重要方面。
需要检查家具表面是否光滑、色彩是否均匀、边角是否锋利。
此外,还需要检验边封条是否粘贴牢固、饰面材料是否有起翘、破裂等问题。
2.5. 环境检验环境检验是指对板式家具的环保性进行评估。
包括板材、胶水、涂料等材料是否符合环保标准。
同时,还需要检测板式家具中是否存在有害物质,如甲醛、苯等。
3. 检验方法在进行板式家具的质量检验时,可以采用以下方法:3.1. 目测检查通过肉眼观察,检查板式家具的外观、表面质量、边角处理等方面。
如发现异常情况,可进一步进行细致检查。
3.2. 手感检查通过手感,检验板式家具的质地、平滑度等方面。
如抽屉的打开和关闭是否顺畅,家具的表面光滑等。
3.3. 功能检查通过操作,检验板式家具的实用功能。
家具检测标准
家具检测标准家具是人们日常生活中不可或缺的一部分,它不仅具有实用功能,还承载着家居装饰的重要作用。
然而,由于家具种类繁多、材质各异,因此在购买和使用家具时,我们需要对其进行严格的检测,以确保其质量和安全性。
本文将介绍家具检测的相关标准,帮助大家更好地了解家具的质量和安全性。
首先,家具的材质是我们检测的重点之一。
木质家具的检测需要关注其原木的来源和加工工艺,以及是否符合国家相关标准。
而板式家具则需要检测板材的环保性能和强度,确保其不含有有害物质,且结构牢固。
同时,对于金属、玻璃等材质的家具,也需要进行相关的材质检测,以确保其质量和安全性。
其次,家具的结构稳定性也是我们需要关注的重点。
家具在使用过程中需要承受各种力的作用,因此其结构稳定性对于用户的安全至关重要。
在检测家具结构稳定性时,需要考虑其在正常使用状态下的稳定性,以及在受到外力作用时的抗压、抗拉性能。
此外,家具的连接件和固定件也需要进行相关的检测,以确保其连接牢固、不易松动。
另外,家具的表面处理和装饰也是我们需要检测的内容之一。
家具的表面处理应符合国家相关标准,不得使用有害物质进行涂装和装饰,以保障用户的健康和安全。
同时,家具的装饰图案和图案应符合国家相关标准,不得存在侵权和虚假宣传等问题。
最后,家具的使用性能也需要进行全面的检测。
家具在使用过程中需要满足用户的各种需求,因此其使用性能也是我们需要关注的重点。
例如,家具的储物空间、椅子的舒适性、桌面的耐磨性等都需要进行相应的检测,以确保其符合用户的实际需求。
综上所述,家具的检测标准涉及到材质、结构稳定性、表面处理和装饰、使用性能等多个方面。
只有通过严格的检测,我们才能确保所购买的家具符合国家相关标准,具有良好的质量和安全性,为用户的生活带来便利和舒适。
希望本文对大家了解家具检测标准有所帮助,谢谢阅读。
板式家具工序质量标准及检验规范

编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013-4-10审核/日期: 核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
页数:共1页第1页
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013-4-10审核/日期:
编制/日期:王红平/2013-4-10审核/日期:
核准/日期:
核准/日期:
编制/日期:王红平/2013410审核/日期:核准/日期
:
编制/日期:王红平/2013410审核/日期:核准/日期:
编制/日期:王红平/2013-4-10审核/日期: 核准/日期:
编制/日期:王红平/2013-4-10审核/日期: 核准/日期:。
板式家具的质量验收标准

板式家具的质量验收标准一.产品表面的质量标准产品“缺陷”的定义是指但不局限于以下所指的划痕、破损、污染等瑕疵。
1.1产品表面即产品所有可视面不允许有任何深度、长度、宽度的划痕、破损、碰伤、污染、坑洞、以及补灰等缺陷。
1.2 所有板面的颜色、纹样、亮度、光洁度、纹理方向必须符合合同和图纸并以封存的样板作为支持。
1.3产品包装前,必须使用清洁剂进行清洁,不允许存在污迹及清洁剂擦拭后产生的痕迹。
也不允许存在灰尘和明显的指纹。
1.4 对板面的装饰性修补,只限于产品的内侧,其缺陷深度虽不能量化,但以正常视力在750mm的距离目视判断不明显为止,且长度不超过150mm。
1.5 对产品的装饰性修补必须尽可能匹配产品的颜色。
1.6使用者可能接触的地方不能有锋利的边角、钉、刺、裂片等可使人受伤或衣物受损的地方。
1.7螺丝必须必须垂直并恰当地旋紧。
松动和突起和脱落的螺丝,不予接受。
二.封边的质量标准2.1可视部件的胶边始终保持3mm的厚度(根据图纸)不可以出现超标或未达标。
2.2胶边切割的圆曲率必须符合CWC的要求,并以封存的样板作为标准。
产品转角处的胶边也不能例外。
2.3 封边的手感要光滑流畅。
其光洁度虽未能量化,但以封存的样板为标准。
2.4封边不允许出现划痕和起伏不平。
3mm厚的胶边不可以出现切割痕迹,封边机要具有消除切割痕迹的功能。
2.5胶边与板材的连接处不可出现碎霄。
2.6胶边与板材连接处不可出现板材和胶边呈锯齿状现象。
2.7胶边与板材的连接处不可出现明显的胶线。
胶边外露的胶水必须擦试干净。
三.钻孔的质量标准3.1孔位必须干净、利索、整洁(断面锋利)3.2孔位边缘的表面破损不懂超过20(包括植入预埋件后的孔位)3.3孔位的位置精度只能高于或相当于图纸标准而不能低于图纸标准。
3.4在批量钻孔前必须进行试装以确认孔位的精确性;在钻孔生产中,必须执行相关规定,在预定的时间段内进行装配性检验以排除孔位位移。
钻同类同批产品前,必须用相关一套配件确定孔位,待孔位准确无误时,方可进行钻孔。
板式家具质量标准
菲莱公司板式家具质量标准一:下料1、确认产品颜色,下料尺寸与图纸吻合,尺寸误差±0.5mm。
2、副锯台≤0.2mm,不能出现明显崩茬。
3、当部件小于1000mm*500mm时对角线误差≤1mm,大于此尺寸的部件对角线误差控制在2mm以内,超过此误差极为不合格产品。
4、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!5、严格按照料单纹理方向下料,料单上部件规格为〖长(纵向)*宽(横向)*厚度〗,任何人不得以任何理由擅自改动纹理方向。
如特殊情况可以请示领导(不论哪位领导同意必须在下料单上签字)。
但面板、门板、抽面以及所有在柜体组装好后可以看见的部件不得改变纹理方向。
6、码放整齐,每个产品的所有部件放在一起,每家客户的订货为一个批次7、严格控制每家顾客所有产品的色差,要保证以家为单位用同一批次的板材。
二:铣型1、检查下料组送过来的部件是否与料单一致,清点数量、规格、颜色。
核对无误后再铣型。
2、所有需铣型产品图样必须保证与图纸一致。
3、,根据料单提供的轨道样式确定开槽位置。
4、所有模板的制作要保证与图纸一致,线条流畅、圆滑无明显弯曲现象,开槽宽度与深度必须与轨道吻合。
5、选用合适刀头,保持刀头锋利,不得出现蹦边现象。
铣型时用力要均匀,完全按照模板形状。
6、所有铣型部件完成后需用砂纸磨平,防止封边不严,如因铣型不平造成的封边脱落现象由铣型组负全责。
三:封边1、先看料单,与料单核对颜色与部件数量、尺寸。
看下料组是否有多下、漏下、错下现象,尺寸是否与料单吻合。
2、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!3、粘贴要牢固,胶量要适中。
板式家具工序质量标准与检验规范10

质 量 要 求
项 目
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
家具质量检验规范标准
-`文件标题:白胚质量查验标准1.目的保证白坯产品切合质量要求,防备不良品流入下一道工序。
2.合用范围白坯工序。
3.质量查验3. 1.查验方法:目视、手摸。
3. 2.对实木、板式的白坯产品进行严格查验,防备不良品进入油漆车间。
3. 3.作业员一定做好自检工作。
3. 4.品管员将质量查验结果记录于《油漆车间品检日报表》。
4.质量要求4. 1.批灰:平坦、饱满,腻子不得有下陷、裂痕、漏批、少批等现象。
4. 2.扫油:充足、均匀,不得有积油、少油等现象。
4. 3.着色4. 3.1.着色充足、均匀,不行有积色、漏色、指印、擦痕等现象。
4. 3.2.颜色与色板同样或邻近,且木纹清楚、有条有理。
4. 3.3.分色线一定齐整、分明、里外着色应一致。
4. 4.打磨:平坦、圆滑、坚固,侧面平直,转角顺滑,无枪眼、砂痕、漏砂、塞槽、砂穿底色等现象。
审批:日期:拟订:廖仕文日期:文件标题:打磨质量查验标准1.目的保证打磨产品切合质量要求,防备不良品流入下一道工序。
2.合用范围打磨工序。
3.质量查验3. 1.查验方法:目视、手摸。
3. 2.作业员一定做好自检工作。
3. 3.品管员将质量查验结果记录于《油漆车间品检日报表》。
4.质量要求4. 1.产品表面应圆滑、平坦,无显然砂痕、波涛、刮(碰)伤等现象。
4. 2.边角底漆以及薄木不可以砂穿,无油漆亮点。
4. 3.雕琢部位和工艺线条,打磨应均匀一致,不可以有粗拙、积油和油漆亮点等现象。
审批:日期:拟订:廖仕文日期:文件标题:油漆质量查验标准1.目的保证油漆产品切合质量要求,防备不良品流入下一道工序。
2.合用范围底漆、面漆工序。
3.质量查验3. 1.查验方法:目视、手摸。
3. 2.第一确认来料能否切合质量要求。
3. 3.作业员一定做好自检工作。
3. 4.品管员将质量查验结果记录于《油漆车间品检日报表》。
4.质量要求4. 1.颜色、亮度切合色板要求,整体颜色均匀一致,无色深、色浅、色差等现象。
产品检验标准
9
木工要求
/
11
外观
/
12
内包装
/
13
外包装
/
7
下垂度 摆 动度
抽屉下垂度≤20、摆度≤15
mm
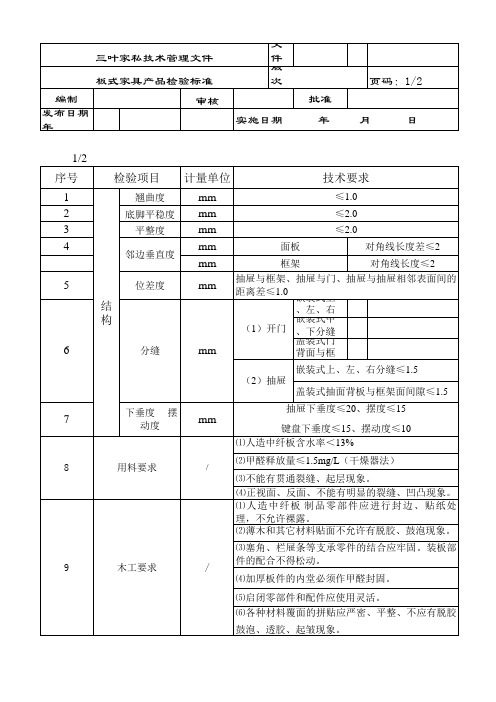
键盘下垂度≤15、摆动度≤10 ⑴人造中纤板含水率<13% ⑵甲醛释放量≤1.5mg/L(干燥器法) ⑶不能有贯通裂缝、起层现象。 ⑷正视面、反面、不能有明显的裂缝、凹凸现象。 ⑴ 人 造 中 纤 板 制 品 零 部 件 应 进行 封边 、贴 纸处 理,不允许裸露。 ⑵薄木和其它材料贴面不允许有脱胶、鼓泡现象。 ⑶塞角、栏屉条等支承零件的结合应牢固。装板部 件的配合不得松动。 ⑷加厚板件的内堂必须作甲醛封固。 ⑸启闭零部件和配件应使用灵活。 ⑹各种材料覆面的拼贴应严密、平整、不应有脱胶 鼓泡、透胶、起皱现象。
三叶家私技术管理文件 板式家具产品检验标准 编制 发布日期 1/2 序号 1 2 3 4 5 结 构 6
分缝
文件编号:SY/JSC--02-----2005 版次号:A/0 批准 实施日期 年 月 日 页码:1/2
审核 年 月 日
检验项目
翘曲度 底脚平稳度 平整度 邻边垂直度 位差度
计量单位 mm mm mm mm mm mm
技术要求
≤1.0 ≤2.0 ≤2.0 面板 对角线长度差≤2 对角线长度≤2 框架 抽屉与框架、抽屉与门、抽屉与抽屉相邻表面间的 距离差≤1.0 嵌装式上、左、右分缝≤1.5 (1)开门 嵌装式中、下分缝≤2.0
mm
(2)抽屉
盖装式门背面与框架平面间隙≤1.5 嵌装式上、左、右分缝≤1.5 盖装式抽面背板与框架面间隙≤1.5
8
用料要求/Biblioteka 9木工要求/
2/2 序号 检验项目 计量单位 技术要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、各项检验通用标准规定
说明:①、各封边带加工后尺寸标准
a、PVC胶边:加工后厚度为1.3mm/两边(即0.65mm/边)
b、纸边:加工后厚度为0.8mm/两边(即0.4mm/边)
c、科技木皮:加工后厚度为1.5mm/两边(即0.75mm/边)
d、天然木皮:加工后厚度为1.5mm/两边(即0.75mm/边)
e、木皮封边带厚度均以采购厚度0.6mm为准
②、所有零部件图规格尺寸均不含封边带厚度尺寸。
3、产品外观检验规定(特殊设计除外)单位:mm
二、产品外观等级要求
A级要求
1、表面平整,表面缺陷点要求每0.5平方米不超过一处,缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约3%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直,不能有松脱、缺损现象。
5、站在0.5-0.8米远处,不可见修补痕。
正常规定视力≥1.0。
6、表面颜色均匀,无明显色差。
7、修补后,单个的瑕疵要求直径小于0.5mm。
B级要求
1、表面平整,表面缺陷点要求每0.5平方米不超过三处,缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约5%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直,不能有松脱、缺损现象。
5、站在0.5-0.8米远处,不可见修补痕。
正常规定视力≥1.0。
6、表面颜色均匀,无明显色差。
7、修补后,单个的瑕疵要求直径小于0.5mm。
C级要求
1、表面平整,表面缺陷点要求每0.5平方米不超过四处,缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约10%。
3、表面允许有轻微划痕、但不允许有碰伤、爆裂现象。
4、封边胶合紧密平直,不能有松脱、缺损现象。
D级要求
1、表面平整,不允许有碰伤、爆裂现象。
2、边缘平齐,不能有崩裂现象。
三、产品检验区域(通常分为A、B、C三区)
1、A区:通常指产品使用时常处于视野范围内前方,面对视野,容易看到的区域;
如:面板、门板、抽面板、高屏背板前面、低屏背板前面、各类脚类及层板、侧板、底板等部件的前面部位。
2、B区:通常指产品使用时处于视野范围内的左或右方、前面底下方,可看到但不经常看到;
如:柜侧板外面、抽面板侧面、低屏背板后面等部件部位。
3、C区:通常指产品使用时处于视野范围外,完全看不到(除翻转、拆开可看到)。
如:面板的底面、底板的底面、高屏背板后面等部件部位。
四、产品检验区域各项检验方法、检验标准规定
C.组装成最终成品的产品。