车削固定循环指令-精
复合固定循环指令
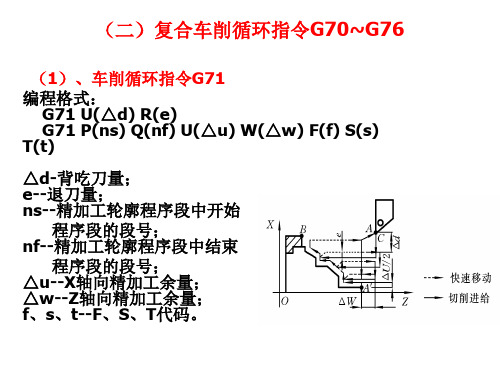
(2)、断面粗车循环指令G72
断面粗车循环指令G72 与G71指令格式相同 不同的是:切削方向与X 轴平行
(3)、重复车削循环指令G73
• 编程格式 • G73 U(i) W(k) R(d) G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t) 式中:i--X轴向总退刀量; k--Z轴向总退刀量(半径值); d--重复加工次数; ns--精加工轮廓程序段中开始程序段的段号; nf--精加工轮廓程序段中结束程序段的段号; △u--X轴向精加工余量; △w--Z轴向精加工余量; f、s、t--F、S、T代码。
教学目标
• 掌握G90、G94指令格式
4.1.4.2 数控车削简化编程指令
课程导入 单一固定循环 只能完成一次切削,实际加工中,仍不能有效地 简化程序,可采用复合固定循环指令。 复合固定循环 棒料,锻,铸件在粗加工时切削余量太大,切削 表面形状复杂,可采用复合固定循环,指令可将多次 重复动作用一个程序段来表示,只要在程序中给出最 终走刀轨迹及重复切削次数,系统便会自动重复切削, 直到加工完成。
3.4 手工编程
• 3.4.1 孔的加工程序编制 • 1)编程选用坐标系应与图纸中标注方法尽量一致。 • 2)注意提高对刀精度和换刀点的位置 • 3)使用刀具长度补偿功能去应付换刀后的长度偏差
• 孔加工实例:
• 孔加工工步如下: (1)中心钻点孔(Ф3中心钻) (2)钻孔(Ф8.5麻花钻) (1 G50 X200 Z200 T0101 N20 M03 S2000 N30 G00 G42 X140 Z40 M08 N40 G96 S150 N50 G73 U9.5 W9.5 R3 N60 G73 P70 Q130 U1 W0.5 F0.3 N70 G00 X20 Z0 //ns N80 G01 Z-20 F0.15 N90 X40 Z-30 N100 Z-50 N110 G02 X80 Z-70 R20 N120 G01 X100 Z-80 N130 X105 //nf N140 G00 X200 Z200 G40
数控车削常用的各种指令

第十三次课授课提纲(三)数控车削常用的各种指令不同的数控车床,其编程功能指令基本相同,但也有个别功能指令的定义有所不同,这里以FANUC―0T系统为例介绍数控车床的基本编程功能指令。
1.快速点定位指令(G00)该指令使刀架以机床厂设定的最快速度按点位控制方式从刀架当前点快速移动至目标点。
该指令没有运动轨迹的要求,也不需规定进给速度。
指令格式:G00 X____Z____,或G00 U____W____【例题3-1】快速进刀(G00)编程,如图3-13所示。
2.直线插补指令(G01)该指令用于使刀架以给定的进给速度从当前点直线或斜线移动至目标点,即可使刀架沿X轴方向或Z轴方向作直线运动,也可以两轴联动方式在X、Z轴内作任意斜率的直线运动。
指令格式:G01 X___Z___F___,或G01 U___ W___F___如进给速度F值已在前段程序中给定且不需改变,本段程序也可不写出;若某一轴没有进给,则指令中可省略该轴指令。
【例题3-2】外圆柱切削编程,如图3-14所示。
3.圆弧插补指令(G02、G03)该指令用于刀架作圆弧运动以切出圆弧轮廓。
G02为刀架沿顺时针方向作圆弧插补,而G03则为沿逆时针方向的圆弧插补。
指令格式:G02 X___Z___I___K___F___,或G02 X___Z___R___F___G03 X___Z___I___K___F___,或G03 X___Z___R___F___【例题3-3 】顺时针圆弧插补,如图3-15所示。
4.螺纹切削指令(G32)该指令用于切削圆柱螺纹,圆锥螺纹和端面螺纹。
指令格式:G32 X___Z___F___其中F值为螺纹的螺距。
【例题3-4】圆柱螺纹切削,如图3-16所示。
5.暂停指令(G04)该指令可使刀具作短时间(n秒钟)的停顿,以进行进给光整加工。
主要用于车削环槽、不通孔和自动加工螺纹等场合,如图3-17所示。
指令格式:G04 P___指令中P后的数值表示暂停时间。
G90-简单固定循环指令
1、快速定位:G00指令
格式:G00 X(U) Z(W) 2、直线插补:G01指令
格式:G01 X(U) Z(W) F
O0001; T0101; M03 S400; G00 X32 Z2;
G00 X 26 ; G0ቤተ መጻሕፍቲ ባይዱ Z-30 F0.1; X32; G00 Z2;
G00 X100; Z100; M05; M30;
动手练一练
提示:多次采用G90外圆循环切除余量
引入
利用G00与G01加工一个轮廓需要四个动作:
①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令)
那么我们能否将这四个指令并成一个指令从而简化我 们的程序呢?
②
③
①
④
新课:
外圆切削循环指令(G90)
1.格式
G90 X(U)_ Z(W)_ F_
2.走刀路线
圆柱面的终点坐标值
X Z
W 4(R)
3(F)
1(R)
A
2(F)
2
XU
2
O
Z
1. R表示快速移动,F表示进给运动,加工顺序按1、2、3、4进行。 2. U、W表示增量值。
A
2工进
O0002;
3工进
4快退
T0101;
M03 S400;
G00 X32 Z2;
G90 X26 Z-30 F0.1;
G00 X100;
Z100;
M05;
M30;
1快进
O0003; T0101; M03 S400; G00 X32 Z2; G90 X27 Z-35 F0.1;
G90 X25 Z-15 F0.1;
FANUC车床编程(车削循环指令)
G71编程示例
%3331 N10 G54 G00 X80 Z80 ; N20 M03 S500 ; N30 G01 X46 Z3 F0.2 ; N40 G71 U3 R1 ; N50 G71 P55 Q140 U0.4 W0.1 F0.3 N55 G00 X0 ; N60 G01 X10 Z-2 ; N70 Z-20 ; N80 G02 U10 W-5 R5 ; N90 G01 W-10 ; N100 G03 U14 W-7 R7 ; N110 G01 Z-52 ; N120 U10 W-10 ; N130 W-20 ; N140 X50 ; N145 G70 P55 Q140 F0.1 ; N150 G00 X80 Z80 ; N160 M05 ; N170 M02 ;
G73编程示例
%3333 N10 G97 G99 S1200 ; M03 T0101 ; N20 G00 X200 Z100 ; N30 G00 X45 Z2 ; N40 G73 U7 W0 R7 ; N50 G73 P60 Q140 U0.6 W0.3 F0.2; N60 G00 X25.8 Z1 S1500 M03; N70 G01 X29.8 Z-1; N80 Z-10; N90 X26 Z-12; N100 Z-21.776; N110 G02 X30.775 Z-28.04 R7; N120 G01 X38 Z-48; N130 Z-55; N140 X42; N150 G70 P60 Q140 F0.1 ; N160 G00 X200 Z200; N170 M05; N180 M30;
G72编程示例
%3332 N10 T0101 ; N20 G00 X100 Z80 ; N30 M03 S400 ; N40 X80 Z1 ; N50 G72 W2 R1; N55 G72 P60 Q180 U0.2 W0.5 F0.2; N60 G00 X100 Z80; N70 G42 X80 Z1; N80 G00 Z-56; N90 G01 X54 Z-40 F0.15; N100 Z-30; N110 G02 U-8 W4 R4; N120 G01 X30; N130 Z-15; N140 U-16; N150 G03 U-4 W2 R2; N160 Z-2; N170 U-6 W3; N180 G00 X50; N185 G70 P55 Q180 F0.1; N190 G40 X100 Z80; N200 M05; N210 M02;
【FANUC系统】固定循环G32 G70 G71 G72 G73 G74 G75 G76 G90 G
G94 X(U)___Z(W)___R___ F___
必须指定锥体的 “R” 值。切削功能的用 法与直线切削循环类似。
2. 功能 台阶切削
例:G0 Z2.5;
G94 X-1. Z2. F0.12 ;
Z1.5;
Z1.;
Z0.5;
2021/10/Z100.;
10
G32螺纹切削
1. 格式 台阶切削循环: G32X(U)_ Z(W)_ F_;
G72 P1 Q2 U0.15 W0.1 F0.12 ;
N1…
…
N2…
3
G73成型加工复式循环
1. 格式 G73U(△i)W(△k)R(d) G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t) N(ns)…… ………
2. N(nf)……
2. 功能 本功能用于重复切削一个逐渐变换的固定形 式,用本循环,可有效的切削一个用粗加工段 造或铸造等方式已经加工成型的工件。
2021/10/10
△d:切削深度(半径指定) 不指定正负符号。切削方向依照AA’ 的方向决定,在另一个值指定前不会 改变。FANUC系统参数(NO.0717)指 定。
e:退刀行程 本指定是状态指定,在另一个值指定 前不会改变。FANUC系统参数 (NO.0718)指定。 ns:精加工形状程序的第一个段号。 nf:精加工形状程序的最后一个段号。 △u:X方向精加工预留量的距离及方 向。(直径/半径) △w: Z方向精加工预留量的距离及方 向例:。G72 W1.5 R1. ;
2021/10/10
例:G73 U1. W1. R5. ; G73 P1 Q2 U0.15 W0.1 F0.12 ; N1… … N2…
4
车削加工循环指令

数控加工的程序编制——车削加工循环1、单一外形固定循环指令G90、G92、G94。
①外径、内径车削循环指令G90。
②螺纹车削循环指令G92。
③端面车削循环指令G94。
2、复合固定循环指令。
①外径、内径粗加工循环指令G71。
②端面粗加工循环指令G72。
③固定形状粗车循环指令G73。
外径、内径车削循环指令G901、圆柱面车削循环的编程格式:G90 X(U)Z(W) F ;圆锥面车削循环的编程格式:G90 X(U)Z(W)R F ;2、R表示快速进给,F为指定速度进给。
3、用增量坐标编程时地址U、W的符号由轨迹1、2的方向决定,沿负方向移动为负号,反之为正号。
4、用增量坐标编程时要注意R的符号,确定方法是锥面起点坐标大于终点坐标时为正,反之为负。
圆柱面车削循环(左)、圆锥面车削循环(右)螺纹车削循环指令G921、值螺纹车削循环的编程格式:G92 X(U)Z(W) F ;圆锥螺纹车削循环的编程格式:G92 X(U)Z(W)R F ;2、X(U)、Z(W)为终点坐标,F为螺纹的导程,R为螺纹大小端的差值,当X向切削起点坐标小于切削终点坐标时R为负,反之为正。
端面车削循环指令G941、值螺纹车削循环的编程格式:G92 X(U)Z(W) F ;圆锥螺纹车削循环的编程格式:G92 X(U)Z(W)R F ; 各地址代码的用法同G94。
螺纹车削循环,圆锥螺纹(a)、直螺纹(b)直端面车削循环(左)、圆锥面车削循环(右)外径、内径粗加工循环指令G711、格式:G71 U∆d Re;G71 P ns Q nf U∆u W∆w F;2、式中,ns 为精加工第一个程序段的顺序号;nf为精加工最后一个程序段的顺序号;∆u 为X轴方向的精加工余量;∆w 为Z轴方向的精加工余量;∆d为粗加工每次切削的被吃刀量;e为每次切削循环的退刀量。
端面粗加工循环指令G72格式:G71 U∆d Re;G71 P ns Q nf U∆u W∆w F;固定形状粗车循环指令G73格式:G71 U∆d Re;G71 P ns Q nf U∆u W∆w F;外径粗加工循环(左)、端面粗加工循环(右)固定形状粗车循环。
solidcam车削循环指令
solidcam车削循环指令
在SolidCAM中,车削循环指令是用于控制车削加工过程的指令。
车削循环指令通常用于控制刀具在工件上的移动和切削操作。
在SolidCAM中,常见的车削循环指令包括G00、G01、G02和G03等。
1. G00,这是用于快速移动的指令。
当加工刀具需要在工件上
快速移动到下一个加工位置时,可以使用G00指令。
2. G01,这是用于直线插补的指令。
当需要进行直线切削时,
可以使用G01指令控制刀具沿着直线路径进行切削。
3. G02和G03,这两个指令用于圆弧插补。
G02用于顺时针圆
弧插补,而G03用于逆时针圆弧插补。
这些指令可以控制刀具沿着
圆弧路径进行切削。
除了上述指令外,SolidCAM还提供了其他一些车削循环指令,
如G04用于暂停、G28用于回零等。
这些指令可以根据加工需求和
工件特点进行灵活选择和组合,以实现精准的车削加工操作。
总的来说,SolidCAM中的车削循环指令提供了丰富的功能和灵
活的操作方式,可以满足不同加工需求,并通过精准的控制实现高质量的车削加工。
循环切削指令总结

图 外径、内径粗车循环指令G71
2.端面粗车循环指令G72 (1)功能: 该指令的执行 过程除了其切削进程平 行于X轴之外,其他与 G71相同,如图所示。 (2)格式:G72W d Re G72 Pns Qnf Uu Ww F S T
图 端面粗车循环指令G72
3、成型车削循环G73 (1)功能:该指令只须指定 精加工路线,系统会自动 给出粗加工路线,适于车 削铸造、锻造类毛坯或半 成品,如图所示。 (2)格式: G73 Ui Wk Rd G73 Pns Qnf Uu Ww F S T
常用循环指令总结
(一) 单一固定循环
1.内径、外径车削循环指令G90 功能:适用于在零件的内、外圆柱面(圆锥面)上毛坯余量较大或 直接从棒料车削零件时进行精车前的粗车,以去除大部分毛坯余量。 (1)直线车削循环 格式:G90 X(U) Z(W) F
其轨迹如图所示,由4个步骤组成。
Z D 3(F ) C
W 4( R) 2(F ) 1( R ) A B Z
图 内径、外径车削循环指令G90
X
(2)锥体车削循环 格式:G90 X(U) Z (W) R F 其轨迹如图 所示,刀 具从定位点A开始沿 ABCDA的方向运动,图
D
4(R)
A 1 B Z
3(F) C 2(F) Z W
中B点的X坐标比C点的 X坐标小,所以R应取负 值。
四、课堂小结
通过本次课的教学,学生必须掌握 G90、G94、G70、G71、G72、G73 等指 令,通过实训后,再加工中能熟练运行 G90、G94、G70、G71、G72、G73等指令。
锥体车削循环指令G90
2、 端面车削循环
(1)端面车削循环 格式:G94 X(U) Z(W) F 其轨迹如图所示,由4个步骤组成。刀具从循环起点开始沿,其中X (U)、Z(W)给出终点的位置。图中1(R)表示第一步是快速运动, 2(F)表示第二步按进给速度切削,其余3(F)、4(R)的意义相似。 (2)带锥度的端面车削循环 格式:G94 X(U) Z(W) R F 其轨迹如图所示,刀具从循环起点开始,其中X(U)、Z(W)给出终 点的位置,R值的正负由B点和C点的X坐标之间的关系确定,图中B点 的X坐标比C点的X坐标小,所以R应取负值。