基于衍射法测量细丝直径的CCD系统设计算
应用激光衍射法测量纺织品细丝直径

应用激光衍射法测量纺织品细丝直径
激光衍射法是一种常用的测量纺织品细丝直径的方法。
它利用激光光束通过细丝时发生的衍射现象,来间接测量细丝的直径。
具体实验步骤如下:
将待测细丝样品固定在一支支架上,使其与激光光束垂直交叉。
然后,打开激光器,发出一束单色、单频、平行度高的激光光束,照射在细丝上。
在细丝的另一侧,设置一个屏幕或光电二极管接收器,用来接收经过细丝的衍射光。
根据衍射光的强度分布,可以得到一组明暗相间的干涉环,也称为衍射图样。
接下来,利用显微镜或视频系统观察衍射图样,使用适当的图像分析软件,测量衍射图样中暗纹的间距或强度,进而计算出细丝的直径。
测量完成后,可以多次测量取平均值,提高测量的准确性。
激光衍射法测量纺织品细丝直径的优点是非接触性测量,对细丝的损伤很小;测量结果准确可靠。
也存在一些限制,例如细丝的直径必须小于激光波长,而且细丝必须足够均匀。
线阵CCD尺寸测量原理(衍射法)-后来

使用说明书武汉方寸科技有限公司Wuhan CCD Technology Co.Ltd线阵CCD尺寸原理(衍射法)武汉方寸(CCD)科技有限公司利用线阵CCD进行目标尺寸(含大小、高度、宽度、厚度、直径等技术指标)测量是当前高精度非接触测量以及计量检测领域中广泛应用的技术手段之一。
在工业生产和科学实验中,经常碰到微小几何尺寸的检测问题,如细丝、薄板、狭缝等,不仅费时费力,而且精度不高,不便于实时检测、显示和控制,其应用范围也受到一定的限制。
由线阵CCD传感器、光学系统、信号采集与处理构成的测量系统的使用范围和优越性是现有其它测量方法所无法比拟的。
对利用MCU进行脉冲计数法有详尽描述,可参考。
但有些特殊测量领域,比如被测件尺寸很小,或者被测件要求精度很高(如微米及以下级别等),当采用平行光源对被测件进行照射测量时,由于被测件尺寸过于微小,经过光学系统成像后,往往会发生衍射现象,会出现衍射条纹。
图1 传统线阵CCD脉冲计数法进行尺寸测量图2 夫琅和费衍射条纹根据夫琅和费衍射公式,当满足远场条件λ/2dL>>时,如图2所示,L为被测细丝到CCD靶面上的距离,d为细丝直径,λ为激光波长。
图3 利用线阵CCD进行细丝成像灰度采集与USB传输控制系统根据夫琅和费衍射公式可得到:θλsin /K d = (1)式(1)中,n K ,2,1±=,θ为被测细丝到第K 级暗纹的连线与光线主轴的夹角。
细丝经过衍射成像在CCD 靶面上成像如图2所示,当θ很小时,即L 足够大时,L X tg k /sin =≈θθ,代入式(1)得:SL K X L X L K d k k λλλ===/ (2) 其中K X S k /=,定义为暗纹周期,则测细丝直径d 转化为用线阵CCD 来测暗纹周期S 。
细丝成像后在CCD 视频信号中所形成的暗纹信号,需要经过高精度的线阵CCD 像元灰度信号采集与USB 传输控制系统,可暗纹周期信号S 经过USB2.0线阵CCD 数字相机FC-USB-L16采集传输至计算机后,在计算机判断并确定两暗纹之间的像元数s n ,则暗纹周期p n S s⋅=,其中p 为图像传感器的像元中心距(或者像元大小),代入式(2)后,即可算得细丝的尺寸大小d 。
激光衍射法测量细丝直径的研究

h h
对于 He-Ne 激光器,
<
10- 6,
可以忽略不计。
f f
为系统误差, 在实际测量过程中,
可以通过引用标准细丝对系统进行校准, 从而消除该系统误差。总之, 对细丝直径进行
测量的误差,
最终取决于
h h
。h 的测量误差最大为 5 个光敏元,
即
h= 7
m×5=
35 m, K = 2, S0= 7 m, N = 756
·利用软件法 其原理和硬件法一致, 只不过 h 的测定是通过接口板上的 A / D
转换器将 CCD 输出衍射图象的模拟信号, 并用程序产生一个虚拟的切割电平来实现的。 本文研制的细丝测试系统采用软件法实现 h 值的测定。
2. 3 系统测量精度分析
根据误差理论, 对于式 ( 1) 有
d d
=
+
f f
+
笔者在 Win95 平台上, 利用 Visual C+ + Fo r Window s 软件的可视化、模块化、图
第4期
石文孝, 等: 激光衍射法测量细丝直径的研究
29
激
钢丝
光
器
透镜
激光光源
驱动电路 CC D
CCD输出信号 处理电路
数据长度输入
上下限预置 微
显 示器 机
声光报警器
模拟反馈口
光学系统
信号接收处理系统
1% 的测量。
2 激光衍射法测量系统
2. 1 激光衍射法测量细丝直径系统构成
系统由激光器、傅氏透镜、CCD 器件及 CCD 驱动电路、CCD 输出信号处理电路、微 型计算机系统构成, 如图 3 所示。其中激光器采用 He-Ne 激光器, 波长为 0. 632 8 m 。要 求光源强度变化量小于 5% , 发散角小于 1 mr ad。衍射图样接收器采用 4 096 线阵L M 701 对 波长为 0. 632 8 m 的光波有峰值响应, 对 He-Ne 激光恰好有理想的光谱响应灵敏度。微机 系统采用联想 586, 并在扩展槽上插有一块多功能卡, 该卡集 A/ D 转换器 AD574、并行接口 8255、定时/ 计数器 8253、串行接口 8251、D/ A 转换器 AD7526 于一体。
摹于CCD的高精度细丝直径在线检测技术研究

于
0 0 0
c 。的高精度细丝直径在线检测技术研究 的 高
R s a c f H 9 - r c i n F lm n ’ n l n h c i 9 f r D a e e a e 1 C D e e r h o i h p e i o ia e t s O - ie C e k n o im t r B s d 0 C s 1 蔡卫 刚
o f r a u i g d a tr f AT AB y t m f r r c s i gt e g a s a e me s rn i me e ep n h
K y rs l er e wo d :i a n CCD; n c na t tcin Dimee e s e n No —o tc et ; a tr De o M au me r
L
文章编 号 :6 1 7 2(0 1 .0 30 17 . 9. 1) 0 5.4 4 2 7
Ab t c:nmo e id s a rd c o ,h epe ho g eo l edtci to r n el i sr tI d m ut l o u t n tep o l tru ht ni eet nmeh df era—me a n r p i i ! h n o of i t
0引言
C D光电非接触测量系统, C 主要是 由精密机械
非接触检测技术被广泛应用于各种加工件的在
线检测和高精度 、 高速度的检测技术领域。由于线 阵 C D图像传感器具有高分辨率 、 C 高灵敏度、 结构 紧凑等特性 , 因而, 由线阵 C D 光学成像系统 、 C 、 计 算机数据采集和处理系统构成的一维尺寸测量系统 具有 测量精度高 、 速度快、 应用方便灵活等特点。在 现代工业生产中 存在着大量细丝直径的测量 问题。 本课题是要设计一套在线测试仪器 , 在细丝的生产 过程 当中用于控制生丝生产线, 对细丝的直径进行
激光衍射小直径的CCD测量(1)
,
∗+
,
− 5 ., + −
/
/0
引言
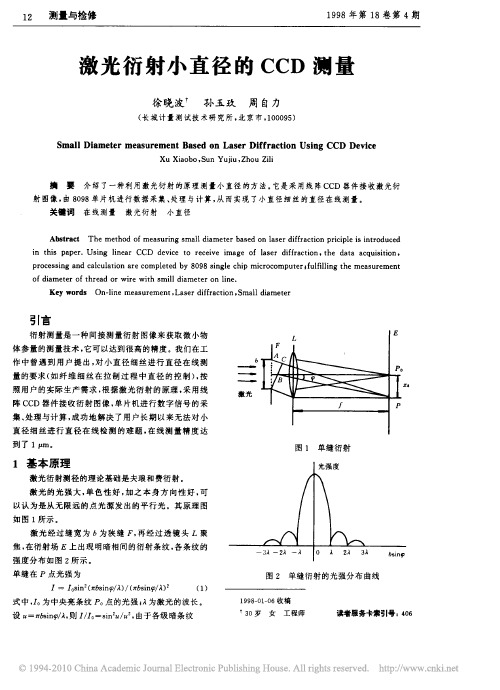
衍射 测量 是 一 种 间接 测 量 衍射 图 像来 获取 微 小 物 体参量的测量技 术 它可 以 达 到 很高 的精度
,
,
。
我 们在 工
作 中曾遇 到 用 户 提 出 对 小 直 径 细 丝 进行 直 径 在 线 测 量 的 要求 &如 纤 维 细 丝 在 拉制 过 程 中 直 径 的 控 制 ) 按
由
#
测
与 检修
, ,
・
!!∀
年第
Β
∀
卷第
)
,
#
期
于 此 时 细 丝 的 直 径是 经 过 校 准 的 所 以 以 此 为标 准 对
标准细丝的测量不确定度
2 ,
2
一∋ # 拌 & Ρ + ς
其标 准
细 丝 到 ∃ ∃ % 的距 离
,
−
再 进行 一 次精 确 地 校 正 得 出 准
,
。
,
不 确定 度
・
级 暗条 纹 到 中央 亮
, 条 纹 的 距离 8 为透 镜 的 焦 距 Ι 为
条 纹间距
。
由 &Τ ) 式 可 知 只 要 测 出
,
Ξ
,
,
就
,
图
#
系统 硬 件框 图
可计 算 出 单 缝 的 宽 度
,
=
,
但此 种 方 所 以 省略透镜 同 时将 距 离 −
, ,
法 受 焦 距 8 的 限 制 8 小时条 纹 较 密 测量 较 困 难 Ι 8 大
。
#
衍射法测量细丝直径实验报告

衍射法测量细丝直径实验报告
实验目的:学习使用衍射法测量细丝直径。
实验器材:激光、透镜、细丝、刻度尺、旋转台、屏幕,直尺。
实验过程:
1.将激光束垂直入射到透镜上,利用透镜成像原理,可以在屏幕上得到明亮而清晰的光斑。
2.将细丝放置于激光束与透镜之间,并将细丝与激光束垂直,调整细丝的位置,使其在光斑中心。
3.旋转台旋转细丝,使光斑在屏幕上呈现出一系列明暗环形,称为菲涅尔衍射图案。
4.用直尺测量屏幕上菲涅尔衍射图案中一组明暗环的直径d。
5.根据直径d和激光波长λ之间的关系,求得细丝直径。
实验结果:利用衍射法测量,可得细丝直径d=0.05mm。
实验结论:衍射法能够较为准确地测量细丝的直径,并且该方法便于使用,实验过程简单。
基于CCD衍射法测量细丝直径
基于CCD衍射法测量细丝直径作者:王皓樊明贞来源:《科学导报·学术》2019年第32期摘要:激光干涉计量技术可以直接测量细丝直径,方便快捷,而且相当精准,在工业生产领域应用非常广泛。
本系统使用He-Ne激光器产生的激光束,垂直照射待测细丝,发生衍射现象,进而发生衍射条纹。
然后使用线阵CCD将衍射条纹转换成电信号,经A/D转换将数据送入计算机将衍射条纹的光强分布进一步进行了分析,最终达到实验目的,再根据有关衍射公式算出细丝直径。
本文主要介绍光路设计、信号处理及软件设计。
关键词:线阵CCD直径测量;衍射法;细丝直径1.前言在工业生产和科学实验中,经常碰到尺寸较小的细丝直径的测量问题。
细丝直径测量的方法有许多,传统测量方法通常有两种:一种是细丝称重法,即称出一定长度的细丝的重量后,把细丝看成为均匀细长的圆柱体,然后根据材料的密度计算出细丝的直径;另一种方法是用游标卡尺或螺旋测微器手工测量。
以上两种方法浪费较多的人力物力,而且测量的不一定准确,更无法满足现代工业制造技术对零部件的高精度,准确性的要求。
近年来,伴随着光学技术的进步与电子技术的迅速发展,在生产生活等领域中广泛使用着大量光电器件。
其中,CCD由于具有光电转换的能力,并且使用方便快捷,而且相当精准等优点,被较多的使用在非接触式直径测量领域。
相比接触式的直径测量方式,非接触直径测量具有测试速度快,精度高,对环境要求低等特点,因此在生产生活中被广泛使用。
通过对线阵CCD特性及工作原理的分析,本文对基于线阵CCD的非接触直径测量系统进行了研究,并结合本课题的特点(测量细丝直径),设计了一种基于线阵CCD非接触直径测量系统。
D衍射法测量原理与装置2.1 测量原理2.2 测量装置在以上测量原理的基础上,依照测量原理设计测量装置,进而实验测算。
本设计使用Arduino为控制中心元件,传感器为线性CCD-TSL1401CL模块,线性CCD-TSL1401CL会根据接收屏上得到同样的明暗相间的条纹而输出不同频率的方波;进而将此方波输入至Arduino,通过方波数据即可得出暗纹间距S,然后根据其他几个必要的参数根据测量原理公式,最终得到直径d。
CCD法测量细丝直径之欧阳法创编
西安工业大学光电工程学院课程设计题目:细丝直径测试仪专业:测控技术与仪器班级:110108学号:110108120学生:郑世超任课教师:吴玲玲2021.03.09 欧阳法创编2014.12 2021.03.09 欧阳法创编《光电仪器设计课程设计任务书》一、题目:细丝直径测试仪该仪器是用于对细铜丝直径的尺寸参数进行测量的一种测试仪器。
二、技术要求1.方法:非接触式测量2.铜丝直径:φ1±0.01mm3.测量精度:±1%;4.测量状态:在线测量;5.超出铜丝直径公差要有报警功能。
三、设计任务对该仪器进行总体设计,具体内容如下:1.设计任务分析;2.方案论证;3.系统设计(含局部单元设计);4.精度估算。
四、设计要求1.设计说明书一份(不少于5000字);2.时间:2014年12月4日2014年12月18日2014年12月18日下午答辩交论文;3.参考文献:自定题目:细丝直径测试仪基于远心光路成像系统的线阵CCD 直径测量仪摘要光电检测技术将光学技术与电子技术相结合实现对各种量的测量它具有如下特点高精度光电测量的精度是各种测量技术中精度最高的一种.非接触测量光照到被测物体上可以认为是没有测量力的因此也无摩擦可以实现动态测量是各种测量方法中效率最高的一种。
随着新型光电器件的不断涌现、单片机数据处理能力的提高和生产全面质量管理的要求,非接触式智能化仪器将逐步取代传统上的机械测量仪器。
我们设计了一套基于线阵 CCD 的非接触直径测量仪器,该装置可以对φ0.5mm~φ30mm的工件进行测量,测量精度为±5μm。
这篇文章论述了 CCD测量装置的基本原理,而且分析了光学系统各部分的形式,采用柯拉照明和远心光路成像,以保证成像质量和测量精度。
同时还给出了 CCD 测量直径系统的控制程序流程图及部分程序。
再对实验得到测量结果,进行几个重要参数进行了分析,就影响系统测量精度的几种主要误差进行了讨论,有消除误差的方法,从而达到更高的测量精度。
利用CCD测量细丝直径
利用CCD测量细丝直径西北工业大学设计性基础物理实验报告班级:11051401 姓名:刘沛宇日期: 2016.04.30利用CCD测量细丝直径一、实验目的1、学习线阵CCD器件实时在线、非接触、高精度测量的几种方法;2、测量细丝直径。
二、实验仪器(名称、型号及参数)DM99CCD测径试验仪计算机千分尺三、实验原理1.平行光投影法当一束平行光透过待测目标投射到CCD器件上时,由于目标的存在,目标的阴影将同时投射到CCD器件上,在CCD器件输出信号上形成一个凹陷。
在平行光准直度理想的情况下,阴影的尺寸代表了待测目标尺寸,统计出阴影部分的CCD象元个数,象元个数与象元尺寸的乘积就代表了目标的尺寸。
2.光学成像法被测物经透镜在CCD上成像,像尺寸将与被测物尺寸成一定的比例。
设T为像尺寸,K为比例系数,则被测物的尺寸S可由S=KT来表示。
对于一个已选定的CCD器件,如用照相物镜来测较大物体尺寸,则像是缩小的;用显微镜来测细小物体尺寸,则像是放大的。
实验所使用的DM99测径试验仪使用的是一个普通的显微物镜,存在着一定的几何失真,在测量时必须分段进行修正。
3.测量系统参数标定当系统的工作距离确定了之后,为了从目标像所占有的象元数N来确定目标的实际尺寸,需要实现对系统进行标定。
标定的方法是:先把一个尺寸为Lp的标准模块放在被侧目标位置,然后通过计数脉冲得到该模块的象元实际所对应的目标空间尺寸的当量,这就是一次定标。
然后再把被测目标Lx置于该位置,测出对应的脉冲计数Nx,由Lx=KNx可以算出Lx 值。
二次定标法修正系统误差:被侧物体的实际尺寸Lx 和对应象元脉冲数Nx 之间有Lx=KNx+b ,b 就是测量值中的系统误差。
先在被测位置上放置一已知尺寸的L 1的标准块,通过计数电路得到相应的脉冲数N 1,然后再换上另一个已知尺寸为L 2的标准块,再得到对应的计数脉冲N 2,将四个值带入Lx=KNx+b ,可以算得K =L2−L1N2−N1 b= L 1-KN 14.物体边界提取CCD 输出的目标边界信号是一种混有噪声的类似斜坡的曲线,由于边缘和噪声在空间域上都表现为灰度较大的起落,即在频率域中都为高频分量。
CCD测量光纤直径系统设计word文档
CCD 测量光纤直径系统设计SA11009045 张海滨CCD 成像测量技术是测量方法中的一个较新的分支, 其特点是利用CCD (电荷耦合器件) 对被测物体进行光学成像, 然后采用图像处理技术完成非接触测量。
利用CCD 对光纤直径进行测量采用的就是这种技术,本设计采用CCD 平行光投影法,即通过照明光路用平行光将被测工件投影在CCD 光敏元件上成像,从而通过像的尺寸获得物体的尺寸。
CCD 以脉冲的形式输出视频信号,每一个离散电压信号的大小对应着该光敏元接收光强的强弱,而信号的时序则对应CCD 光敏元位置的顺序。
CCD 用自身电子扫描方式完成信息从空间域到时间域的变换。
但是经过CCD 输出与被测直径相对应的离散电信号,但此信号幅值较低,质量也较差,必须对其进行滤波、放大、整形、二值化等处理后才能输出给微机进行计算分析。
所以本次作业将重点对CCD 输出信号的后续工作如滤波电路、二值化电路和微机接口等模块进行分析设计。
一、测量光学系统设计上图为利用远心光路进行CCD 的测量光路原理,D 是被测物体的直径;d 是光电接收器上阴影的尺寸;'f 是物镜6的焦距;L ’是光电接收器8与透镜6像方焦点间的距离。
可以计算得到被测物体的直径:CCD 成像视场的位置变化对测量会产生很大的影响,因此需要在能够保证被测物体成像物距不变,然而物方远心光路可以部分消除被测物体成像物距微小变化所产生的影响,柯拉照明可以使物体得到均匀地照明,在光学系统中一般对成像质量和测量精度要求较高的系统均采用柯拉照明方式,因此可以采用柯拉照明和物方远心光路组成的光学系统来测量被测工件的直径。
''f D d L而且可以通过改变光阑3的大小,可控制成像系统中的孔径角的大小;改变集光镜2的镜框大小,可改变照明系统的孔径角的大小,从而控制被照物面的范围。
二、信号处理部分设计CCD输出的视频信号不能直接进行汁数处理及用于尺寸计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于衍射法测量细丝直径的CCD系统设计摘要近些年来,伴随着半导体技术与光电子学科技的迅速发展,在各个领域中广泛应用着大量光电器件。
其中,电荷耦合器件(CCD)由于具有光电转换、像元尺寸小、几何精度高、性能稳定等优点,被大量用于非接触式直径测量领域。
相对于接触式的直径测量方式,非接触直径测量具有测试速度快,精度高,对环境要求低等特点,因此使用范围较广。
本文对基于线阵CCD的非接触直径测量系统进行了较为全面的研究,并结合本课题的特点(测量细丝直径),提出了适合本课题的具体设计方案,在课题研究过程中,本文主要完成了以下几个工作:介绍了非接触直径测量的国内外发展现状及发展趋势。
通过对线阵CCD特性及工作原理的分析,设计了一种基于线阵CCD非接触直径测量系统。
[1]关键字:线阵CCD 直径测量衍射法目录1绪论 (1)1.1前言 (1)1.2基于CCD测径仪的国内外发展现状 (2)2 测量原理和方案论证 (3)2.1驻波测量导电金属细丝直径[4] (3)2.2衍射法测量细丝直径[5] (4)2.3双光束干涉法测量细丝直径[ 6] (4)小结 (6)3 计算机程序设计 (6)3.1系统的软件设计 (6)3.2软件流程框图 (7)3.2数据转换模块的设计 (8)3.3显示及报警模块的设计 (8)3.6系统程序 (10)4 精度分析 (11)4.1差分放大电路 (11)4.2光学系统对测量精度的影响分析 (11)4.2.1衍射 (11)4.2.2环境光扰动 (12)4.3信号处理电路对测量精度的影响分析 (12)4.4零点漂移对测量精度的影响 (12)4.5被测工件的均匀性对测量精度的影响 (12)4.5.1误差分析 (12)4.5.2标定误差 (12)5 总结 (13)参考文献 (14)1 绪论1.1前言光电自动检测技术在工业自动化生产中有着极其广泛和重要的用途。
然而,目前产品零件尺寸的检测大多数是人工测量的接触式和静止测量,所以检测速度低,生产效率低,劳动强度大,远远跟不上目前自动化生产的需要。
尤其在全面质量管理过程中,更需要先进的、智能的检测手段。
目前,国内外常采用激光扫描光电线径测量,但是这种方法受电机的温度及振动的影响,扫描恒速度的限制,会产生高温使其降低寿命。
我们研制的基于线阵CCD 便携式非接触直径测量仪器正是适应当前社会自动化生产的急需而设计的,该测径仪是一种光、机、电、一体化的产品。
尤其适用于电缆、电线、玻璃管、轴类零件的外径测量,对保证产品质量,降低原材料消耗,降低生产成本,提高劳动生产率有着重大的经济效益和社会意义。
对各种细丝直径的测量常常关系到工业产品的级别,如钟表中的游丝、光导纤维、化学纤维、各种细线、电阻丝、集成电路引线以及种类仪器、标尺的刻线等。
传统的测量方法多数为接触法,其它的有电阻法、称重法。
也有采用光学方法的,如光学显微镜法、干涉法、扫描法、投影放大法、比较法等。
然而,大多检测方法检测速度低,生产效率低,劳动强度大,远远跟不上目前自动化生产的需要。
尤其在全面质量管理过程中,更需要先进的、智能的检测手段。
目前,国内外常采用激光扫描光电线径测量,但是激光衍射细丝测量法比较适合于静态的高精度测量,当用于动态测量时会由于被测丝的晃动导致衍射条纹快速移动而失准,也难以快速得到测量结果,同时还具有结构复杂、格昂贵等缺点,不太适于现场快速测量细丝直径。
基于CCD技术的快速发展及后续处理算法的日益真实有效故CCD在现代自动化生产中扮演者越来越重要的作用。
为满足大工业化生产线阵CCD测量仪便应运而生,该测径仪是一种光、机、电、算于一体的产品。
尤其适用于电缆、电线、玻璃管、轴类零件的外径测量,对保证产品质量,降低原材料消耗,降低生产成本,提高劳动生产率有着重大的经济效益和社会意义。
[2]1.2基于CCD测径仪的国内外发展现状社会的进步重要体现就是科技的进步,科技进步主要体现使用劳动工具的进步。
从18世纪工业革命以来,科学技术以前所未有的速度在突飞猛进的发展,特别是近50年来,随着现代化生产和加工技术的发展,对于加工零件的检测速度与精度有了更高的要求,向着高速度、高精度、非接触和在线检测方向发展。
为此,工业发达国家对于检测仪器与设备速度与精度一直作为检测仪器的主要指标。
CCD测径仪特别适用于电缆、电线的在线自动检测,对保证产品的质量,降低原材料消耗,降低生产成本,提高劳动生产率有着十分重要的意义,所以各国政府都很重视对测径仪的研究。
英国Beta AS3系列全新的激光测径仪:LD1040-S(单向直径测量仪)、LD1040XY-S(双向直径测量仪),精度:0.1μm,测量范围最广,单向测径仪最大可测直径达330.3mm,双向测径仪最大可测直径值达100mm,测量精度最高,最高测量精度可达0.1μm,是目前同类产品中的最高的测量精度。
日本生产的LS-7000 系列高速、高精度CCD 测量仪器,如:LS-7030M(配备测量摄影机)测量范围:0.3mm~30mm,测量精度:±2μm,重复性精度:±1.5μm。
LS-7010M(配备测量摄影机)测量范围:0.04mm~6mm,测量精度:±0.5μm。
国内由于自身的工业加工水平有限、测量原理的不完善和结构搭理欠合理,所以,国内生产的测径仪测量精度没有国外的精确,河北省激光研究所光电检测控制室生产的JCJ-1激光测径仪,是专为玻璃管生产线上玻璃管外径的测量、控制、分选而设计的集激光、精密机械、计算机于一体的智能化精密仪器。
通过激光光束高速(200次/秒)扫描被测玻璃管,计算机实时采样处理,实现玻璃管直径在线非接触检测、控制,测量范围:0.5mm~60mm,测量精度:±0.01mm。
广州一思通电子仪器厂生产的ETD-05系列激光测径仪,测量范围:0.2mm~30mm,测量精度:±2μm,ETD-05系列激光测径仪是一种基于激光扫描测量原理而设计的高精度非接触式的外径测量设备,仪器采用二维测量模式,有效消除工件振动造成的测量误差,特别适合生产现场的实时测量,适用于通信电缆、光缆、同轴电缆、漆包线、PVC管、铜管、纤维线等圆形线材的在线检测,也可用于其它各种圆形工件的外径测量。
南京亿佰泰科技有限公司生产的TLSM100 激光扫描测微仪,测量范围:0.2mm~30mm,测量精度:±3μm,是一种高精度、非接触的尺寸测量仪器。
它通过激光束的扫描获得被测目标的尺寸,广泛用于测量热的、软的、易碎的以及其它传统方法不易测量的物体,而且很适合生产中的在线测量或者线材、棒材、管材、机械和电子元件以及其它生产过程的监控。
TLSM100 的自动方式适用于连续的测量;手动方式适合单次测量。
它可以设置上下偏差、峰值限制,当超限后做相应的报警;还可以计算最大值、最小值、平均值。
例如:可以测量旋转圆柱体的最大值、最小值,辊子的偏差。
我们研制的基于线阵CCD测径仪测量范围:0.5mm~30mm,测量精度:±5μm,适用于对被测工件进行静态测量,也适用于生产现场的实时测量。
[3]2 测量原理和方案论证在工业生产和科学实验中,经常碰到尺寸较小的细丝直径的测量问题.细丝直径测量的方法有许多,传统测量方法通常有两种:一种是细丝称重法,即称出一定长度的细丝的重量后,把细丝看成为均匀细长的圆柱体,然后根据材料的密度计算出细丝的直径;另一种方法是用游标卡尺或螺旋测微器手工测量。
设计性实验的选题应体现实验内容的设计性和实验方法的多元性。
有以下几种方法:[4]图1 所示的实验装置中,接线柱 1 和2上的导线与金属细丝连接,构成通电回路。
金属细丝一端固定,另一端接在破码盘上用以产生张力。
中间由A、B 两个壁尖支柱,金属细丝下方放置磁钢,通有电流的金属弦线在磁场中会受到安培力的作用,弦线上接通正弦交变电流时,它在磁场中所受与磁场方向和电流方向均为垂直的安培力,也随之发生正弦变化,移动劈尖改变弦长,当弦长是半波长的整倍数时,弦线上便会形成驻波。
此时,金属细丝A、B 两端之间的距离L等于半波式中n为金属细丝上驻波的波段数,即半波数。
由波动理长的整数倍: 即 L =nλ2论可知,金属细丝中横波的传播速度为:v =√T ρ⁄式中 T 为金属细丝的张力,ρ是金属细丝的线密度。
波速、频率与波长的关系:υ= f λ,得: ρ=n 2T4f 2L 2由金属细丝线密度ρ和体密度ρ′的关系可以求出金属细丝的直径为:d =2√ρπρ⁄ 2.2衍射法测量细丝直径[5]衍射法测量细丝直径平行光束照射细丝时,其衍射效应和狭缝一样,在接收屏上得到同样的明暗相间的条纹。
激光器细丝观察屏L图 2为细丝的衍射图图 2 为细丝的衍射图,当L ≫d 2λ时为夫琅和费衍射,观察屏上光强分布为:I =I 0sin 2(πd sin ϕ/λ(πd sin ϕ/λ)2当 dsin K =±k λ ,k =1,2…时出现暗纹,设第 k 级暗纹离光轴的距离为xK 由xK << L ,则有:细丝的直径d =klλxk =LλS 式中: S 为衍射暗条纹间距,d为细丝直径,L 为细丝距观察屏的距离。
已知L 和光波长λ,测出S 或xK ,可得到钢丝的直径d 。
2.3双光束干涉法测量细丝直径[ 6]测量装置如图 3所示,待测金属丝的轴垂直于纸面,激光束由分束器PS 分束,经过全反镜 M1,M2和M3相向入射到细丝上,光束在细丝表面上反射后的光波产生平直的干涉条纹,在两入射光束垂直方向上放置的 CCD 相机摄取条纹图进入微机处理。
X激光器M 3PCPS 细丝 CCDM 1 M 2图 3双光束干涉法测量细丝直径装置图A 1B 1 r 1 Pd r 2 YROB 2 DA 2图 4两反射光线干涉光路 图 4表示两反射光线产生干涉的光路,实验中观测距离 D 一般比细丝直径 d 以及观测区域Y 大很多,因此上下测两光线的入射角大都在45°角附近。
由几何光学,在45°角入射点,附近的细光束反射产生虚线源,他们的位置观察屏 OP 上的条纹类似于杨氏双缝的干涉条纹,可知道条纹光强度。
条纹间距为:.42,22y R Z R =±=由CCD 摄取条纹图片进入计算机处理。
如果得到条纹间距,细丝到相机的距离D , 已知入射激光束的波长λ,便可得到细丝的直径d。
小结与同类测量系统比较,CCD细丝直径测量系统具有测量速度快,测量精度高,抗干扰能力强等优良特点,是一种非接触式的测量系统,属无损伤测量,不影响加工系统正常运行,非常适合于生产线上尺寸的测量。
该设计方案集成化程度高,可与计算机相联,可进行测量数据的集中采集和分析,以便进行质量分析和统计,并在生产过程中出现质量问题时进行报警提示,便于控制和自动化生产。