永久不锈钢阴极板安装维护手册
永久不锈钢阴极板使用实践
图1 不锈钢阴极板结构
(1)将阴极铜熔炼浇铸成铜方坯,并将方坯挤压成实心铜棒;将不锈钢无缝圆管辊压形成与铜吊棒合适的形状;通过冷挤压复合的方式使无缝不锈钢管与紫铜棒复合成型至设计尺寸大小,并紧密结合,然后切割成阴极板所需的最终长度,制作成钢包铜复合导电梁;不锈钢包铜复合导电梁上局部铣出榫槽,两端底部铣出紫铜,并成一定圆弧。
面变形。
不锈钢阴极板使用时间越久,不锈钢阴极变形越严重,数量就越多,当阴极板板面平整度和悬垂时,为了避免极间短路和长粒子,必须将
阴极铜的剥离难易程度主要取决于阴极铜与阴
刷光机得到恢复。
首先将夹边条取下,用专用铲子去除阴极板板面未剥净的铜,去除表面毛刺与铜粉,用角磨机将板面附着的不导电结垢去除,使用角磨机时应用力均匀。
阴极保护工程手册
阴极保护工程手册简介阴极保护是一种常用的金属防腐技术,通过施加电流,以实现对金属结构的保护。
本手册将介绍阴极保护工程的基本原理、常见的施工方法、设备选型以及运行与维护等方面的知识,旨在为工程师和技术人员提供参考。
目录1.原理介绍2.阴极保护工程的分类3.基本施工方法4.设备选型与配置5.阴极保护工程的验收标准6.运行与维护1. 原理介绍阴极保护是一种通过外部电流施加于金属表面,改变金属电化学反应而实现的防腐技术。
通过施加足够的负电位,使金属结构达到阴极极化状态,从而减少或消除金属表面的腐蚀过程。
阴极保护通常应用于长期暴露在海洋环境中的钢结构,如桥梁、码头、海上石油平台等。
2. 阴极保护工程的分类阴极保护工程按照施工方式可分为两类:外部阴极保护和内部阴极保护。
外部阴极保护主要通过在金属结构表面施加电流来达到保护效果,而内部阴极保护则是通过在金属结构内部注入抗腐蚀剂或添加活性物质来达到防腐目的。
3. 基本施工方法阴极保护工程的基本施工方法包括如下几个步骤:1.表面准备:对金属表面进行清洁、除锈、打磨等处理,使其达到适合施工的状态。
2.电流设计:根据金属结构的材料、尺寸和使用环境等因素,计算出所需的阴极保护电流。
3.设备安装:根据电流设计要求,选择合适的电源设备,并按照相关规范将其安装到金属结构上。
4.电极布置:根据金属结构的形状和尺寸,合理布置阴极和阳极电极,确保电流分布均匀。
5.电流接入:将电源与阴极和阳极电极连接起来,形成完整的电流回路。
6.监测系统:安装合适的监测设备,定期检查电流和结构的防腐效果,并进行必要的调整和维护。
4. 设备选型与配置在阴极保护工程中,电源设备的选型和配置很关键。
需要考虑金属结构的尺寸、含盐量、使用环境等因素。
一般情况下,阴极保护工程使用直流电源,电流大小根据实际情况确定。
除了电源设备,还需要选择合适的电极材料和阴极保护剂。
电极材料应具有良好的导电性能和抗腐蚀能力。
阴极保护剂的选择要考虑金属结构的材料和使用环境等因素,以提供有效的防腐蚀效果。
KXD_KXG安装维护手册
或:国产品牌国标ISO-32#抗磨液压油
图4
加油口在正上方12点位置注油。
EX.24 EX.19 only for 15KX...
13
67 13a
KXD
13d Oil level
KXG
液面
加至此通气口处溢油即可! (如负载较大适当添加油液即可)
表C1
混入体积 % 20 30 40 50 沸点 101℃ 103℃ 103℃ 104℃ 冷凝点 -8℃ -14℃ -22℃ -33℃
文件编号 TBTC001 10/07/19
安装结束后示意图:
安装过程中示意图:
安装结束后目测膜片 ——没有扭曲形变!
×3
TRANSFLUID s.r.l. Via Guido Rossa, 4 21013 Gallarate (VA) Italy Tel. +39-0331,28421 Fax +39-0331,2842911 E-mail: info@transfluid.it Internet: www.transfluid.eu
同心度要求(RPM) 500 y-z 1000 x 1001 y-z 2000 x
B1
M1 *
15 5 19 0.25 24 27 29 * 最小轴端间距 6 0.35 0.20 0.15 0.25
2“ 1/2 E
2 x 0,3
435 440 506 511 626 632 655 661 3” 1/2 E 2 x 0,65 3“ E 2 x 0,45
AGIP CALTEX CASTROL CHEVRON ESSO FINA KLÜBER MOBIL TEXACO TOTAL CALTEX KLÜBER TEXACO
nVent ERICO Cadweld 阴极连接系统说明书
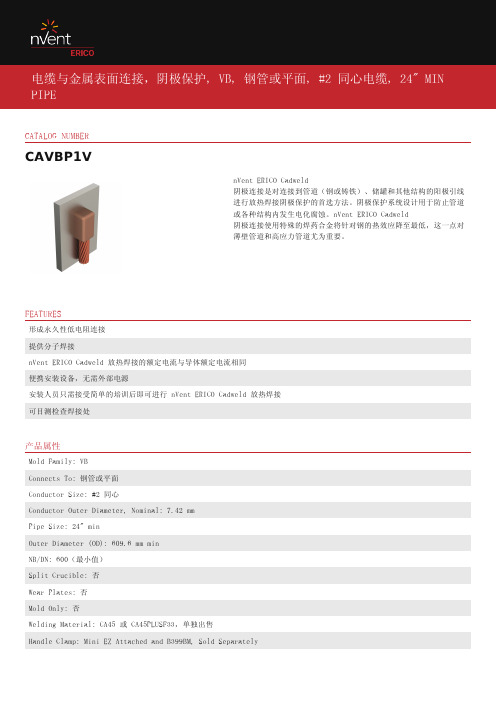
CATALOG NUMBERCAVBP1VnVent ERICO Cadweld阴极连接是对连接到管道(钢或铸铁)、储罐和其他结构的阳极引线进行放热焊接阴极保护的首选方法。
阴极保护系统设计用于防止管道或各种结构内发生电化腐蚀。
nVent ERICO Cadweld阴极连接使用特殊的焊药合金将针对钢的热效应降至最低,这一点对薄壁管道和高应力管道尤为重要。
FEATURES 形成永久性低电阻连接提供分子焊接nVent ERICO Cadweld 放热焊接的额定电流与导体额定电流相同便携安装设备,无需外部电源安装人员只需接受简单的培训后即可进行 nVent ERICO Cadweld 放热焊接可目测检查焊接处产品属性Mold Family: VBConnects To: 钢管或平面Conductor Size: #2 同心Conductor Outer Diameter, Nominal: 7.42 mm Pipe Size: 24" minOuter Diameter (OD): 609.6 mm min NB/DN: 600(最小值)Split Crucible: 否Wear Plates: 否Mold Only: 否Welding Material: CA45 或 CA45PLUSF33,单独出售Handle Clamp: Mini EZ Attached and B399BM, Sold SeparatelyPrice Key: PEase of Use: 简单ADDITIONAL PRODUCT DETAILS对于诸如计算机房、隧道或其他通风不畅区域的应用,请指定无烟 nVent ERICO Cadweld Exolon模具。
订购时,向标准模具部件号添加 XL 前缀(例如,将 TAC2Q2Q 更改为 XLTAC2Q2Q)。
Similarly, nVent ERICO Cadweld Exolon welding material is also designated by the XL prefix (for example, 150 becomes XL150).应进行测试焊接,以检查是否有可能焊穿薄壁部分,并确定有害的冶金效应。
阴阳极板制造设备维护保养制度
阴阳极板制造设备维护保养制度1 范围本制度适用于阴阳极板制造工段设备。
2 阴极板制造设备维护保养2.1 氩弧焊设备维护和保养2.1.1 安全注意事项2.1.1.1 有无异常振动、声音、气味;2.1.1.2 电缆连接处有无异常发热;2.1.1.3 打开电源开关是焊机冷去却风扇转动是否灵活;2.1.1.4 开关有无接触不良;2.1.1.5 电缆有无短接;2.1.2 巡回检查2.1.2.1 电器连接处焊机输入侧输出侧电缆连接处的禁锢螺钉是否松动,有无因生锈等接触不良现象,绝缘有无问题。
2.1.2.2 接地线焊机机壳是否安全接地。
2.1.2.3 消除焊机内部灰尘晶闸管冷却板积有灰尘,会造成散热不良,给晶闸管带来不利影响。
变压器等绕组处积有灰尘,会造成绝缘恶化。
因此应半年检查一次,卸下侧板,顶盖,用干燥的压缩空气对有关部位进行除尘。
2.1.2.4 高频调整通常情况下请勿触摸火花电极(火花电极间距调整1mm),电极表面不平,污物显著时,请打磨表面,将各电极间距距离调整为1mm.动作异常时的检查要点2.1.3 故障处理2.1.3.1 不引弧、无高频1)控制电路保险熔断2)火花间隙过宽或短路3)焊具开关电缆断线4)焊接方法切换开关设置‘手工焊’2.1.3.2 有弧高频但不引1)忘接母材侧电缆或接触不良2)焊具电缆、母材电缆断线3)钨极母材间距离过大4)电源电压过低(380V±10%为好)2.1.3.3 电弧不稳、引弧困难、断弧 1)钨电极过粗(相对于电流值)气体不流通 2)使用纯钨电极(应用钍钨电极或铈钨极) 3)使用纯氩以外的保护气体 4)气体流量过大 2.1.3.4 送气不良 1)气管中途弯折 2)焊具被脏物堵塞 3)气阀不动作2.1.3.5 气体畅通不止 1) 气管接头处漏气 2)气阀故障2.2 阴极导电棒安全注意事项阴极导电棒设备工作中可能发生的故障及消除方法。
名称故障产生原因消除方法1:重磨轴颈或刮削轴瓦 2:检查润滑情况,清理 油路 1:轴和轴瓦咬住曲轴曲轴的轴承发热导轨发热2:润滑情况不良 3:曲轴与轴瓦间隙太小 3:调整间隙 1:导轨间隙太小2:导轨内润滑不良 3:滑块与导轨咬住1:调松导轨间隙 2:检查润滑情况 3:刮削导轨 滑块连杆1:拧紧锁紧块2:拧紧盖板螺钉,并扳 动球头螺丝,以测松紧 程度连杆与球头螺丝松开,1:锁紧块松动滑块内有响声 2:环行盖板松动踏下脚踏开关时,离合1:工作键的拉力弹簧断裂或太松器不动作。
阴极保护工程技术手册
阴极保护工程技术手册实例应用篇一、钢质管道阴极爱护方法与设计1、钢质管道牺牲阳极阴极爱护:①设计运算:管道表面积运算:S=2πrLS—管道表面积 r —管道半径 L—管道长度管道爱护电流运算:I =S IaI—管道爱护电流S—管道表面积Ia—管道爱护电流密度)阳极输出电流:Ia=△E/RIa—阳极输出电流A △E—阳极有效电位差VR—回路总电阻R阳极数量:N=f.IA/IaN—阳极数量IA—所需爱护电流A Ia—单支阳极输出电流A F—备用系数,取2-3倍阳极使用寿命:T=0.85 W/ωIT —阳极工作寿命a W—阳极净质量,kgω—阳极消耗率kg/(A.a) I—阳极平均输出电流,A②设计、安装说明:1、一样牺牲阳极工程采纳镁合金牺牲阳极,规格通常为22公斤/支,也有采纳14公斤、11公斤、8公斤的规格,一样安装时单支焊接或两支阳极并联为一组安装。
2、假如是并联焊接,相邻阳极组最好分布在管道两侧。
阳极组距管道外壁约2.0m左右,距管道外壁最少不小于300mm;最小埋深部不小于1m。
可依照现场实际情形,按照有关标准规范适当调整阳极位置。
3、假如阳极采纳4支一组,同侧阳极组间距最低不小于2米。
4、阳极钢芯与电缆连接,采纳焊锡灌注,以减少接触电阻,同时应保持连接处的绝缘密封,需包覆环氧树脂玻璃布,然后再采纳热收缩套管,加以密封和绝缘,阳极的钢芯一端阳极端面,须涂环氧树脂,确保该端面不起作用,其他五面要清洁洁净,放入盛有阳极填充料的棉布口袋中。
5、阳极电缆可用10mm2电缆,可用vv-1kv/1x10mm2。
6、牺牲阳极与钢管可采纳铝热焊剂直截了当将阳极电缆焊接于钢管上,安装前,第一在管道防腐层上切割出一个100mm*100mm 的焊接口,或依照焊接施工情形对焊接口大小进行相应调整。
并清理焊接口保持表面干燥和清洁,以保证焊接质量。
焊接完成后采纳补伤片补伤,认真修复焊接处的防腐层,保证该处密封绝缘。
7、阳极安装在阳极坑后进行回填,在回填土中不应含有砖、石等,若坑内较干燥时,应在阳极外的布袋上盖上一层薄土后,向坑内灌水,使阳极布袋内的填料饱和吸满水,然后再回填并夯实,复原地坪。
阴极保护工程技术手册基础知识
阴极保护工程技术手册基础知识一、阴极维护简介:每种金属浸在一定的介质中都有一定的电位,称之为该金属的腐蚀电位〔自然电位〕。
腐蚀电位可表示金属失掉电子的相对难易。
腐蚀电位愈负愈容易失掉电子,我们称失掉电子的部位为阳极区,失掉电子的部位为阴极区。
阳极区由于失掉电子〔如,铁原子失掉电子而变成铁离子溶入土壤〕遭到腐蚀而阴极区失掉电子遭到维护。
阴极维护的原理是给金属补充少量的电子,使被维护金属全体处于电子过剩的形状,使金属外表各点到达同一负电位,金属原子不容易失掉电子而变成离子溶入溶液。
完成这一目的的方法有两种:一种是牺牲阳极阴极维护,一种是外加电流阴极维护。
牺牲阳极阴极维护是将电位更负的金属与被维护金属衔接,并处于同一电解质中,使该金属上的电子转移到被维护金属上去,使整个被维护金属处于一个较负的相反电位下。
此方法普遍运用于维护小型〔电流普通小于1安培〕或处于低土壤电阻率环境下〔土壤电阻率小于100欧姆.米〕的金属结构。
如,城市管网、小型储罐等。
外加电流阴极维护是经过外加直流电源以及辅佐阳极,迫使电流从阳极体经过土壤流向被维护金属,使被维护金属结构电位低于周围环境。
该方式主要用于维护大型或处于高土壤电阻率土壤中的金属结构,如:长输埋地管道,大型罐群等。
二、阴极维护相关定义:1、自然电位:自然电位是金属埋入土壤后,在无外部电流影响时的对地电位。
自然电位随着金属结构的材质、外表状况和土质状况,含水量等要素不同而异,普通有涂层埋地管道的自然电位在-0.4V~0.7V(CSE)之间,在雨季土壤湿润时,自然电位会偏负,普通取平均值-0.55V。
2、维护电位:维护电位是指阴极维护时使金属腐蚀中止时所需求的电位值。
3、维护电流密度:维护电流密度系指被维护构筑物单位面积上所需的维护电流。
4、最小维护电流密度:使金属腐蚀下降到最低水平或中止时所需求的维护电流密度,称作最小维护电流密度,其常用单位为mA/m2表示。
处于土壤中的暴露金属,最小维护电流密度普通取10mA/m2。
维护----管道阴极保护
1 管理内容1.1阴极保护系统投运前的准备:(1)阴极保护系统设施、设备的检查:必须认真检查阴极保护站、恒电位仪、深井阳极、埋地电缆、测试桩等部件的完好、接线正确与否,运行前无障碍因素。
(2)供电系统和电气设备的安全检查:按有关“电气安装规程”检查交流380V/50H电源电缆、防雷、接地装置的完好无损。
(3)管线和绝缘状况检查:检查管线系统本身有否良好的导电性,跨接的电缆是否完好;管线沿线的阀门、仪表井均应有良好的防腐层绝缘。
管线与其它类型管线或金属构筑物不应有“短接”等故障,。
(4)测量仪器及工具、记录表格的准备:应准备好运行时需要的数字万用表、接地电阻测试仪、便携式参比电极、螺丝刀、电笔、老虎钳、保险丝等仪器工具,以及数据记录表格。
1.2 阴极保护系统的运行:(1)准备工作完成后,在图纸资料、数据、表格齐全和有关专业人员到场情况下,可按使用说明书和有关技术要求进行通电运行。
通电后要严密观察恒电位仪电气参数的变化,注意保护电位上升的情况,同时,要防止过保护和超负载运行,按恒电位仪使用说明书要求的程序调节恒电位仪。
(2)操作调试人员须经技术培训和专业人员指导。
经考核合格后方可上岗操作。
非专业人员一律不准擅自操作。
(3)管线极化和测试:通电后、仪器直流送电,通过阳极井体排流,使管线逐渐极化,电位负向偏移,应保持通电点保护电位在0.85~1.2V之间(相对铜/硫酸铜参比电极),记录输出电压、电流、显示电位的数值。
不断根据管线各点保护电位情况进行调试,直至全线达到-0.85V以上。
连续通电极化24小时以上,极化后测量各测试桩的管/地电位,应保证所有埋地金属保护构筑物保护电位在-0.85V以上。
在此前提下,适当调节通电点电位并保证不超过最大允许电位值。
到此阴极保护系统可正式投入运行。
1.3 极保护系统运行后的管理维护:为保证阴极保护系统不间断安全运行,应按管理维护规程完成以下日常管理维护的工作项目。
(1)阴极保护站:保障供电、配送电、接地、防雷、照明设施的完善,建筑物的完整,环境整洁、通风、做好维修备用件的采购和储存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安 装 维 护 手 册
三门三友冶化技术开发有限公司 2010 年 9 月 10 日
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
永久不锈钢阴极板安装维护手册 一、安装:
准备: 安装工具:橡皮榔头、美工刀 安装材料:绝缘胶带、夹边条(夹紧圆棒) 安装母体:永久不锈钢阴极板
清洗: 安装前对阴极板板面进行清洗或擦拭,具体视现场情况而定。保 证板面清洁即可
装绝缘胶带: 根据安装尺寸需要将绝缘胶带均匀、对称的贴在阴极板上。粘贴 过程中避免出现气泡和褶皱的情况出现。
装夹条: 取一条夹边条,一手将夹口平直的对准阴极板的边缘,对准后另 一手以榔头均匀敲击夹边条,使整条夹边条固定在阴极板上。
表面光洁度是影响剥片性能的关键因素,初始的 2B 光洁度提供 了足够的粘结性能,使阴极可以在电解车间内安全运输,且可以很容 易地用永久不锈钢阴极板剥片机组剥离。只有在难以用正常方式剥铜 时,才应该考虑对阴极板抛光,以恢复其表面条件。总体原则是,不 能机械剥离但是能手动剥离的阴极板不需要进行表面修整。一些阴极 板不能机械剥离的原因是铜沉积层太薄,而不是由于表面条件差。如 果铜沉积层薄,而非阴极板上铜弯曲(剪切),铜就会随不锈钢板一起 移动。阳极老化、电极几何形状维护差、电流分布差以及电流密度高 都会造成阴极物理质量差,可能需要尽早剥片。
如果有局部脱离,可直接将夹边条敲击回原位即可恢复使用效 果。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
维护与保养 阴极板的平整度和垂直度对保持电流的均匀分布及电流效率作
用极为重要。未垂直悬挂的阴极板会导致电流分布不均,从而造成进 一步的短路和阴极质量问题。如果没有正确校直。这些阴极板就会损 坏明显。
板面受外力撞击 1、板面校平 面要求见
变形
2、调垂直度
附件
对划痕进行打磨、 3 阴极板 板面受外力刮擦
抛光
V型槽破损
修复V型槽或送厂 家修复
四、附件
不锈钢阴极板技术标准: 平直度: < +/- 5.5 mm 板面下部:< +/- 5.5 mm 板面中间:< +/- 4 mm 板面上部:< +/- 3 mm
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
SYA
SYB
SYC
SY1
SY2
SY3
SY4
SY5
SY6
SY7
SY8
SY9
正确的抛光方法至为重要。阴极板应采用合适的抛光介质进行抛 光,且应安放在正确的设备上,并以建议的速度进行操作。只有表面 受损的区域才应进行抛光。抛光过度通常会引起电极的预剥离,造成 电解车间严重的安全事故.以及电流分布的变化。如果在速度太高的 设备上进行抛光,阴极板就有擦伤的可能.从而导致不锈钢板的裂隙 腐蚀。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
三、阴极板保养维护表
序号 名称 1 夹边条
内容 局部脱离 损坏、掉落
处理方法 以榔头敲击复原
重新装夹边条
备注
2 导电棒 触点残留污垢
去除污垢
装夹紧圆棒: 将圆棒敲入夹边条圆弧卡槽内,圆棒应在近导电棒侧露出,方便 拆卸。
® SY
三 友 三门三友冶化技术开发有限公司 Sanmen Sanyou Metallurgy & Chemical Technologies Co., Ltd.
圆棒露头 拆卸:
经过一定的使用周期,夹边条受到外界影响出现局部脱离或者损 坏而影响生产时,必须对其进行拆卸,其操作顺序与安装时相反。