解析轴承套圈精锻工艺与模具设计
轴承锻造的工艺设计

轴承锻造的工艺设计
轴承锻造的工艺设计包括以下几个方面:
1. 材料选择:选择合适的材料,通常为钢材或钢合金。
要考虑到材料的强度、韧性和耐磨性等特性。
2. 设计模具:根据轴承的尺寸和形状设计模具,模具的设计应考虑到轴承的结构特点和生产的批量等因素。
3. 预热处理:在锻造之前,对材料进行预热处理,以提高材料的可锻性和精度。
4. 锻压:将预热处理后的材料放入模具中,进行锻压。
通过锤击或横挤等方式,使材料产生塑性变形,形成轴承的初步形状。
5. 热处理:对锻造后的轴承进行热处理,以改善其组织结构和性能。
常用的热处理方法包括淬火和回火等。
6. 机加工和表面处理:对热处理后的轴承进行机加工,如车削、铣削、磨削等。
同时,还需进行表面处理,如镀铬、抛光等,以提高轴承的表面光洁度和耐磨性。
7. 检验和质量控制:对最终产品进行检验,包括尺寸、硬度、强度等指标的检测。
同时,建立质量控制体系,确保产品的质量。
总体来说,轴承锻造的工艺设计应根据轴承的设计要求和生产条件等因素进行综合考虑,以保证产品的性能和质量。
轴承套圈加工工艺方法及特点

轴承套圈加工工艺方法及特点对于轴承套的加工工序来说,我们常见的就有两种方法:一种是集中工序,另一种是分散工序。
一、轴承套圈加工的集中工序轴承套圈集中工序只用了一道工序就可完成一个或几个套圈的车削加工。
集中工序的特点:(1)一次装夹循环中能完成大部分或全部车削工序,减少了套圈装夹定位误差和装夹定位辅助时间,提高了套圈各表面间的位置和尺寸精度,提高了生产率。
若是成批生产的中、小型套圈在多轴自动车床上一次可车出2~3个。
(2)缩短了工艺流程,减少了中间贮存、装卸、运输环节,便于生产管理;减少了机床设备和工具量。
(3)有利于实现自动化和大批量生产,缩短了生产周期,降低了生产成本。
但同时对车床、刀具、夹具和辅助工具等工艺装备和工件毛坯均有较高的要求。
例如要求毛坯留量少且尺寸有较高精度,对金相组织和硬度等表面质量也要求较严格;要求车床有较大的功率、刚性和较高的加工精度及自动化程度,常采用多刀、多工步、多工位的多轴半自动机和自动机床,一般对大批量生产宜采用多轴自动机床,对中、小批量和加工型号多变的宜采用多刀半自动车床;工艺装备的种类和数量多,专用性强、更换型号麻烦,调整困难且费时,工人的技术水平要求较高,需要合理的生产组织管理。
二、轴承套圈加工的分散工序轴承套圈分散工序要分几次装夹才能完成-一个套圈的车削加工。
分散工序的特点:(1)适合于中、大型电机SKF轴承座的安装小批及单件生产。
容易组织生产,车床、工夹具简单经济,便于更换轴承型号,成本低。
若单机连成自动线, 亦适合大批量生产。
(2)可以采用刚性好、功率大的高效专用车床来加工,便于选取最佳的工艺参数,可用高速大走刀切削,提高了加工效率。
(3)对单机可以实现自动上下料、自动走刀和自动测量,机床容易操作,对工人要求技术不高。
(4)对套圈毛坯要求不高,各类形式、大小、国产轴承与进口轴承的新旧代号尺寸规格参数对照表(一百六十一)精度批量不一的毛坯都能适应。
但“分散工序"工序多而工艺路线长,加工时间和工序间停贮、运输、检查装卸等时间长,-个套圈需经多机、多工序、多次装夹定位、多人操作和检查,定位误差大、加工精度差。
浅谈轴承套圈锻造工艺基本设计原则与优化
越高 , 提高 了对 前道工序 的质量要 求 , 增加 了消耗 , 因此扩孔 比的取值不可 能无 限小 , 一 般轴承 套 圈锻 造规格 、 规 范及生 产实 际经验要 求扩 孔 比的取值范 围在
1 . 2 - 1 . 6较为合 适 。 ②压 平量 的取值 越大 , 涨 孔压平 后的 毛坯表 面形成 的 外观 缺 陷影 响较大 , 要 求适 当大 的扩 孔 比进行 充分辗 扩消 除缺 陷, 压 平量的 取值越
子轴 承的 内圈 , 其 方法 完全相 同, 只是 最后 省去 了整 径工序 。
包 括半 公差) 。 ③扩 孔 比和压平 量的 共同取值 , 既要分别 符合 上述要 求 , 相互 取 值 的分布 应符 合 线性 同比分布 这一 规律 。
2 . 轴 承套 圈锻 造工 艺的 基本设 计 原则 轴 承套 圈锻 造工艺 的设 计有 三项基 本 原则 。 第 一条是 重量 不变原 则 。 它 是说参 与锻 造的锻 件应重量 相等 。 这 一原则 不 但需要 考虑 锻件 的重量 在经 过煅烧 后的 平均损 失情况 , 即考 虑火 耗 、 锻件余量 及尺寸 公差的 实际状 况、 合理 配置重量 等 , 而且还要考 虑到锻件 在煅烧 过程 中, 因为 温度 不同 , 而对 锻件 尺寸造 成的影 响 , 以便 能够准确 设计 出不 同状 态下 的
度在 7 0 0 5 2 以上 的 , 不得堆积 摆放 。 以 圆锥 滚子轴 承套圈 的锻造 为例 来探析 我国
轴承套 圈锻 造工 艺 的现状 。
小, 对 涨孔压 平后 毛坯表 面形成 的外观 缺陷影 响较小 , 因此 较小 的扩孔 比辗 扩
即能消 除 , 但 是 比较小的压 平量 不足 以消除套 切形成 的两端 平面缺 陷 , 也达 不
轴承套圈锻造工艺研究

轴承套圈锻造工艺研究轴承套圈的锻造是机械锻造中一个核心课题,文章对此展开论述,首先对轴承套圈锻造工艺现状进行简介,接着阐述轴承套圈锻造工艺的基本设计原则,在此基础上结合轴承套圈锻造工艺本身的特殊性,从建立产品及锻造工艺模型以及套圈锻造工艺的优化设计等方面进行深入的阐述。
标签:轴承套圈;锻造工艺;优化设计引言轴承套圈的锻造是机械锻造中比较典型的一类加工。
轴承套圈指的是环形且有着多个滚道结构的向心轴承。
轴承在机械制造等领域的应用十分广泛。
其在结构上的优势是装拆过程十分简易、轴向不会发生改变、且轴向的位置能够轻易被调整。
轴承套圈结合具体的结构,也可以细分成不少类型,例如圆锥内圈与外圈、双滚道内外圈等等。
在机械锻造领域,对于轴承套圈锻造工艺的经验总结和方法优化是一个核心课题,掌握好轴承套圈锻造的工艺,一方面能够降低加工的支出成本,另一方面也能够保证套圈产品的质量,具有比较好的理论价值和实践意义。
1 轴承套圈锻造工艺概述轴承套圈是一种应用非常广泛的机械部件,一个轴承套圈锻件成品一般都要经过多道次的毛坯逐点逐步锻造变形而获得,其具体的制造可以细分成四个步骤:粗模的锻造、锻件的热处理、在电脑监控下进行精确磨削、标志的添加。
文章关注的重点是其在锻造的时候所采用的工艺。
在零件的锻造中,如果由于工艺的不完善而导致的过烧、过热等情况发生,便会显著影响到轴承本身的强度和质量。
因此一定要在锻造过程的全程中严格实时控制锻造环境的温度、循环加热等参数,尤其是一些体积相对较大的轴承品种,如果成品的温度超过了七百摄氏度,严禁以堆积的方式进行码放。
文章的阐述均以圆锥滚子轴承套圈为例。
此类轴承的锻造大部分使用的是单挤工艺,尤其是对一些体积偏大的轴承而言,应把锻造原料进行加热,并通过挤压使其基本成形,然后通过切芯扩孔,进行外径和内径的调整,形成轴承。
2 轴承套圈锻造工艺原则(1)重量守恒。
指的是所有锻造的锻件在质量方面要完全相同。
这个准则一方面应该考虑参与锻造的锻件在煅烧工序之后的材料损失,包括火耗、尺寸公差等因素,另一方面还应顾及参与锻造的锻件在工序中,由于温度的变化,导致锻件本身的大小受到影响,只有严格控制以上的因素,才能够作出隔阂的轴承套圈锻造产品。
轴承内外圈套锻工艺研究

摘要锻造工业是一个国家的重要产业,套锻工艺的发展无时不刻都在影响着国家经济的发展,人类的进步离不开套锻工艺的发展。
在全球经济发展的大环境下,中国各个行业被其他国家的先进技术影响的同时,越来越多的外国企业和品牌传播到中国已经成为现实。
在新的市场需求的推动下,对轴承内外圈套锻工艺进行改良和优化是当务之急。
生产轴承内外圈套锻工艺的企业,必须充分考虑到在轴承内外圈套锻工艺运行中可能出现的问题,尽量使轴承内外圈套锻工艺的自动化程度越高越好,从而来保证轴承的传动精度,特别是针对圆锥滚子轴承,国内轴承内外圈套锻工艺的研发及制造要与全球号召的高效、精度高等主题保持一致。
套锻工艺是通过一次对轴承毛坯进行加热同时生产出两个套圈,本文就轴承的内外圈套锻工艺进行了设计,通过阐述了套锻工艺的发展现状以及工艺流程,最后设计出针对圆锥滚子轴承的套锻模具。
关键词:套锻轴承内外圈制造模具Abstract:This graduation design is the optimization design of driving roller conveyor, first on the driving roller type conveyer is summarized; then analyzed the selection principle and calculating method of driving roller conveyor; then calculated based on these design criteria and abase is designed; then checked on the main parts selected conveyor. Is the drive roller conveyor consists of four main parts: driving device, tension device, middle rack, and the moving part. Finally, a simple description of the installation and maintenance of transport. At present, the drive roller conveyor is moving towards long distance, high speed, low friction direction, air cushion conveyor in recent years is one of the. the motion trajectory when the diagonal curve is slanting line do the walking motion, robot. The miniature walking robot is mainly driven by DC servo motor, so as to drive the leg action driven synchronous belt wheel by a crank and rocker mechanism.In the design, driving roller type conveyer manufacture and application, at present our country compared with foreign advanced level there are still large gaps, domestic in the design and manufacture of driving .This design is the optimization design of driving roller conveyor.Keywords:Driving roller Crankshaft Processing craft Significance目录1 绪论 (1)1.1课题的来源与研究的目的和意义 (7)1.2本课题研究的内容 (10)1.3研究的意义 (10)2 轴承内外圈套锻工艺总体结构的设计 .......... 错误!未定义书签。
轴承套圈生产工艺
轴承套圈生产工艺轴承套圈是用于支撑轴承内部机械装置的关键零部件,生产工艺的优劣直接影响到轴承套圈的质量和使用寿命。
下面将介绍一种常见的轴承套圈生产工艺。
该生产工艺包括以下几个步骤:1. 原材料准备:选取合格的轴承套圈材料,通常采用高硬度、高强度的金属材料,如碳钢或不锈钢。
原材料经过检验合格后,按照规定的尺寸和重量进行切割,准备用于下一步的冲压。
2. 冲压成型:使用冲床将切割好的原材料进行冲压成型,根据轴承套圈的外形和尺寸要求,通过冲模将金属材料冲压成圆形或其他形状。
冲床具有较大的压力,能够使原材料迅速变形,得到所需的形状。
3. 精密加工:冲压成型后的轴承套圈仍然存在一些不规则形状或粗糙表面,需要进行进一步的精密加工。
通常使用车床、铣床等机床进行切削、磨削等加工工艺,使轴承套圈表面光滑、尺寸精确。
4. 热处理:为了提高轴承套圈的机械性能,通常会进行热处理。
热处理包括淬火和回火两个步骤。
淬火可以增加轴承套圈的硬度和强度,回火可以减少内部应力,提高韧性和耐磨性。
5. 表面处理:轴承套圈的表面一般需要进行镀铬或镀锌等处理,以提高其耐腐蚀性能和光洁度。
镀铬或镀锌可以形成一层保护膜,防止轴承套圈与外界环境接触,延长其使用寿命。
6. 检验和包装:经过上述工艺后,轴承套圈需要进行质量检验。
检验包括尺寸、外观、硬度等方面的测试,只有合格的轴承套圈才能被包装和出厂销售。
检验合格的轴承套圈装入合适的包装箱中,以防止在运输过程中损坏。
上述工艺是一种常见的轴承套圈生产工艺,不同厂家和不同轴承套圈类型可能会有一些差异。
通过严格控制每个生产步骤的质量和工艺参数,可以保证轴承套圈的质量和性能,满足用户需求。
轴承套圈锻件加工工艺

轴承套圈锻件加工工艺轴承套圈锻件是一种常见的机械零件,通常用于支撑或引导旋转轴,起到支撑,定位和传递运动的作用。
在轴承套圈锻件加工工艺中,一些关键的工艺流程必须被重视和掌握。
以下是关于轴承套圈锻件加工的详细流程,以便更好地理解。
第一步,材料选择。
轴承套圈锻件通常由大量的金属材料制成。
常见的材料类型包括钢、铜、铝和钛等。
选择合适的材料可以大大提高轴承套圈锻件的机械强度和耐用性。
第二步,坯料的制备。
在轴承套圈锻件的制造过程中,坯料的制备非常重要。
其一种常见的方法是通过热镦,先制造出一根粗坯。
然后再通过热成形将其加工成所需的轴承套圈锻件。
第三步,火焰切割。
一旦坯料经过镦粗后,需要进行火焰切割。
这项工艺可以将较大的坯料切割成所需的形状和大小,为下一步的冷成形做好准备。
第四步,冷锻成形。
在这个阶段,坯料被夹在工艺模具中进行成型。
轴承套圈锻件的形状和尺寸可通过调整模具的设计来获得。
活塞冷锻机或连续式冷锻机都可以用于这一步骤。
第五步,热处理。
热处理是将铸件或锻件施加热力,使其加热到一个特定温度下,然后在适当的温度保温一段时间并于冷却,目的是通过改变其结构来提高其物理性质和力学性质的过程。
由于轴承套圈锻件的应用场景要求其具备相当的机械强度,因此对于这一步骤需要格外重视。
第六步,机械加工。
热处理后的轴承套圈锻件需要进行机械加工,以获得更高的精度和表面光滑度。
常用的机械加工设备包括车床、铣床、钻床和磨床等。
第七步,质量检测。
为了保证轴承套圈锻件的质量和安全性,必须对其进行质量检测。
这些包括尺寸检查、表面瑕疵的检查、硬度测试和耐蚀性测试等。
总之,轴承套圈锻件加工工艺复杂,需要经验丰富的专业技术人员才能操作,勤奋的工人和高性能的机械设备。
通过严格的质量控制,可确保轴承套圈锻件具有良好的耐用性和长期的稳定性。
汽车轮毂轴承套圈冷挤压工艺及模具设计
泼矫蓬为饲,冷挤雁模其王傅过程如下:蓄先 将模具的上、下模座1和5固定在液压机的卜下工 作台上,将顶料垫块14的上端镎遂鹫摸俸8的巾心 孔内,凹模体8固定在支承座7上,上下模座通过 导柱导套导向后固定在一起,以防时受力不均出现 偏心载荷,然后用锁薷潦母11润4分剥镆紧装有冲 头9的法兰体10和上模座1、支承座7和下模座5, 将外豳坯料效入登模内,设定液压撬的下作行程, 开始挤压作业。
本文采用有机高分子水溶液润滑剂代替磷酸盐 万方数据
一皂化对轮毂轴承套圈坯料进行成批润滑[2],具有 无毒、无臭、无腐蚀、易清洗、成本低和操作简单 等优点。润滑剂丰要成分为:羧甲基纤维素、石丰油、 石墨粉和干净的自来水等。在挤压前将坯料浸涂这 种润滑剂,然后烘干就可用于挤压。实验表明挤压 后零件表面粗糙度与变形力大小均与原用磷酸盐 皂化处理润滑时差不多,尺寸也比较稳定。
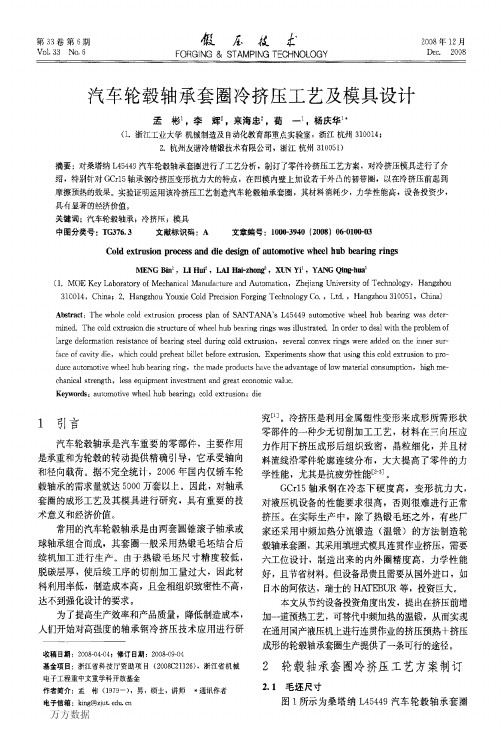
毛坯和挤压件,材料为GCrl5轴承钢。
7///
/乃
////,
呻
“
n∞
口;
≮面
e
ee
乡多夕
//,,/
—\/、
内圈毛坯
内围拼址件
外圈毛坯
外豳挤雎件
图1 L45449汽车轮毂轴承内外圈毛坯和挤压件图 Fig.1 Billets and extrusion parts drawing of L45449
automotive wheel hub bearing rings
凹模体选用耐冲击的钢结硬质合金或高速钢材 料,熬处理硬度为68472 HRC,硬度过裹模具容 易开裂,硬度太低则容易磨损。注意对凹模进行热 处理时,需将冀碳化物偏析控制在2级以内,以提 高模具使用寿命。冲头选用日本的SKDll或者圜产 的65Nb钢材并进行预置硬度复合处理工艺.酋先 把冲头整体餮凄控裁在55~58 HRC之闻进行预爱 淬透,然后经机加工后进行灰光离子氮化处理将其 硬度接裁在65 HRC左右,使葵表瑟吴蠢意硬瘦磊 内部舆有足够的韧性¨],实践{正明用这种工艺制作 的冲头耐用性好,可满足规模生产的需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
解析轴承套圈精锻工艺与模具设计
摘要:随着我国经济的不断发展,加工制造业也取得了较快的发展,许多新型的技术不断的应用到工件加工中,轴承套圈是一种比较常见的机械工件,保障其生产的质量和效率是一项非常重要的内容。
文章主要对轴承套圈精锻工艺以及模具的设计进行探讨分析,以此来保障材料的利用率以及生产的效率,促进该行业健康快速的发展。
关键词:轴承套圈;精锻工艺;模具设计
轴承是机械行业当中应用最为广泛的标准工件之一,所以对于轴承套圈成形工艺以及模具的设计进行探讨研究是非常重要的,其能够保障产品的质量,提升轴承套圈加工工艺的水平,对于提升轴承工件的质量,以及提高材料的利用率有着非常重要的意义,其能够最大限度的降低投入的成本,提供企业的效益。
1 轴承套圈工件加工中存在的问题
在进行轴承套圈加工的时候,对于零件成形的精确度的要求是非常高的,另外,通常情况下是进行批量生产的,其在加工的过程中通常会出现比较多的情况。
使用传统的加工工艺,所采用的加工工序比较的繁杂,若是进行批量的生产,就会影响到其加工的效率,不利于其经济效益的提升。
在轴承套圈加工的过程中,对于零件加工的精确度有一定的要求,若是达不到相关规定的要求,就会造成不合格产品的出现。
所以在进行轴承套圈工件加工的过程中,应该根据该零件本身的特点,设计出科学合理的模具,这样就可以使工件在加工的过程中更加的方便、快捷,并且还能够很大程度上保障加工工件的精确性,提升工件加工的质量和效率,促进经济效益的有效提升。
轴承套圈工件的加工相对是一个比较复杂的加工过程,为了保障轴承套圈在生产加工过程中的稳定性,就需要采用精锻工艺对其进行加工,传统的加工工艺所需要的操作人员的数量是比较多的,相应的生产周期也比较长,这样很大程度上就会影响到工件加工的效率,并且在工件加工的过程中成本投入也比较高,这样就不利用工件批量化生产的过程,影响了企业的经济效益的提升,已经不能够适应当前时代发展的需求。
所以,为了提升轴承套圈工件加工的效率和质量,就需要设计出一套科学合理的模具,以此来提升工件加工效率的有效提升,保障工件加工的质量,提升材料的利用率,以此来保障加工企业效益的提升。
2 轴承套圈精锻工艺和模具分析
为了保障加工轴承套圈的过程中,提升材料的利用率、生产的效率以及产品加工的质量等问题,进而研制了轴承套圈精锻模具,并且针对工件加工的特点制定了相关的精锻工艺,以此来保障产品生产加工的质量和效率,保障其能够达到最佳的效益。
2.1 模具的结构
轴承套圈加工的过程中,使用模具能够有效的提升加工的效率,并且对于加工的质量有很高的保障,轴承套圈的模具主要的是采用导柱导套导向的措施,为了保障其凹模能够得到一定的保障,就需要对其受力的状况进行相应的改善,提升凹模的承载能力。
可以通过在凹模外面加设预应力圈的方式,提升其强度。
此外,可以利用压圈,将其有效的固定在下模座上,从而保障各个零件得到良好的定位和固定,在使用模具进行轴承套圈加工的过程中,应该主要采用压力板和分散锻造时候会受到比较大的压力。
2.2 精锻模具的设计
模具的设计主要的包含了:模架设计以及工作部分的设计,其中模架是模具安装的基础,同时其还是承受比较大载荷、传递压力的重要的组件,其实精锻模具重要的组成部分,模架不仅应该具有一定的轻度,同时还应该具有足够的刚性和比较好的精度。
此外还要保障其能够便于更换,操作时的安全可靠性,坯料和精锻工件方便进出,便于机械化操作。
工作部分设计主要的反挤压冲头、正挤压冲头、反挤压凹模、正挤压凹模、组合凹模的应用和计算等部位的设计,其实保障模具能够正常运作的组成部分,在进行设计的过程中,应该根据加工工件的特点,有针对的进行科学合理的设计,以便于其能够达到最佳的加工效果,促进工件加工效率和质量的提升,保障加工企业的整体效益。
2.3 模具的工作过程
首先,需要对坯料进行定位。
在工件锻造之前,需要将坯料放置在凹模的顶料器上面,利用凹模的模腔对相应的坯料进行有效的定位。
其次,在锻件成形的过程,相应的滑块下行,会推动上凸模和坯料进行接触,同时,模具的橡皮圈就会被压缩,当压力机滑块到达设置的下死点位置时,锻件就完成了成形的过程。
再次,锻件出模的过程中,滑块会带动上模上行,消除对应的锻压变形力,由橡皮产生的恢复力,推动卸料板,利用刮料器将留在上凸模上的锻件卸下,之后压力机顶料装置就会退订顶料板,由顶杆将相应的锻件顶出凹模的空腔,从而也就完成了锻件加工的过程。
2.4 模具的结构特点分析
模具的结构特点主要包含了以下几个方面的内容:首先,坯料的定位具有高速型和准确性,并且其操作相对简单方便,在进行锻造的过程中,只需要将坯料放置于凹模空腔内抬起的顶料器上,由相应的凹模模腔进行定位即可。
其次,模具通常采用梅花瓣形的顶板,而由于加工的工件属于双杯形件,在出模时必须的从锻件侧壁顶出,这样,可以有效减少顶杆对于相应的压力板和压圈强度的消弱。
因此使用梅花瓣形顶板时,可以通过放在顶板上的三根顶杆,将成形的锻件顶出凹模,保障了其合理性。
再次,其在卸料的过程中是采用弹性的方法,利用锻造的过程中被压缩橡皮的弹性恢复力,推动卸料版将相应的锻件卸下,此卸料的方式简单、方便,并且还是自动的完成,在加工生产工件的过程中更加的方便。
2.5 轴承套圈精锻工艺流程
在对于工件进行加工的过程当中,精锻工艺的主要的流程如下:下料→镦扁→退火→酸洗、磷化和皂化→精锻→冲底和整形。
此工艺精锻的过程是一次成形的,锻件会经过简单的后续冲孔和整形,这样就能够直接的使用,其还能有效的解决了原热锻毛坯工艺尺寸精度低、脱碳层厚以及后续加工余量大等缺陷,从而有效的提升了材料的利用率,降低了生产过程中成本的投入,从而能够提升加工企业的经济效益。
3 轴承套圈精锻工艺应用需要注意的问题
首先,要保障轴承钢退火软化处理后,达到相关的球化要求,保证锻件的质量。
如果在锻件退火过程中操作不当,就会在一定程度上影响材料的塑性和强度,在锻造的过程中,比较容易产生裂纹。
其次,在进行凹、凸模处理时,应该将碳化物偏析控制在二级以内,从而保障模具的使用寿命。
再次,在轴承钢退火软化后,需要对其进行表面处理,在酸洗过程中,必须保障氧化皮得到彻底的去除,一旦出现残留,会导致锻压力升高,同时由于氧化皮非常的锐利,这样就比较容易对模具造成移动程度的损坏,从而也就会降低模具的使用寿命。
4 结语
在进行轴承套圈加工的过程中,使用精锻加工工艺,能够有效的提升材料的利用率,使生产效率得到很大程度的提升,并且还能够保障工件加工的质量,促进加工企业效益的提升。
参考文献:
[1] 孟彬,李辉,来海忠,等.汽车轮毂轴承套圈冷挤压工艺及模具设计[J].锻压技术,2008,(4):157-162.
[2] 陈丰,魏宝丽,夏显明.直齿圆柱齿轮精锻成形工艺和模具设计的研究现状[J].科技信息2009,(2):64-71.
[3] 王德俊.轴承套圈冷挤压工艺及模具[J].轴承,2011,(8):102-107.
[4] 叶俊勇,余初和.LD钢模具性能及热处理工艺探讨[J].模具制造,2010,(5):312-315.
[5] 耿道森,刘承丽.轴承套圈锻造工艺优化设计的研究[J].安徽水利水电职业技术学院学报,2008,(6):245-247.
[6] 刘洁,王德俊.轴承套圈冷挤压模具加工工艺试验研究[J].轴承,2007,(2):57-61.。