轧机辊缝自动控制的设计与应用
最优辊型技术的开发和应用
第42卷 第10期 2007年10月钢铁Ir on and Steel Vol .42,No .10Oct ober 2007最优辊型技术的开发和应用连家创1, 戚向东1, 岳晓丽1, 杨自行2, 王佑林3(1.燕山大学轧机研究所,河北秦皇岛066004; 2.中国冶金科工集团公司,北京100081;3.唐山国丰钢铁有限公司热轧厂,河北唐山063300)摘 要:以唐山国丰1450热连轧机精轧机组为研究对象,提出了一种轴向移动可变辊缝凸度并可变辊缝形状的轧辊辊型和与其相配合的支承辊辊型的最优辊型设计方法,经生产考核,达到了带钢出口厚度1.2~2.5mm,平直度偏差±18I .U 的技术指标,取得带钢平直度控制的良好效果。
关键词:可变凸度和形状;辊型优化;板形中图分类号:TG333.2 文献标识码:A 文章编号:04492749X (2007)1020060204Develop ment and Appli cati on of Opti m i zedShape Roll Technology(OSRT)L I A N J ia 2chuang 1, Q I Xiang 2dong 1, Y UE Xiao 2li 1, Y ANG Zi 2xing 2, WANG You 2lin3(1.RollingM ill Research I nstitute,Yanshan University,Q inhuangdao 066004,Hebei,China; 2.China Metallurgical Gr oup Cor p.,Beijing 100081,China; 3.Tangshan Guofeng Steel Co .,L td .,Tangshan 063300,Hebei,China )Abstract:OSRT (Op ti m ized Shaped Roll Technol ogy )is based on t w o Chinese patents,one is VCS W ,another is VCS B.This technique is used successfully on finish stands of Tangshan Guofeng 1450hot stri p m ill .The p r oducts meet 18I .U.qualificati on of stri p flatness with stri p thickness in the range of 1.222.5mm.Key words:variable cr own and shape;shape r oll op ti m izati on;stri pe shape作者简介:连家创(19332),男,大学本科,教授; E 2ma il :Jchlian@ysu .edu .cn; 修订日期:2007203202 板带轧机轧辊的辊型对于板带产品的板凸度和板形有着十分重要的意义。
液压辊缝调节系统的应用
时利用阀台的节 流控 制功 能实现辊缝调节的精度控制 ,达到节 时增产 、增效 的目的。 关键词 :液压马达 ;节流控制 ;辊缝调节
中图分类号 :T G 3 3 3 文献标 识码 :B
以前 大部分 轧钢 车 间在线 辊缝 调节 都是 靠 人工 完成 ,
作业效 率较低 。随着现代 工业及科学 技术 的迅 速发展 ,液
立柱上 配有两套旋 向相反 的丝杠螺母 副 ,轧 机上 四件 辊箱 分别与 四件螺母 固定连接 。当液压 马达分别通 过蜗轮 蜗杆
( 2 ) 极 大降低轧 钢工劳动 强度 ,改造 后辊缝 调节时 只需
点动按钮即可完成 ; ( 3 ) 辊缝调节时间减少 ,增产增效 。
目前 ,已经将 液压辊 缝调 节应 用 到车 间生产 实践 中,
压 系统 得到普遍应 用 。通过 对棒材 轧机加装 液压 马达 以及
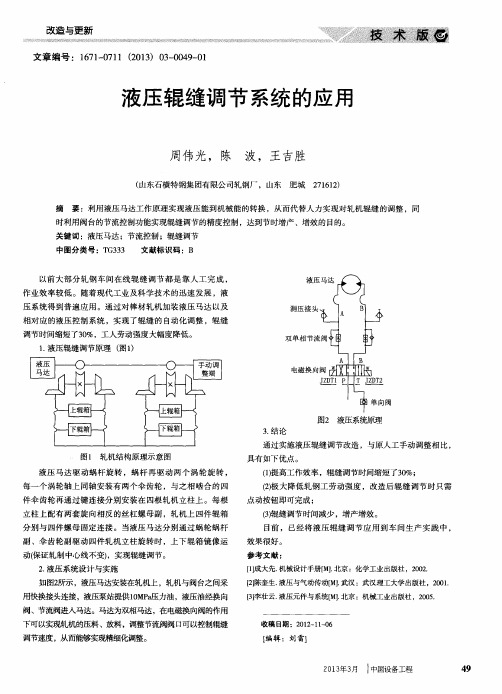
相对应 的液压控制 系统 ,实现 了辊缝 的 自动 化调整 ,辊缝 调节时间缩短了3 0 %,工人劳动强度大幅度降低。 1 . 液压 辊缝 调节原理 ( 图1 )
阀
图2 液压 系统原理
3 . 结论
通过实施液压辊缝调节改 造 ,与原 人工 手动调整相 比 ,
图 1 轧机 结 构 原 理 示 意 图
具有如下优点。
液压 马达 驱动 蜗杆旋 转 ,蜗杆 再驱 动 两个 涡轮 旋转 ,
( 1 ) 提高工作效率 ,辊缝调节时间缩短 了3 0 %;
每一个 涡轮轴上 同轴安装 有两个伞齿 轮 ,与 之相 啮合 的 四 件伞齿 轮再通过键 连接分别 安装在 四根轧机立 柱上 。每根
收稿 E l 期 :2 0 1 2 — 1 1 — 0 6
辑 :刘雷】
首钢长钢H型钢厂万能轧机液压伺服系统辊缝控制技术的研究与应用
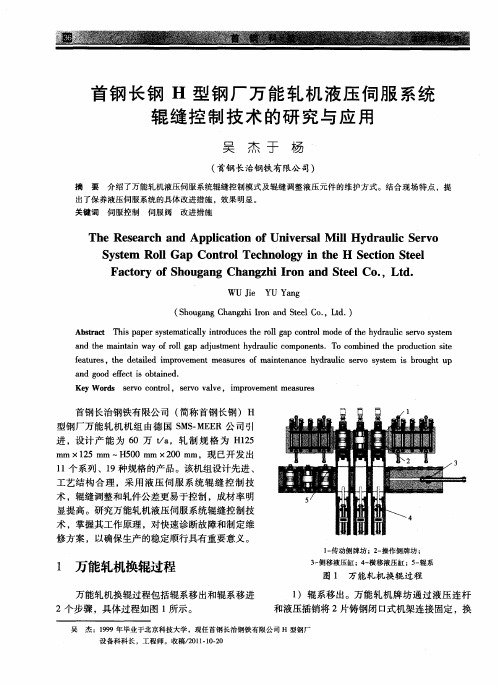
图 3 调整缸 的控 制过程 示意 图
万能轧机 液 压伺 服 系统辊 缝 控制 是现 代万 能 轧机 的核心技 术 ,系统 由 H C ( 压辊 缝 控 制 ) G 液 系统 和 A C ( G 自动辊缝 控制 ) 系统组 成 。万 能轧
机液压伺 服系统辊缝 控制原理如 图 2所 示 。
2 )辊 系 移 进 。 与 辊 系 移 出 步 骤 相 反 ,P C L ( 编程 序控 制器 )执行 装 辊程序 。 可
Th s a c n p ia i n o ie s lM i d a l e v e Re e r h a d Ap l t fUn v r a l Hy r u i S r o c o l c S se Ro lGa n r lTe h oo y i h S ci n S e l y t m l p Co to c n lg n t e H e t te o
至最大值。压力传感器的检测信号传送到压力控
制器 ,对 液压 缸进行 轧 制力 闭环控 制 ,同 时位 移
检测信号和压力检测信号也进入 A C系统 ,进 G 行 机 架变形 量计 算 ,从 而实现 对辊 缝开 度 的动 态
补偿 。
会根据反馈信号进行 自动分析,对辊缝开度进行 适 量 调 整 ,再 控 制 H C 系统 做 出相 应 的变 动 。 G
动 ,使辊缝减小到设定值 ,同时将两侧的调整缸
的位 移变 化量 进行 比较 , 自动 微调 ,消 除辊缝 倾
1422精轧机组工作辊辊型配置研究应用

基 本都 在 负 区间 , 而 轧制 品种 钢计 划时 , 为保 证 板 形 稳定 , 在 模 型 中对 F 1~F 3机 架 正 窜 最 大位 置 按 +6 0 mm 进 行 了 限定 , 使得 F l~F 3机 架 窜 辊
(+6 0~ + 9 5 ) m m 的位 置 未 能 使 用 , 即 造成 机 组
・
・
梅 山科技
2 0 1 3年第 3期
1 4 2 2精 轧 机 组工 作 辊 辊 型 配置 研 究应 用
李欣 波 方 少华 卞 皓
2 1 0 0 3 9 )
( 梅 山钢铁 公 司热轧 板 厂 南京
摘
要: 针 对梅 钢 1 4 2 2 m m 热连轧 机 组板 形控 制 能 力不 足 , 冷 轧材 计 划 末期 带钢 凸度 不
性, 由图 2可知 轧件 厚度 小 于 6 mm 时 , 材 料 的横
以完 成平 直度 控 制 , 亦 即 实 现上 游 机 架 凸 度 控 制 +下 游机 架 平 直 度 控 制 的 策 略 。上 游 机 架 在 F 3
达到比例凸度 目标值 , 在后续下游机架以平直度 控制为主 , 保持相邻机架 比例凸度相等 , 均等于比
易 出现 边部 反翘 现象 , 冷 轧后 造成 “ 起筋 ” 缺陷。 2 ) 由于 轧制 冷轧 材 时 , F 1~F 3机 架窜 辊 位 置
上述 因素造 成 的辊 缝 形 状 的 变 化 , 需 要 预 先将 轧 辊磨 削 成一定 的原 始 形 状 , 使 轧 辊 在 受 力 和 受热
轧制时 , 仍能保持相对理想的辊缝 , 从而保证带钢 板 形质 量 j 。原 始 辊 型 的设 计 目的就 是 在 配 合
计 划带钢 凸度 情 况
轧机辊缝调整原理
轧机辊缝调整原理
轧机辊缝调整原理是指在轧机生产过程中,通过调整辊缝的宽度和位置,实现对轧制金属板材的控制变形。
调整轧机辊缝的目的是为了获得所需的板材厚度,同时确保板材的均匀性和质量。
轧机辊缝的调整原理主要有以下几点:
1. 调整辊缝宽度:通过改变辊缝的宽度,可以控制轧制板材的厚度。
辊缝越小,轧制板材越薄,反之亦然。
调整辊缝宽度通常是通过机械手动或电动调节机构实现的,确保辊缝宽度的均匀变化。
2. 调整辊缝位置:辊缝位置的调整主要是为了保持板材的均匀性。
在轧机过程中,由于辊缝位置的不对称性,可能会导致板材出现边部过厚或过薄的问题。
调整辊缝位置可以通过调整辊子的相对位置来实现,以获得均匀的压力分布和变形。
3. 控制凸度:凸度是指辊子表面的弧度,通过调整凸度可以实现对板材的控制变形。
凸度的调整通常是通过调整辊子的弯曲方式来实现的,可以单独调整每个辊子的凸度,也可以同步调整多个辊子,以达到所需的变形效果。
轧机辊缝调整原理的核心是通过调整辊缝的宽度、位置和凸度,实现对轧制金属板材的控制变形。
这些调整可以通过机械手动或电动调节机构来实现,并且需要持续监控和调整,以确保板材的厚度和均匀性符合要求。
轧机液压辊缝控制系统的原理及应用
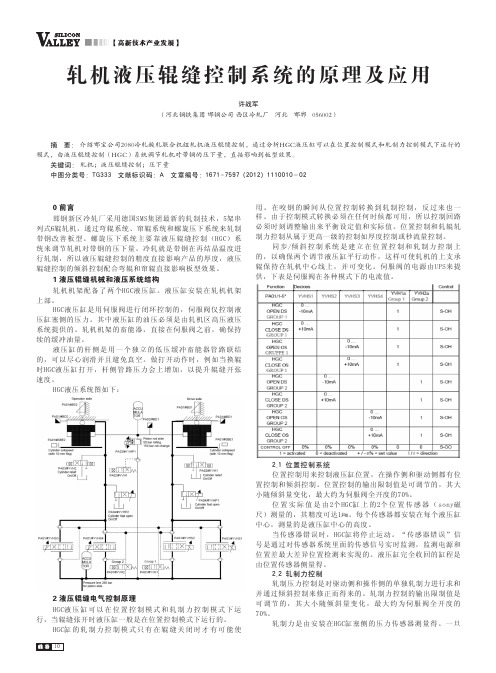
轧机液压辊缝控制系统的原理及应用许战军(河北钢铁集团 邯钢公司 西区冷轧厂 河北 邯郸 056002)摘 要: 介绍邯宝公司2080冷轧酸轧联合机组轧机液压辊缝控制,通过分析HGC液压缸可以在位置控制模式和轧制力控制模式下运行的模式,由液压辊缝控制(HGC)系统调节轧机对带钢的压下量,直接影响到板型效果。
关键词: 轧机;液压辊缝控制;压下量中图分类号:TG333 文献标识码:A 文章编号:1671-7597(2012)1110010-02用。
在咬钢的瞬间从位置控制转换到轧制控制,反过来也一0 前言样。
由于控制模式转换必须在任何时候都可用,所以控制回路邯钢新区冷轧厂采用德国SMS集团最新的轧制技术,5架串必须时刻调整输出来平衡设定值和实际值。
位置控制和轧辊轧列式6辊轧机,通过弯辊系统、窜辊系统和螺旋压下系统来轧制制力控制从属于更高一级的控制如厚度控制或秒流量控制。
带钢改善板型。
螺旋压下系统主要靠液压辊缝控制(HGC)系同步/倾斜控制系统是建立在位置控制和轧制力控制上统来调节轧机对带钢的压下量。
冷轧就是带钢在再结晶温度进的,以确保两个调节液压缸平行动作,这样可使轧机的上支承行轧制,所以液压辊缝控制的精度直接影响产品的厚度,液压辊保持在轧机中心线上,并可变化。
伺服阀的电源由UPS来提辊缝控制的倾斜控制配合弯辊和窜辊直接影响板型效果。
供,下表是伺服阀在各种模式下的电流值。
1 液压辊缝机械和液压系统结构轧机机架配备了两个HGC液压缸。
液压缸安装在轧机机架上部。
HGC液压缸是用伺服阀进行闭环控制的,伺服阀仅控制液压缸塞侧的压力。
其中液压缸的油压必须是由轧机区高压液压系统提供的。
轧机机架的畜能器,直接在伺服阀之前,确保持续的缓冲油量。
液压缸的杆侧是用一个独立的低压缓冲畜能器管路联结的,可以尽心润滑并且避免真空。
做打开动作时,例如当换辊时HGC液压缸打开,杆侧管路压力会上增加,以提升辊缝开张速度。
HGC液压系统图如下:2.1 位置控制系统位置控制用来控制液压缸位置,在操作侧和驱动侧都有位置控制和倾斜控制。
连轧机辊缝自动控制系统分析

An lsso heAu o ai ntold S se fRol g M i l r S a ay i n t t m tc Co r l y tm o l n l Rol e m e i e
维普资讯
第 3 卷第 6 3 期
20 07年 l 2月
包
钢
科
技
vo .3. J3 No. 6 De e e ,O07 c mb r 2 r
S ine& T c nlg fB oo t l( ru )C roain ce c e h o y o a t Se G o p oprt o u e o
包钢无 缝 厂 c 8 l 组 连轧 机 辊缝 控 制 采  ̄ 0mn机 1
来越 高 , 求采用适 当的工艺过程 控制来满 足应 用 。 要
最新 的 C R A工艺 系统 ( o pt ie oig AT C m u r ddR ln eA l
用 当今 世界先进 的液压 伺 服 控 制 系统 , 电气 控 制采 用 IN E公司基 于 X—Pc Po A NS at r S结 构 的新 C R B A. T P A M M—H C系统 , G 该系统是 基 于市场 上开放 的插
U j o Ld o B o uSel G u ) op ao t r e P n l or o rl 1 2 2 .ne at yhdnt r. n nC . t. f at t ( r p C r . d p d o t Uc t a o M t a 6 ~2 0 ,lf o O D o o e o e f C h or b df o o o c r a o
轧机辊缝调整原理

轧机辊缝调整原理轧机辊缝调整原理是指在轧机操作过程中,通过改变轧机辊之间的缝隙大小来调整轧机的工作状态和产生所需的轧制效果。
轧机辊缝调整是轧机生产过程中的关键环节,直接影响轧机的稳定性、轧制质量和轧制效率。
下面将详细介绍轧机辊缝调整原理。
一、轧机辊缝调整的作用和意义轧机辊缝调整是为了确保轧机在生产运行过程中能够实现预期的轧制效果,并且保障产品的质量。
它的主要作用和意义如下:1.调整轧机辊缝可以改变轧机的轧制力,从而调整轧制压力和轧制效果。
当轧机辊缝适当变小时,轧制力会增大,可以提高轧制效率和轧制质量,使得轧制产品更加均匀和细致。
2.调整轧机辊缝可以改变轧机的轧制速度,从而调节产品的尺寸精度和表面质量。
当轧机辊缝适当变小时,轧制速度会增大,可以提高产品的尺寸精度,使得产品的直径和厚度误差更小,并且表面质量更好。
3.调整轧机辊缝可以改变轧机的辊缝形状,从而调整轧制过程中的金属流动和形变情况。
当轧机辊缝适当变小时,可以减小产品的副辊直径误差,降低辊缝交叉滑动和胀大现象,提高轧制工艺的可控性和稳定性。
4.调整轧机辊缝可以改变轧机的辊缝分布情况,从而调整轧制产品的尺寸精度和均匀性。
当轧机辊缝适当变小时,可以改善辊缝分布均匀性,降低辊缝位置误差,提高轧制产品尺寸的一致性。
二、轧机辊缝调整的方法和原理轧机辊缝调整的方法和原理主要包括四种:机械调整、压缩调整、电动调整和液压调整。
1.机械调整是最常见的一种调整方法,适用于小型轧机或手动操作的轧机。
它通过调整轧机辊之间的机械间隙来改变轧机辊缝的大小。
机械间隙通常是由螺栓和螺母组成的,通过旋转螺栓和螺母,使得轧机辊的间隙增大或减小。
机械调整的优点是结构简单、操作方便,但调整过程比较繁琐,调整精度也相对较低。
2.压缩调整是一种较为常见的调整方法,适用于大型轧机或自动化操作的轧机。
它通过在轧机辊上施加压力,使得轧机辊之间的缝隙发生变化。
压缩调整的原理是利用压缩机构的力量,将轧机辊下压或推出,从而改变辊缝大小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧机辊缝自动控制的设计与应用
前言轧机的辊缝控制是钢板厚度性能控制的关键程序之一,在一级过程自动控制中,轧机辊缝的控制涉及到的主要设备主要有液压缸,轧机机架,
工作辊支撑辊的安装、各类压力、位置传感器等。
主要包括轧机辊缝的清零、
轧制中心线的确定、电动压下和液压压下的位置控制等几个方面。
下面做一些
简单的介绍。
轧机的辊缝调节主要通过操作侧和传动侧的两根压下螺丝来调整。
轧机辊缝位置的控制主要有两种方式:一种是电动压下EPC位置控制,另一种是液压辊缝控制HGC。
这两种方式在辊缝自动控制中同时存在,相辅相成,电动压下走的行程较远,可以作为辊缝的粗调或初始设置行走时使用;液压辊
缝的移动距离主要受到液压缸大小的限制,一般只有50mm行程,适用于最终
辊缝设定时的精细调整。
1.电动压下的位置控制EPC 压下螺丝用来进行位置的控制,该控制叠加在变速控制上。
位置控制为速度控制器提供速度设置点。
速度变化是传动控制的一部分,主要的传动装置有制动器和电磁耦合器。
位
置控制使用线形或旋转编码器来测量压下螺丝的实际位置。
液压和电气传动系
统分别设定了两个不同的分工,通过电动压下装置调节较大的位置变化,通过
液压压下装置进行精调和荷载状况下的调节。
电动压下和液压压下的控制分工如下图1所示,电动压下的位置偏差会通过液压定位控制予以补偿。
图1 压下螺丝位置控制的块状图(液压和电动) 2.液压辊缝控制HGC 水平机架液压辊缝控制分别由操作侧和传动侧的两个液压缸进行控制,每个液压缸由两个
并行连接的伺服阀操作,由控制系统来选择哪一个为主伺服阀。
对于一般的厚度控制,一个伺服阀可以完成所要求的控制任务。
第二个伺服阀主要用于咬
钢或长距离移动如换辊时使用。
每个液压缸配有独立的位置控制和压力控制。
轧制时位置控制是常用的操作模式,而在轧机压靠进程时自动选择轧制力控制。