HC冷连轧机板形控制现状分析及优化9
《2024年UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》范文

《UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》篇一一、引言随着现代工业的快速发展,冷连轧机在钢铁生产中扮演着至关重要的角色。
其中,UCM冷连轧机以其高效率、高精度和良好的轧制性能,广泛应用于薄带钢的生产。
然而,在轧制过程中,板形的控制是影响产品质量的关键因素之一。
因此,对UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真具有重要的理论意义和实际应用价值。
二、UCM冷连轧机薄带钢轧制板形控制的研究1. 板形控制的重要性板形是衡量带钢产品质量的重要指标之一,它直接影响到产品的使用性能和外观质量。
在UCM冷连轧机的轧制过程中,板形的控制涉及到轧制力、轧制速度、轧辊形状等多个因素,这些因素之间的协调与配合对于获得良好的板形至关重要。
2. 影响因素分析(1) 轧制力:轧制力的大小直接影响带钢的变形程度,进而影响板形的形成。
(2) 轧制速度:轧制速度的变化会引起带钢的温度变化,从而影响板形的稳定性。
(3) 轧辊形状:轧辊的形状对带钢的轧制过程有重要影响,不同的轧辊形状会产生不同的板形。
3. 控制策略研究针对上述影响因素,研究人员提出了多种板形控制策略。
例如,通过优化轧制力分配、调整轧辊形状、控制轧制速度等手段,实现对板形的有效控制。
此外,还可以采用计算机控制系统对轧制过程进行实时监控和调整,以实现精确的板形控制。
三、有限元仿真分析有限元法是一种有效的数值模拟方法,可以用于分析UCM 冷连轧机薄带钢轧制过程中的板形控制问题。
通过建立合理的有限元模型,可以对轧制过程中的力学行为、温度场、应变场等进行仿真分析,从而为实际生产提供指导。
1. 有限元模型建立在有限元仿真中,需要建立包括轧机、轧辊、带钢等在内的复杂系统模型。
通过设定合理的材料参数、边界条件等,使模型能够真实反映实际轧制过程。
2. 仿真结果分析通过有限元仿真,可以得到带钢在轧制过程中的应力分布、应变分布、温度分布等关键数据。
通过对这些数据进行分析,可以了解板形控制过程中各因素的作用机理,为实际生产中的板形控制提供理论依据。
冷轧产品板型控制技术浅析
冷轧产品板型控制技术浅析文中就冷轧产品板型控制技术,分析了影响带钢板型的主要因素,提出了冷轧板型控制的主要方法,并对轧制过程中板型控制进行了讨论。
关健词:冷轧;板型控制板型是冷轧产品质量的重要评价指标。
近年来,用户对产品不断提出新的要求,饱和的钢材市场更加促使了各大钢厂对产品质量的重视。
在冷轧板生产过程中,板型控制是提高和稳定产品质量的重要途径,是带钢平直度、凸度等指标的决定性因素。
1 影响板型的主要因素1.1 原材料来料为热轧卷,其主要缺陷多为带钢边部波浪和镰刀弯。
无论是边浪还是镰刀弯,经过冷轧工艺成型后,均会影响后续产品质量。
1.2 轧制壓下量压下量的均匀程度直接影响到带钢经轧制后沿纵向延伸量的均匀程度,若带钢中部压下量高于两边部,就会在产品中部生成鼓浪,当两边部压下量高于中部时,又会在带钢两边部产生边浪。
1.3 轧辊变形量在较高的轧制力作用下,轧辊会产生径向弹性变形,同时由于轧制过程产生的摩擦热和变形热,使得轧辊产生热变形,这两种变形量均会使得辊缝不匀,造成产品横向厚度分成不匀。
此外,轧辊本身质量问题(如辊面压痕、软点等)、轧辊磨损不匀等也会影响产品板型。
1.4 压扁量与金属横流动因素在轧制过程中,带钢两边部金属比中部更容易产生横向流动,使轧辊与边部带钢压扁量及带钢边部轧制力明显减小,增加了两边部的减薄量。
因此,部分带钢的边部厚度会实然变薄,即边部减薄现象。
为保产品质量,这种现象会使得切边量增加,成才率降低。
2 板型控制的主要方法之前,人们只重视冷轧产品板型在冷轧过程中的控制,主要包括轧制过程中轧辊磨损、设备的弹性变形、轧辊的轴向位移、乳化液辅助轧制效果、热凸度等方面。
其实除此之外,原材料质量、酸洗及轧制后的工序处理均与产品板型具有很大关系。
2.1 提高来料板型质量热轧时要合理控制钢坯来料温度及目标轧制温度,以有效控制终轧后钢带边部温度,从而确保边部组织晶粒成长均匀,改善热轧板的机械性能和板型。
汽车钢冷连轧轧机张力控制优化
制方向相同称为前张力ꎬ反之称为后张力ꎮ 前、后张 降低ꎬ且后张力对降低轧制力效果较前张力更加明
力对轧制的影响不同ꎬ在变形区内ꎬ带钢从入口至出 显ꎮ 若一味增加后张力ꎬ会导致整个变形区全部成为
口逐渐受到压缩ꎮ 中性面前ꎬ带钢主要受到后张力 后滑区ꎬ使轧机打滑ꎬ破坏轧制的稳定性ꎮ 在连轧机
的影响ꎬ也是主要的变形区ꎻ中性面之后受到前张力 中ꎬ前机架的前张力为下一机架的后张力ꎬ因此一定
OPTIMIZATION OF TENSION CONTROL ON COLD - ROLLED AUTOMOBILE STEEL
Tian WenboꎬLi LantaoꎬWen Geng
( Hanbao cold - rolled plant of HBIS Group Hansteel Companyꎬ Handanꎬ Hebeiꎬ 056015) Abstract: Rolling tension is an important parameter affecting the stability of cold rolling mill. The classificationꎬ function and setting principle of tension are introduced. On the basis of stress - strain curve of automobile steelꎬ Hanbao cold rolling plant continuously optimizes the tension coefficient between stands. Thereforeꎬ the rolling stability of 2 180 mm acid rolling mill is improved obviouslyꎬ and the number of strip misalignment or roll - crack accidents is reduced obviously. Key words:tandem cold rolling millꎻ tensionꎻ stress - strain curveꎻ tension coefficientꎻ optimization
HC轧机HU轧机CVC轧机等轧制板形控制系统介绍
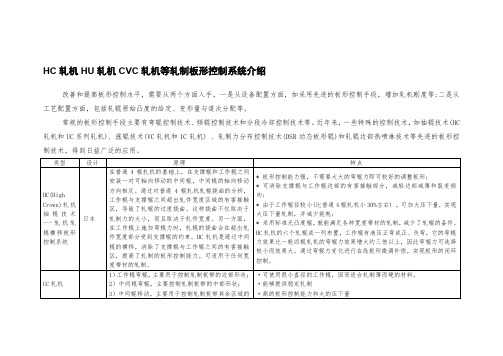
HC轧机HU轧机CVC轧机等轧制板形控制系统介绍
改善和提高板形控制水平,需要从两个方面入手,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等;二是从工艺配置方面,包括轧辊原始凸度的给定、变形量与道次分配等。
常规的板形控制手段主要有弯辊控制技术、倾辊控制技术和分段冷却控制技术等。
近年来,一些特殊的控制技术,如抽辊技术(HC 轧机和UC系列轧机)、涨辊技术(VC轧机和IC轧机) 、轧制力分布控制技术(DSR动态板形辊)和轧辊边部热喷淋技术等先进的板形控制技术,得到日益广泛的应用。
《冷带轧机板形云推理控制可视化仿真研究》范文
《冷带轧机板形云推理控制可视化仿真研究》篇一一、引言随着科技的不断进步,轧机工艺的控制和优化已经成为现代工业生产中不可或缺的一环。
冷带轧机作为轧制工艺中的重要设备,其板形控制对于提高产品质量、降低生产成本具有重要意义。
然而,传统的轧机控制方法往往依赖于经验丰富的操作员,难以实现精确、智能的控制。
因此,本文提出了一种基于云推理控制的冷带轧机板形控制方法,并进行了可视化仿真研究。
二、冷带轧机板形控制的重要性冷带轧机在金属加工过程中,主要任务是将金属板材进行轧制,以改变其形状和尺寸。
其中,板形的控制对于产品质量和性能具有至关重要的影响。
精确的板形控制不仅可以提高产品的平整度、减少表面缺陷,还可以降低能耗、提高生产效率。
因此,研究冷带轧机板形控制方法具有重要的现实意义。
三、云推理控制原理及应用云推理控制是一种基于云计算和大数据分析的智能控制方法。
该方法通过收集大量的历史数据,利用云计算平台进行数据分析和处理,从而得出控制决策。
在冷带轧机板形控制中,云推理控制可以实现对轧制过程的实时监测和智能控制。
具体而言,通过传感器实时采集轧机的运行数据,将数据传输至云计算平台进行分析和处理,根据分析结果调整轧机的运行参数,以实现精确的板形控制。
四、可视化仿真研究为了更好地研究云推理控制在冷带轧机板形控制中的应用,本文进行了可视化仿真研究。
通过建立仿真模型,模拟实际轧制过程中的各种工况和参数变化,观察和分析云推理控制的效果。
仿真结果表明,云推理控制能够实现对轧机运行状态的实时监测和智能调整,显著提高板形的控制精度和稳定性。
同时,通过可视化界面,操作员可以直观地了解轧机的运行状态和控制决策,提高了操作的便捷性和准确性。
五、结论本文提出的基于云推理控制的冷带轧机板形控制方法,通过可视化仿真研究证明了其有效性和优越性。
该方法能够实现对轧机运行状态的实时监测和智能调整,显著提高板形的控制精度和稳定性。
同时,云计算平台的应用使得数据分析和处理更加高效和准确,为轧机控制和优化提供了有力的支持。
浅析HC轧机板形控制
浅析HC轧机板形控制摘要:文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
关键词:HC轧机;板形;ABB;板形控制系统一、前言随着市场竞争的日益激烈,产品质量在竞争中占的地位越来越重要。
为提高冷轧带钢质量,获得优良的带钢平直度;同时降低HC轧机浪形的废次品率,文章结合HC轧机的特点,分析了某钢企HC轧机生产过程中板形缺陷类型,并针对板形缺陷产生机理,总结了HC轧机板形控制的措施。
二、HC轧机的特点与普通四辊轧机相比,HC轧机在结构具有如下特点:辊系采用六辊结构,且工作辊径相对较小;采用了工作辊弯辊装置;采用了中间辊弯辊装置;采用了中间辊轴向移动装置。
(1)板型控制能力。
板型的控制功能主要表现在控制板型和板凸度的稳定性。
板型和板凸度的控制功能可调整中间辊轴向位移量以及扩大了液压反弯的效果两点来体现。
由于HC轧机去除了工作辊与中间辊的有害接触,使弯辊力控制板型的能力增强,这样也增大了HC轧机控制板型的能力。
板型的稳定性是指轧制压力波动时板型变化大小,一般四辊轧机轧制压力波动,带钢板型也波动,HC轧机当中间辊抽动量在最佳位置时,轧机横刚度系数大,轧制压力波动时,板型设有变化。
(2)控制带钢边部减薄的能力。
在带钢边部,由于工作辊弯曲、轧辊压扁和金属的宽展等,使边部产生减薄现象,HC轧机可以通过中间辊轴向移动减少工作辊弯曲和改变轧辊压扁状态,同时采用小工作辊径可以减少宽展,这些都可减少带钢边部减薄。
(3)增大压下量和减少轧制道次的功能。
一般来说,减小工作辊径,可以降低轧制压力和轧制力矩、增大道次压下量。
一般二辊轧机小工作辊径会使板型不易控制,故通常工作辊径为辊宽的35%~5O%。
HC轧机由于有优良的板型控制能力和良好的板型稳定性,故工作辊径可为辊宽的20%~25%,这样可增大压下量和减少轧制道次。
(4)可以使用平辊轧制。
HC轧机的轧辊全部采用平辊,这样不需要磨各种原始辊凸度,轧辊备品数量可以减少,重磨的损耗也减少,使总辊耗不增加反而还有降低(5)节能效果显著。
冷连轧机板形目标曲线的优化方法
冷连轧机板形目标曲线的优化方法在冷连轧机的生产过程中,板形控制是一个非常重要的问题。
板形的不合格会导致产品质量下降,生产效率降低。
因此,寻找一种优化方法来达到冷连轧机板形目标曲线是非常重要的。
本文将介绍一种常用的冷连轧机板形目标曲线优化方法——遗传算法。
遗传算法是一种模拟自然进化过程的优化算法,具有全局搜索能力。
在冷连轧机板形控制中,遗传算法可以通过对板形参数进行优化,使得板形目标曲线与实际曲线尽可能接近,从而达到优化的效果。
首先,我们需要定义一个适应度函数来评估每个个体的优劣程度。
在冷连轧机板形优化中,适应度函数可以根据实际的板形目标曲线和板形参数计算得出,越接近目标曲线的个体适应度越高。
接着,我们需要选择合适的遗传算法参数。
遗传算法有很多参数需要调整,如种群大小、交叉概率、变异概率等。
这些参数的选择会影响遗传算法的性能和收敛速度。
通常情况下,我们可以通过试验和经验来选取合适的参数。
然后,我们需要设计遗传算法的操作,包括选择、交叉和变异。
选择操作可以根据个体的适应度来确定下一代的存活个体,适应度高的个体被选择的概率较大。
交叉操作可以通过对个体的基因进行随机配对,交换基因片段来产生新的个体。
变异操作可以通过对个体的某些基因进行随机变化,引入新的基因信息。
通过选择、交叉和变异操作,遗传算法可以生成下一代的个体,从而逐渐逼近优化目标。
在冷连轧机板形优化中,我们可以将板形参数作为个体的基因,通过遗传算法来不断优化板形。
在遗传算法的迭代过程中,不断生成新的个体,并通过选择、交叉和变异操作来改变个体的基因组合,直到达到最优的板形目标曲线。
总结起来,冷连轧机板形目标曲线的优化方法可以采用遗传算法。
遗传算法通过适应度函数来评估个体的优劣程度,并通过选择、交叉和变异操作来改变个体的基因组合,从而逐渐逼近最优的板形目标曲线。
通过合理选择遗传算法的参数和操作,可以有效地优化冷连轧机的板形控制,提高生产效率和产品质量。
《2024年冷带轧机板形云推理控制可视化仿真研究》范文
《冷带轧机板形云推理控制可视化仿真研究》篇一一、引言随着现代工业技术的飞速发展,冷带轧机作为金属加工的重要设备,其控制技术的重要性不言而喻。
而云推理控制作为一种先进的控制技术,为冷带轧机的高效稳定运行提供了有力的保障。
本篇文章将对冷带轧机板形的云推理控制进行可视化仿真研究,以期为相关领域的研究和应用提供参考。
二、冷带轧机板形控制概述冷带轧机是金属加工行业中的关键设备,其板形控制直接关系到产品的质量和性能。
传统的板形控制方法主要依赖于操作人员的经验和技能,难以实现精确控制和高效率生产。
因此,采用先进的控制技术对冷带轧机进行板形控制成为了当前研究的热点。
三、云推理控制技术介绍云推理控制是一种基于云计算和大数据分析的控制技术,它通过对历史数据进行挖掘和分析,提取出有用的信息,进而实现对设备的智能控制。
在冷带轧机板形控制中,云推理控制可以实现对板形的实时监测和预测,从而实现对板形的精确控制。
四、可视化仿真研究方法为了更好地研究冷带轧机板形云推理控制的性能和效果,我们采用了可视化仿真研究方法。
该方法通过建立仿真模型,模拟冷带轧机的实际工作过程,从而实现对云推理控制的性能进行评估和优化。
同时,通过可视化技术将仿真结果呈现出来,使得研究人员能够更加直观地了解和控制冷带轧机的板形。
五、仿真结果分析通过可视化仿真研究,我们得到了以下结果:1. 云推理控制能够实现对冷带轧机板形的精确控制,有效提高了产品的质量和性能。
2. 云推理控制能够根据历史数据和实时数据进行分析和预测,从而实现对板形的实时监测和预警。
3. 通过可视化技术,研究人员能够更加直观地了解和控制冷带轧机的板形,提高了工作效率和准确性。
4. 通过对仿真结果的分析和优化,我们可以进一步提高云推理控制在冷带轧机板形控制中的应用效果。
六、结论与展望本文通过对冷带轧机板形云推理控制进行可视化仿真研究,得出了云推理控制能够实现对冷带轧机板形的精确控制和实时监测的结论。
《冷带轧机板形云推理控制可视化仿真研究》范文
《冷带轧机板形云推理控制可视化仿真研究》篇一一、引言随着现代工业的快速发展,冷带轧机作为金属加工的重要设备,其板形控制技术对产品质量和生产效率具有重要影响。
传统的冷带轧机板形控制多采用经验控制和简单的数学模型控制,难以应对复杂多变的工艺条件和产品质量要求。
因此,本研究以冷带轧机板形云推理控制为研究对象,通过可视化仿真技术,探讨其控制策略的优化和实施。
二、冷带轧机板形控制现状及挑战冷带轧机板形控制是金属加工过程中的关键环节,其控制效果直接影响到产品的质量和性能。
目前,传统的控制方法主要依赖于操作人员的经验和简单的数学模型,难以应对复杂多变的工艺条件和产品质量要求。
同时,随着工业自动化和智能化的不断发展,对冷带轧机板形控制的要求也越来越高。
因此,需要研究更加智能、高效的控制方法,以提高冷带轧机的生产效率和产品质量。
三、云推理控制理论及应用云推理控制是一种基于云计算和大数据技术的智能控制方法,具有自学习、自适应和智能决策等特点。
将其应用于冷带轧机板形控制中,可以通过对历史数据的分析和学习,建立更加精确的数学模型,实现更加智能和高效的板形控制。
同时,云推理控制还可以实现远程监控和故障诊断,提高设备的可靠性和维护效率。
四、可视化仿真研究方法本研究采用可视化仿真技术,通过建立冷带轧机板形控制的仿真模型,对云推理控制策略进行验证和优化。
具体而言,首先建立冷带轧机的物理模型和数学模型,然后通过仿真软件模拟实际生产过程中的工艺条件和产品质量要求。
在此基础上,应用云推理控制算法对仿真模型进行控制和优化,分析其控制效果和优化策略。
最后,将仿真结果进行可视化展示,以便更好地理解和分析控制策略的优缺点。
五、实验结果及分析通过可视化仿真实验,我们得到了不同控制策略下的冷带轧机板形控制效果。
结果表明,云推理控制策略能够更好地适应复杂多变的工艺条件和产品质量要求,实现更加智能和高效的板形控制。
同时,通过对仿真结果的可视化展示,我们可以更加清晰地了解不同控制策略的优缺点,为实际生产中的控制策略选择提供参考。
《2024年UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》范文
《UCM冷连轧机薄带钢轧制板形控制的研究及有限元仿真》篇一一、引言随着现代工业的快速发展,冷连轧机在钢铁生产中扮演着越来越重要的角色。
尤其对于薄带钢的生产,轧制过程中的板形控制成为影响产品质量的关键因素。
UCM冷连轧机作为一种先进的轧机设备,其轧制板形控制技术的研究及仿真分析具有重要的现实意义。
本文将重点探讨UCM冷连轧机在薄带钢轧制过程中的板形控制技术及其有限元仿真研究。
二、UCM冷连轧机板形控制技术研究2.1 轧制过程基本原理UCM冷连轧机通过连续轧制工艺,实现对薄带钢的精准轧制。
在此过程中,板形控制技术的关键在于控制轧制过程中的力、速度、温度等参数,以保证轧制出的带钢具有理想的板形。
2.2 板形控制技术分析板形控制技术主要包括厚度控制、宽度控制和形状控制三个方面。
在UCM冷连轧机中,通过精确的液压系统、控制系统和机械系统,实现对轧制力的精确控制,从而实现对板形的有效控制。
此外,通过调整轧辊的凸度、倾斜度等参数,也可以有效地改善带钢的板形。
三、有限元仿真研究3.1 有限元法基本原理有限元法是一种有效的数值分析方法,可以用于模拟复杂工艺过程中的力学行为。
在UCM冷连轧机的板形控制研究中,通过有限元法可以模拟轧制过程中的应力、应变、温度等物理量的变化,从而为优化轧制工艺提供依据。
3.2 仿真模型建立建立仿真模型是有限元仿真的关键步骤。
在UCM冷连轧机的仿真模型中,需要考虑到轧机的结构、轧辊的材质和几何形状、轧制力、摩擦力等参数。
通过合理的模型简化,建立出能够反映实际轧制过程的仿真模型。
3.3 仿真结果分析通过有限元仿真,可以得到轧制过程中带钢的应力、应变、温度等物理量的分布情况。
通过对仿真结果的分析,可以了解轧制过程中带钢的变形行为,从而为优化轧制工艺提供依据。
同时,通过对比仿真结果和实际生产数据,可以验证仿真模型的准确性,为进一步优化轧制工艺提供支持。
四、实验验证与结果分析为了验证UCM冷连轧机板形控制技术的有效性和有限元仿真的准确性,我们进行了实验验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
攀钢HC冷连轧机板形控制现状分析及优化轧钢车间尹红国指导老师周三保陈俊摘要:本文针对攀钢HC轧机出口板形质量控制情况以及影响该轧机出口板形的各种因素进行了分析,并详细介绍了攀钢HC冷连轧机的板形控制系统及板形调控手段的构成与运行现状,围绕如何降低板形降组率,稳定保证产品板形质量,提出了有效可行的改进措施。
关键词:HC轧机,板形,闭环控制,调控手段,改进措施引言冷轧产品有四大质量指标:厚度精度、板形精度、表面质量和力学性能。
其中板形是冷轧过程中不易控制的因素。
攀钢冷轧厂自1996年投产以来,经过技术攻关、在强化板形过程控制方面取得不少进步,但与先进板形控制水平相比仍存在一定差距。
因此,如何持续稳定保证产品板形质量,始终是攀钢1220冷轧机组生产中的难题。
1.轧机出口板形质量及影响因素分析攀钢1220 HC轧机为4机架的冷连轧机,与目前主流的5机架冷连轧机相比,由于将70%—85%的变形率分配到4个机架上,最末机架也承担与前面3个机架同等大小的负荷,不利于板形的控制。
如我厂牌号为DX53D+Z的镀锌料在1#—4#机架的压下率分配情况为(3.00→0.57mm,81%):34.3%、42.3%、37.4%、20.1%。
可以看出,4个机架的压下率均较大,且4号机架的压下率也高达20.1%;而5机架的冷连轧机上,最末机架的变形率在2%~10%左右,仅起到平整机的作用,可见我厂4机架的配置情况决定了板形控制的难度。
表1. 09年1~10月轧机出口带钢板形质量控制情况板形不良降组率,%月份1 2 3 4 5 6 7 8 9 10实际值14.9 9.9 8.52 9.07 5.65 8.85 5.58 6.08 5.75 6.50 目标值≤12%表1所示为我厂09年1—10月轧机出口板形质量情况。
除1月份因板形不良造成的降组率大于目标值外,其它月份均低于12%,且下半年的降组率基本保持在6%左右。
从整体来看,轧机出口板形控制情况良好,但与先进冷轧设备及板形控制技术相比,仍有较大差距。
为进一步降低板形降组率,提高板形质量,仍有大量工作要做。
表2. 攀钢HC轧机出口板形的各类影响因素分类内容来料 1.热轧来料波浪;2.酸洗对来料浪形改善不理想工艺 1.变形分配不合理;2.中间辊值不合理;3.倾斜值不合理;4.弯辊值不合理设备 1.分段冷却系统故障;2.板形仪故障;3.张力波动环境 1.现场光线暗,不利于观察;2.机架油泥多,喷嘴易堵塞人员 1.操作者责任心不强表2为影响轧机出口板形的各类因素统计表,可以看出,轧机出口板形受诸多因素的影响。
要获得优良的板形,必须从来料板形、轧制工艺优化、设备稳定运行和精度保障及操作人员责任心等方面综合分析和调控。
2.我厂HC轧机的板形控制现状分析攀钢冷轧厂1996年引进的ABB板形控制系统,至今已使用14年,在控制系统及控制板形方面暴露出许多问题,给生产高档家电产品带来一定的困难。
同时与国内先进轧机相比,板形控制水平偏低,不能有效控制3次和4次板型缺陷,如四分之一浪等。
实际轧后板形指标≤15I,而国内先进水平可保证≤10I,综合控制水平低于HCMW、UCMW、CVC6等机型,下面将对我厂HC轧机板形控制现状及存在的问题进行分析。
2.1 板形闭环控制系统攀钢冷轧厂在轧机出口安装了瑞典ABB板形仪系统,图1所示为板形控制系统原理图。
其控制过程与基本模型为:首先通过ABB板形辊测出当前状态下的实际板形,并将其分解成一次项、二次项、三次项以及四次项系数a1、a2、a3、a4;然后将实际板形与目标板形(a1*、a2*、a3*、a4*)相比较得到板形偏差信号并对其进行模式识别;此后通过模式识别系统对板形控制调节量进行提取,即将相关偏差信号分解成为线性偏差、二次偏差以及高次偏差部分;最后将线性偏差信号发送到轧辊倾斜控制器,二次偏差信号发送到弯辊控制器,高次偏差信号发送到分段冷却控制器,并通过一定的控制策略计算出压下机构、弯辊机构以及冷却液调节机构的控制量,达到闭环控制板形的目的。
图1. 我厂1220轧机板形控制系统原理图目前在整个板形闭环控制系统中,自动控制功能投入率低。
除了分段冷却自动控制功能以外,倾斜和弯辊自动控制功能均没有投入。
2.1.1 ABB板形辊ABB板形辊为压磁式应力测量辊,图2所示为结构示意图。
辊身分为23段,每段长度为52mm,可测带钢最大宽度为1120mm。
每个测量区有4个测压头,沿测量辊圆周方向成900安装在4个内芯轴向槽沟内,外面再套上钢环。
板形辊直径为313mm,测量精度为5%~20%。
通过测量辊各个测量区测出带钢张力作用在测量区上的径向力与设定的带钢平均张力比较,可反映出带钢的平直度,即带钢板形。
图2. 应力测量辊结构示意图我厂09年6月对板形辊进行了测量系统的标定,结果见表3。
标定结果显示23段中只有5段传感器测量偏差达到了高级精度(≤5%),而最大偏差超过10%的有9段,部分传感器测量偏差值严重超标(﹥20%),说明传感器及其信号传输单元已无法保证测量精度,在生产过程中还发现部分段的测量信号输出不稳定,测量值波动极大,不能完全真实的反映带钢板形的要求。
表3. 板形仪标定结果测量精度,% 段数<5 5段5~10 9段10~15 5段15~20 1段>20 3段另外,板型辊已超使用年限,辊面出现磨损不均匀和划伤,检测元器件测量精度下降,板型辊轴承密封经常损坏,板型辊进水,干燥时间长,使用投入率低。
轧机现阶段主要采取手动干预方式控制板形,板型仪自动功能投入率较低。
2.1.2 标准曲线攀钢ABB板形闭环控制系统采用的目标曲线方程为:F(X)=[(tar—sca1)/100](A0+A2X2+A4X4+A8X8)F(X)—目标曲线;(tar—scal)—目标曲线的百分比振幅系数;A0、A2、A4、A8—分别为常数项、2次项、4次项及8次项系数;X—带钢宽度因子,取值范围为-1~+1。
系数A2、A4、A8可由工艺工程师根据工艺要求和用户对板形的要求进行确定,而A0则是经过计算确定,用来平衡目标曲线的零点,需满足下述条件:由于后道工序对带钢的板形要求不一样,如罩式退火炉希望轧后有一定的边浪,这样在进行退火时介质气体容易进入钢卷内部,而且不易产生粘钢。
而连续退火时则希望有一定的中浪,但小于10I,有利于连续退火的通板控制,所以通常将目标板形曲线设定成微中浪或微边浪,也即目标曲线补偿原理。
在攀钢板形控制系统现有的5l条标准曲线中,最常用的是1号和2号曲线,尤以2号曲线使用较多,如图3所示。
由图可知,1号目标曲线为微双边浪曲线,2号曲线为微中浪曲线。
(a)1号曲线(b)2号曲线图3. 我厂常用的标准板形曲线由于我厂热轧来料中缺乏相应的工艺参数,即没有板型原始曲线,造成轧机在选择目标曲线时,没有参照物,只能凭经验和感觉,从而形成控制误差,使其改善板型效果不明显;并且大多数时候针对不同的钢种而采用了相同的标准曲线,因此在标准曲线的选择和设定方面存在着不少的问题。
2.2 板形调控手段2.2.1 轧辊倾斜机架传动侧及操作侧各有一个主液压缸,两缸间的相对位置决定了辊缝的倾斜程度,用来消除非对称性的板形缺陷,如楔形,单边浪,即回归多项式中的A1X 分量;1#—4#机架液压缸行程为268mm,倾斜控制属于板形控制的第一优先级。
检查表明攀钢HC轧机2#机架存在轧制力偏差,导致辊缝不水平,操作侧比传动侧高0.8~1mm左右,存在倾斜轧制。
2.2.2 工作辊弯辊攀钢HC轧机的1#~3#机架配备有工作辊正弯功能,4#机架配备有工作辊正、负弯功能,可选择“自动”和“手动”两种方式进行控制。
通过调整工作辊弯辊力的大小来改变工作辊的挠度,可较好的消除对称板形缺陷,如中间浪,双边浪等,亦即回归多项式中的A2X2分量和部分A4X4分量。
实际生产中,1#机架可适当加大弯辊值,防止跑偏;2#,3#机架弯辊值略低,使带钢略带边浪,防止轧制时断带;4#机架则根据需要来设定弯辊值的大小。
攀钢HC轧机,1#—3#机架正弯辊值为206bar,4#机架正、负弯辊值为206bar;实际轧制过程中,正负弯辊最大值为180bar。
另外,4#机架的弯辊调节存在死区(由正弯向负弯转换的过程),即弯辊力在0~20bar范围内调节时存在严重的响应滞后现象,无法及时调整该段带钢板形。
2.2.3 中间辊轴移攀钢HC轧机具备中间辊轴向移动功能,采取预设定控制方式,即根据带钢宽度合理预设定中间辊轴移量,因此,中间辊轴移不参与轧制过程中的板形闭环控制。
攀钢HC轧机采用L来定义中间辊位置,如图4所示。
图4. 中间辊位置计算L TIR=上中间辊的位置L BIR=下中间辊的位置L=L TIR +L BIR=中间辊位置设定点中间辊位置范围214mm~584mm,行程370mm,定位精度+/-2mm。
正常轧制时,上下中间辊位置相差不能大于4mm,否则会自动报警。
换中间辊时,上中间辊必须处于窄位(214mm),下中间辊位置必须处于宽位(584mm)。
上下中间辊的轴移可同步移动,也可对某一个中间轧辊进行单独窜辊。
生产实践表明,带钢板形对于中间辊轴移量较为敏感,主要表现在生产0.7mm 以下带钢时;轧制薄规格时,弯辊力一定,当中间辊宽度L大于带宽60mm时,带钢趋于平直。
再增加L则出现边浪;反之,出现中浪。
目前攀钢HC轧机采用板宽加几mm来确定中间辊的位置,这种方法不精确;而国外有较精确的计算中间辊轴移量的数学模型。
2.2.4 轧辊冷却带钢在轧制过程中,其中部和边部的受热和散热情况不同,通常辊身中部温度高,在成品机架出口,中部散热相对较慢,带钢中部与边部温度差一般为2~5℃。
由ΔL/L=1.17×10-5×ΔT可知,当带钢温差为5℃时,将产生5.85I的浪形。
攀钢4#轧机乳化液冷却系统分基本冷却和分段冷却两种形式。
上、下辊的冷却喷嘴各分两排,一排是基本冷却喷嘴,一排是分段冷却喷嘴。
每排共设23个喷嘴,基本冷却喷嘴中间15个是恒开的,两边的4个喷嘴根据带钢实际宽度决定开或关。
目前基本冷却控制系统运行较为正常,但不能自动控制喷淋量的大小,主要是基本冷却控制系统中气动薄膜控制阀已经损坏,不能正常控制开闭大小。
分段冷却是在4#架设置单独的乳化液喷射系统,图5所示为分段冷却示意图。
设有23个喷嘴,各喷嘴根据板形反馈情况可独立开闭,以冷却轧辊来改善辊缝图5. 乳化液分段冷却示意图形状,主要用于消除弯辊、倾斜功能不能解决的高次复合浪和不规则浪,即多项式中的a3x3(未投入)和a4x4分量。
09年10月对我厂4#机架乳化液分段冷却功能进行了现场测试,结果如下:(1)上下喷射梁传动侧和操作侧各有3~5个喷嘴开启后,无法通过喷嘴内的活塞实现乳化液关闭功能。