热轧工艺流程图
炼钢生产过程以及流程图详解(全)
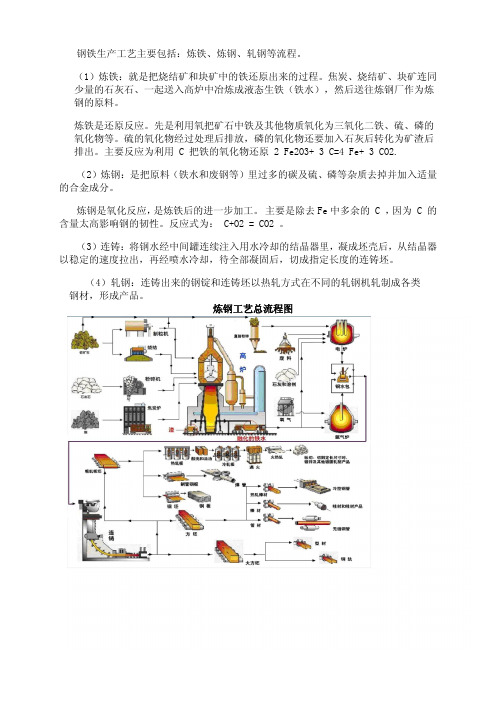
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
热轧工艺流程
热轧工艺流程热轧工艺流程----初学必看1.主轧线工艺流程简述板坯由炼钢连铸车间的连铸机出坯辐道直接送到热轧车间板坯库,直接热装的钢坯送至加热炉的装炉辊道装炉加热,不能直接热装的钢坯由吊车吊入保温坑,保温后由吊车吊运至上料台架,然后经加热炉装炉辐道装炉加热,并留有直接轧制的可能。
连铸板坯由连铸车间通过板坯上料辊道或板坯卸料辊道运入板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收。
另外,通过过跨台车运来的人工检查清理后的板坯也需核对和验收,并输入计算机。
进入板坯库的板坯,由板坯库计算机管理系统根据轧制计划确定其流向。
常规板坯装炉轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到板坯库中指定的垛位。
轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从垛位上吊出,吊到板坯上料台架上上料,板坯经称量辐道称重、核对,然后送往加热炉装炉辐道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
碳钢保温坑热装轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到保温坑中指定的垛位。
轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从保温坑取出,吊到板坯上料台架上上料,板坯经称量辐道称重、核对,然后送往加热炉装炉辐道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
直接热装轧制:当连铸和热轧的生产计划相匹配时,合格的高温连铸板坯通过加热炉上料辐道运到称量辐道,经称重、核对,进入加热炉的装炉辊道,板坯在指定的加热炉前测长、定位后,由装钢机装入加热炉进行加热。
其中一部分通过卸料辐道运输的直接热装板坯需通过吊车吊运一次放到上料辊道后直接送至加热炉区。
如果炼钢厂可以实现直接热装板坯由上料辊道运送,则可减少部分吊车吊运作业。
板坯经加热炉的上料辊道送到加热炉后由托入机装到加热炉内,加热到设定温度后,按轧制节奏要求由出钢机托出,放在加热炉出炉辐道上。
钢铁工艺流程图
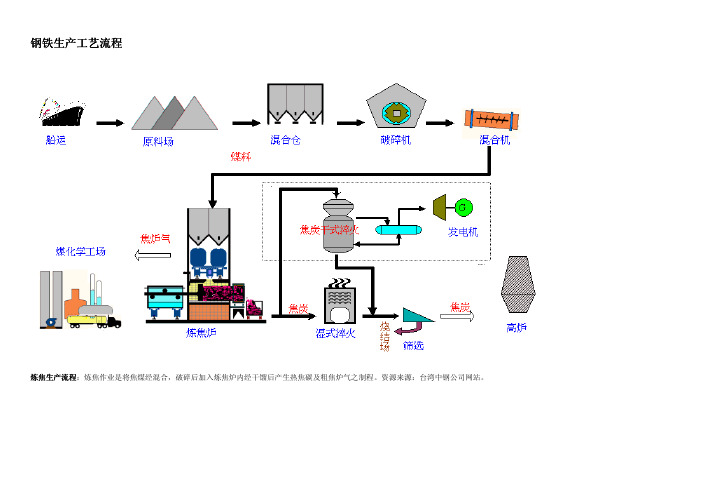
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
炼焦生产流程烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛烧结生产流程选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢高炉生产流程公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空转炉生产流程吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝连铸生产流程固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程热轧生产流程。
资源来源:台湾中钢公司网站。
第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
热轧卷板生产工艺流程及常见缺陷辨识及原因

缺陷介绍(表面类) 铁皮灰轧入
产生原因:精轧经长期生产,大量堆积金属粉尘、水、油等物质的混合物, 当积累到一定程度,掉落至轧件表面,经过后续轧制碾压嵌入轧件表面。 宏观特征:多呈彗星状(有颜色较淡的“尾巴”),目视可观测到嵌入 的金属颗粒及黑色油脂残留物。
35
缺陷介绍(表面类) 红铁皮
产生原因:加热炉中生成的氧化亚铁(FeO)与析出的硅(SiO2),在高 温环境结合生成红褐色的硅酸亚铁(Fe2SiO4),黏附于板坯表面; 宏观特征:呈条带状分布,缺陷呈红褐色。
440、SPFH540-590、QStE340-700TM、S355MC-S700MC酸洗热轧钢带、汽
车用高强钢;420L-700L汽车大梁钢、330CL-590CL车轮钢等汽车结构钢热 轧钢带及管线钢、石油套管钢、焊瓶钢、低合金结构钢及花纹板热轧钢
带等。
铁素体贝氏体高扩孔钢等先进高强钢( AHSS )热轧钢带和屈服强度 550MPa以上超高强钢带,已批量投放市场。
产生原因:成分中含有P 等促进氧化的元素、高温环境轧制等原因,造成 轧件表面金属快速氧化; 宏观特征:呈云雾状,目视可观察到氧化金属浮于表面。
33
缺陷介绍(表面类) 氧化铁皮(板道系)
产生原因:轧件在高温、高速轧制过程中,由于辊道被动转、辊道死辊、 辊道弯曲变形、辊面磨损等原因,表面造成划伤、挫伤缺陷,轧件表面破 损,氧化铁颗粒堆积在破损处,在后续轧制变形过程中,被碾压入轧件。 宏观特征:缺陷位置基本固定,形貌类似划伤、挫伤。
卷取机 (全液压三助卷辊地下卷取机)
全流程监控仪表
进口美国 NDC 公司设备,生产 全程宽度监控,检测精度偏差 0.05mm。另外在宽度控制方面粗轧 运 用 立 辊 控宽 调宽 , 采 用 AWC 及 SSC宽度控制功能。
炼钢生产过程及流程图详解(全)

钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
热轧棒材车间工艺设计—本科毕业设计(论文)

热轧棒材车间工艺设计摘要本设计为热轧棒材车间工艺设计。
产品为Φ22的热轧不锈钢,主要钢种为1Cr13,优质碳素结构钢,低合金钢,产品质量执行国家标准。
根据成品规格选择尺寸为210mm×210mm×6000mm的连铸坯为原料,加热炉为三段步进梁式加热炉。
本设计采用全连续轧制生产工艺,全线共有轧机22架,其中粗轧机6架,中轧机6架,预精轧机6架,精轧4架。
终轧最大轧制速度为10m/s。
设计中采用的孔型系统为:箱(1#)—方箱(2#)—椭(3#)—圆(4#)—椭(5#)—圆(6#)—椭(7#)—圆(8#)—椭(9#)—圆(10#)—椭(11#)—圆(12#)—椭(13#)—圆(14#)—椭(15#)—圆(16#)—椭(17#)—圆(18#)—椭(19#)—圆(20#)—椭(21#)—圆(22#)。
关键词:工艺设计,热轧棒材,型钢,连铸坯Process Design of hot rolled bar WorkshopAbstractThis is the technology design for hot rolled bar workshop . The size of the product is Φ22 with the major steel grade of the stainless steel ,the carbon constructional quality steel or the low alloyed steel.And we carry out national standard during the production .According to the size of product we use the concast billets with the size of 210mm×210mm×6000mm for the raw material and the Walking Beam Heating Furnace . We use continuous rolling technology ,there is 22 mill in common ,6 for roughing mill ,6 for medium mill ,6 for beforehand finishing mill,6 for finishing mil . The largest end mill speed is about 10m/s .In the production of steel rolling we use the pass system of chest -square-ellipse-circle -ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle-ellipse-circle.Key words:process design,hot rolled ribbed bar,shape steel ,concast bil目录1 热轧棒材概述 (1)1.1 热轧棒材的产品概况 (1)1.2 1Cr13介绍 (3)1.2.1 1Cr13标准 (3)1.2.2 特性及适用范围 (3)1.2.3 1Cr13热处理工艺 (3)1.2.4 1Cr13特性 (4)1.2.5 1Cr13管材生产制造 (4)1.2.6 1Cr13、3Cr13用途 (4)2 典型产品轧制工艺制定 (5)2.1 生产工艺流程图 (5)2.2 坯料的选择 (5)2.3 坯料及成品尺寸 (6)2.4 坯料表面预处理 (7)2.4.1 表面缺陷清理 (7)2.4.2 表面氧化铁皮清除 (7)2.5 加热制度的制定 (8)2.5.1 加热目的 (8)2.5.2 加热温度 (8)2.5.3 加热速度 (9)2.5.4 加热时间 (9)3 主要设备参数 (10)3.1 步进梁式加热炉 (11)3.2 步进梁高压水除鳞设备 (11)3.3 粗轧机组 (12)3.4 中轧机组 (12)3.5 精轧机组 (12)3.6 剪切机 (13)3.7 两组水冷却箱 (13)3.8 850吨冷剪切机 (13)4 典型产品的工艺设计 (14)4.1 孔型及孔型设计的概念 (14)4.2 孔型设计的内容 (14)4.3 孔型设计的要求 (14)4.4 孔型设计的基本原则 (15)4.5 孔型系统分析与选择 (16)4.5.1 孔型系统的分析 (16)4.5.2 孔型系统的选择 (17)4.6 延伸系数的确定 (18)4.6.1 轧制道次的确定 (18)4.7 各孔型尺寸计算 (19)4.7.1 圆孔型系统的设计 (19)4.7.2 椭圆孔型系统的设计 (22)4.7.3 箱型孔孔型系统的设计 (25)4.8 连轧常数的计算 (27)5 力能参数计算 (29)5.1 各机组的温度制度 (29)5.2 轧制力及力矩的计算 (30)5.3 轧制力矩的计算 (35)6 设备能力校核 (37)6.1 咬入能力校核 (37)6.1.1 咬入条件 (37)6.1.2 咬入能力校核 (37)6.2 轧辊强度校核 (40)6.2.1 粗轧机组轧辊强度校核 (42)6.2.2 中轧机组轧辊强度校核 (44)6.3 电机能力校核 (45)6.3.1 轧制力矩 (45)6.3.2 附加摩擦力矩 (46)6.3.3 空转力矩: (46)6.3.4 电机能力校核 (47)7 环境保护及综合利用 (48)7.1 轧钢厂的环境保护 (48)7.2 节能和综合利用 (50)7.2.1 轧钢厂的节能 (50)7.2.2 轧钢厂的综合利用 (51)专题 (53)致谢 (87)参考文献 (88)附录1 (90)1 热轧棒材概述1.1 热轧棒材的产品概况近20年是我国型钢生产技术飞速发展的20年。
热轧、冷轧、退火、热镀锌等数十张工艺图详解
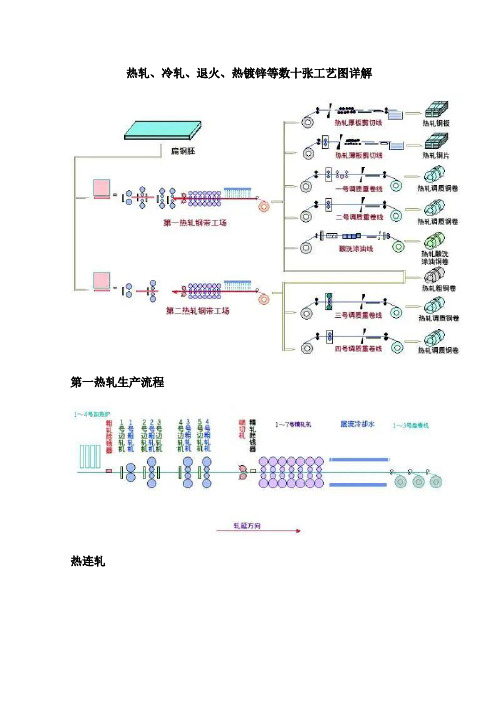
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
热轧钢管生产工艺流程

热轧钢管生产工艺流程2.1一般工艺流程热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、定减径和钢管冷却、精整等几个基本工序。
当今热轧无缝钢管生产的一般主要变形工序有三个:穿孔、轧管和定减径;其各自的工艺目的和要求为:2。
1.1穿孔:将实心的管坯变为空心的毛管;我们可以理解为定型,既将轧件断面定为圆环状;其设备被称为穿孔机.对穿孔工艺的要求是:首先要保证穿出的毛管壁厚均匀,椭圆度小,几何尺寸精度高;其次是毛管的内外表面要较光滑,不得有结疤、折叠、裂纹等缺陷;第三是要有相应的穿孔速度和轧制周期,以适应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求.2。
1.2轧管:将厚壁的毛管变为薄壁(接近成品壁厚)的荒管;我们可以视其为定壁,即根据后续的工序减径量和经验公式确定本工序荒管的壁厚值;该设备被称为轧管机。
对轧管工艺的要求是:第一是将厚壁毛管变成薄壁荒管(减壁延伸)时首先要保证荒管具有较高的壁厚均匀度;其次荒管具有良好的内外表面质量。
2.1.3定减径(包括张减):大圆变小圆,简称定径;相应的设备为定(减)径机,其主要作用是消除前道工序轧制过程中造成的荒管外径不一(同一支或同一批),以提高热轧成品管的外径精度和真圆度。
对定减径工艺的要求是:首先在一定的总减径率和较小的单机架减径率条件下来达到定径目的,第二可实现使用一种规格管坯生产多种规格成品管的任务,第三还可进一步改善钢管的外表面质量.20世纪80年代末,曾出现过试图取消轧管工序,仅使用穿孔加定减的方法生产无缝钢管,简称CPS,即斜轧穿孔和张减的英文缩写),并在南非的Tosa厂进行了工业试验,用来生产外径:33.4~179。
8mm,壁厚3。
4~25mm的钢管,其中定径最小外径为101.6mm;张减最大外径我101。
6mm。
经过实践检验,该工艺在产生壁厚大于10mm的钢管时质量尚可,但在生产壁厚小于8mm的钢管时通过定径、张减不能完全消除穿孔毛管的螺旋线,影响了钢管的外观质量.在随后的改造中不得不在穿孔机于定减径机之间增设了一台MINI-MPM(4机架)来确保产品质量.2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热轧工艺流程图
热轧工艺是一种金属加工工艺,在金属制造与加工过程中起着重要的作用。
下面是一个简单的热轧工艺流程图,具体如下:
热轧工艺流程图
1. 原材料准备:首先需要准备热轧板料原材料。
这些原材料一般是坯料,通过采矿、冶炼和铸造等方式制备得到。
在这一步骤中,需要对原材料进行分类、清洗和切割等处理。
2. 加热预处理:将原材料加热至适当的温度,以提高其塑性和可塑性。
通常,采用加热炉或切割机进行加热处理。
加热的目的是使原材料具有良好的可塑性和可压性,以便于后续的轧制操作。
3. 轧制操作:将加热后的原材料送入轧机,进行轧制操作。
轧制操作的目的是将原材料通过辊轧机的压力和力量,使其形成所需的形状和尺寸。
此过程中会出现辊轧,即将原材料分成若干个不同厚度和形状的板料。
4. 冷却处理:轧制后的板料经过冷却处理,以稳定其结构和形状。
常用的冷却方式是将板料置于冷却机中进行冷却,也可以采用其他冷却介质,如水或油等。
5. 精整处理:冷却后的板料经过精整处理,去除表面的氧化物和杂质,以提高其表面质量和光洁度。
精整处理可以通过刷光、修整和抛光等方式来完成。
6. 尺寸加工:将精整后的板料进行尺寸加工。
这一步骤可
以通过剪切、冲压、折弯和冲孔等方式来实现。
尺寸加工的目的是将板料加工成所需的尺寸和形状。
7. 表面处理:对尺寸加工后的板料进行表面处理。
常见的
表面处理方式有镀锌、喷涂、涂漆和镀膜等。
表面处理的目的是提高板料的耐腐蚀性、耐磨性和美观性。
8. 包装与出厂:对完工的产品进行包装和出厂处理。
包装
可以根据客户需求进行定制,常见的包装方式有木箱、塑料袋、托盘和集装箱等。
出厂前需要对产品进行质量检验和检测,确保产品质量符合标准要求。
以上是一个简单的热轧工艺流程图,该流程涵盖了热轧工艺的主要步骤,每一步骤都有其特定的目的和作用。
热轧工艺流程的操作要求严格,需要对设备和工艺参数进行合理调整和控制,以确保最终产品的质量和性能。
同时,热轧工艺的发展也在不断创新和改进中,旨在提高生产效率、降低成本和改善产品质量。