完整版)板框压滤机选型计算
板框式压滤机选型、计算及常见问题分析总结

板框式压滤机选型、计算及常见问题分析总结板框式压滤机是工厂普遍采用的一种间歇式过滤设备。
由架座、固定支撑板、滤板、滤框、压紧板、横梁和压紧装置等组成。
架座间装置了两根平行的横梁,滤板和滤框顺序地垂直悬挂在横梁上。
图1所示为板框式压滤机的一种形式。
图1 板框式压滤机1一架座;2一固定支撑板;3一滤板;4一滤框;5一压紧板;6一横梁;7一压紧装置;8一平衡锤;9一清液槽一、板框压滤机的选型板框压滤机是将泥浆填充到滤板之间,通过挤压滤板将水挤出,通过滤布过滤污泥,最终实现脱水。
一般由支撑架、液压缸、滤板、给气系统、滤布冲洗系统和限位装置组成。
设备选型需考虑以下几点:(1)泥饼含水率。
板框压滤机在挤压脱水过程作用形式更加直接、作用时间相对较长,作用效率较高,处理后的泥饼含水率较小,所得泥饼占地空间较小。
(2)板框材质。
板框主要采用不易变形刚度较大,且质量较轻的材料,且在挤压过程中,能够耐高压。
(3)滤布选材。
滤布的选择主要要求耐腐蚀、具有较强的抗拉强度、过滤性较好。
(4)工作形式。
通过采用液压或者气动的形式控制板框移动,其气动噪音较大。
其中,滤板和滤布的选择尤为重要。
1、滤板的选择滤板的选材至关重要。
考虑到滤板的工作环境,污泥中含有腐蚀性物质,具有一定的耐腐蚀性,工作过程中反复挤压撞击,滤板要有一定的强度,同时要有一定的耐磨性。
目前常用滤板的材料有:(1)PP高分子聚丙烯,是目前最常用的。
这种材料,对于各种酸碱性耐受性非常好,包括最强酸氢氟酸,都有良好的耐酸性。
它的工作温度比较小,在实践中发现其最多耐受短时间的70°的物料。
(2)PVDF,是耐酸性,耐温度最好的有机材料,正常耐温可达到150°左右,但耐碱性极差。
(3)天然橡胶滤板,弹性好,但是强度差。
尤其是隔膜,用天然橡胶的还是不错的。
(4)铝质滤板,金属滤板里最轻,但耐酸性相对较差。
(5)铸铁滤板,分量重,耐酸性较差,耐温性极高。
压滤机选型
1、过滤面积标准:按国标生产制造的压滤机的过滤面积每平方等价于15L的固体容积。
2、压滤前:体积V1(M3)、压滤前污水含水率a=97.5%~99.2%(一般经验值)。
3、压滤后:体积V2(M3)、压滤后污泥含水率b=75%(一般经验值)。
4、压滤周期:每天压滤次数t。
5、含固量平衡法:V1×(1-a)= V2×(1-b ),得出V2= V1×(1-a)/(1-b )。
6、过滤面积: =1000×V2/15/t=1000× V1×(1-a)/(1-b )/15/t。
7、举例说明:每天经处理后(到污泥浓缩池)产生湿污泥量V1=6.0 M3,含水率a=98.0%,拟准备每天对污泥浓缩的污泥处理一次,其需选用压滤机的过滤面积=1000×6.0×(1-98%)/(1-75%)/15/1=32,根据计算建议选用35M2(比32 M2大点)的XMYJ35/800-UB压滤机一台。
注:X——为厢式压滤机。
M---明流。
Y----液压自动。
J---手动千斤顶。
a——为暗流(除污水含腐蚀性或易挥发等成份之外,一般不选择暗流。
k——可洗。
b---不可洗。
u——塑料滤板。
(注解中的字母与文本中的字母毫无关联。
压滤前污泥量(m3/天)
污泥含水率%
压滤后污泥含水率%
一天处理次数(t)
过滤面积m2。
板框压滤机的选型、处理量计算、常见故障诊断
板框压滤机的选型、处理量计算、常见故障诊断一、板框压滤机的选型1. 依据物料性质和处理工艺要素选型板框压滤机适用于固液分别,物料性质和处理工艺要素是选择板框压滤机的紧要因素。
首先,需要分析物料的粒度分布、比重、黏度、 pH 值、含水量等参数,以及处理工艺要素如过滤速度、过滤面积、过滤压力等。
通常情况下,板框压滤机适用于物料粘度低于 100 Pa·s、粒度小于 200 目、比重点于 1 的固液混合物。
假如需要处理的物料粘度较高,可以采纳加热或加压的方式降低粘度,使其更适合板框压滤机的过滤操作。
2. 依据过滤面积和处理量选型板框压滤机的选择也需要考虑过滤面积和处理量。
过滤面积的大小直接影响处理量和过滤效率,过滤面积越大处理量越大,但同时也会加添设备成本和维护难度。
在实际应用中,需要依据实在工艺要素和设备投资预算进行权衡。
常见的板框压滤机处理量范围从几个立方米到几百立方米不等,可以依据需要快捷选择。
3. 依据操作方式和耐腐蚀性选型依据操作方式和耐腐蚀性也需要选择板框压滤机。
操作方式重要有手动、半自动和全自动三种,手动操作成本低,但工作强度大;半自动操作可削减工作强度,提高工作效率,但设备成本较高;全自动操作无人干预,工作效率高,但设备成本更高。
耐腐蚀性重要受设备材质和液体性质的影响,选择适合的材质可有效延长设备使用寿命。
二、板框压滤机的处理量计算板框压滤机的处理量重要包括过滤面积和处理时间两个部分,实在的计算公式为:过滤面积 = 处理量÷过滤速度处理时间 = 运行时间÷ 60其中,过滤面积和处理量的单位均为平方米,过滤速度为立方米/平方米/小时,运行时间为分钟。
以处理一个含有 10% 固体物料浓度的过滤物为例,设处理量为50 立方米,过滤速度为 200 毫米/分钟,运行时间为 360 分钟,计算过滤面积和处理时间如下:过滤面积 = 50 ÷(200 ÷ 60) = 15 平方米处理时间 = 360 ÷ 60 = 6 小时三、常见故障诊断及解决方法1. 漏滤现象漏滤是板框压滤机常见的故障之一,通常由于滤布损坏、板框密封不严或滤饼脱落等原因导致。
板框压滤机选型及配套设备选型

板框式压滤机的设计选型板框式压滤机的选型设计,常用的计算方法有湿污泥量法、干污泥量法、及悬浮物量法,在这些设计计算方法中,湿污泥量法是相对精确及数据来源较好取得,建议优先采用此方法计算过滤面积。
板框式压滤选型设计中,最重要的就是污泥种类及污泥量的确定。
一套污水处理系统中污泥主要分为物化污泥和生化污泥。
以某工程为例,对污泥量的计算进行说明:一、实例例如:某种污水,水量为1000m3/d,主要污染物为COD=1500mg/L,BOD5=600 mg/L,SS=400 mg/L。
采用工艺为初沉池+水解酸化+A/O池+二沉池+化学氧化+絮凝沉淀。
假设初沉池投药量为:PAC为100mg/L、PAM为2mg/L,后物化投药量同前物化。
该工艺去除率表如下:二、计算过程如下:1、物化污泥物化污泥的主要来源水为前物化和后物化中SS的量和投加的絮凝剂的量(先按绝干污泥来计算)。
SS的量:A=1000 m3/d×(0.2㎏/m3+0.02㎏/m3)=220㎏/d投药量:B=1000 m3/d×(0.1㎏/m3+0.001㎏/m3)×2=202㎏/d2、生化污泥生化污泥的计算一般参照传统活性污泥法污泥的计算方法,此类计算方法计算存在很大误差,一般只能作为参考。
生化污泥可参考经验数值进行计算。
生化污泥可按厌氧系统去除1㎏BOD5污泥产率系数为0.15㎏,好氧系统去除1㎏BOD5污泥产率系数为0.6㎏计算。
(当是工业污水时,很难检测出BOD5,故常用COD计算污泥量,产率系数同上)(0.057代表的是去除BOD的量,计算工业污水也可以看成是COD的量)生化污泥量:C=厌氧污泥+好氧污泥=1000 m3/d×0.057㎏/m3×0.15㎏污泥/㎏BOD5+1000 m3/d×0.492㎏/m3×0.60㎏污泥/㎏BOD5=303.8㎏/d3、总污泥量:物化污泥和生化污泥一般都会进入污泥浓缩池进行浓缩,经浓缩后污泥的含水率为97%至98%,现取98%绝干污泥总量为D=A+B+C=220+202+303.8=725.8㎏/d含水率为98%的污泥的总体积约为36.3m3/d三、板框式压滤机的选择板框式压滤机是悬浮液固、液两相分离的理想设备,具有轻巧、灵活、可靠等特点。
板框压滤机污泥脱水设备型号选择计算表
立米
57.02 60.00 立米/h
22.81 25.00 立米/h
60.00 立米/h
调理罐容积/格
按停留时间30s计算
0.50
立米
反应罐容积 反应罐上口直径
按高压泵30分钟的工作流量选择 反应罐设计为圆锥形
10.00
立米
2.52 3.00 m
调理罐直径/格
按圆柱罐设计
0.65
m
备注 根据我们的工艺 这是厂家提供参数
滤饼含水量 处理完成后污泥量
滤饼比重 处理后的滤饼体积 压滤机每天工作时间 压滤机工作一个循环所需时间 压滤机每天工作循环数 每循环处理的滤饼体积 100平方过滤面积的理论容积(安全系数
1.2) 过滤面积 压滤机数量 单台压滤机过滤面积(取整) 压滤机型号
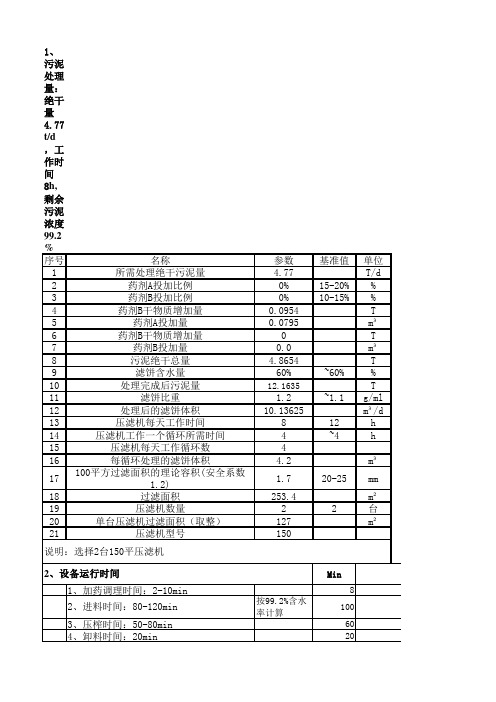
说明:选择2台150平压滤机
参数 4.77 0% 0% 0.0954 0.0795
1、 污泥 处理 量: 绝干 量 4.77
t/d ,工 作时 间 8h, 剩余 污泥 浓度
99.2
% 序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
17
18 19 20 21
名称 所需处理绝干污泥量
药剂A投加比例 药剂B投加比例 药剂B干物质增加量 药剂A投加量 药剂B干物质增加量 药剂B投加量 污泥绝干总量
计算条件 按方池,3.5m有效深度设计 按8h设计 共设2座储泥池 按99.2%浓度计算 按99.2%浓度计算 按实际工作设备台数、批次计算 按实际工作时间计算 按低压泵40%流量计算 按低压泵流量选型
计算值 取值 单位
5.38 5.50 m
8.00
hБайду номын сангаас
压滤机选型计算

1、 过滤面积标准:按国标生产制造的压滤机的过滤面积每平方等价于15L的固体容积。
2、压滤前:体积V1(M3)、压滤前污水含水率a=97.5%~99.2%(一般经验值)。
3、压滤后:体积V2(M3)、压滤后污泥含水率b=75%。
4、压滤周期: 每天压滤次数t。
5、 含固量平衡法:V1×(1-a)= V2×(1-b ),得出V2= V1×(1-a)/(1-b )。
6、 过滤面积: =1000×V2/15/t=1000× V1×(1-a)/(1-b )/15/t。
7、 举例说明:广东五金厂,每天经处理后(到污泥浓缩池)产生湿污泥量V1=6.0 M3,含水率a=98.0%×6.0×(1-98%)/(1-75%)/15/1=32,根据计算建议选用35M2(比32 M2大点)的XMYJ35/800-UB压滤 注:X——为厢式压滤机。
M---明流。
Y----液压自动。
J---手动千斤顶。
a——为暗流(除可洗。
u——塑料滤板。
(注解中的字母与文本中的字母毫无关联。
压滤前污泥量(m3/天)20绿色部分需要人工输入,蓝字部分自动计算结污泥含水率%99压滤后污泥含水率%75一天处理次数(t)1过滤面积m253.3333333。
-b )。
=6.0 M3,含水率a=98.0%,拟准备每天对污泥浓缩的污泥处理一次,其需选用压滤机的过滤面积=1000点)的XMYJ35/800-UB压滤机一台。
千斤顶。
a——为暗流(除污水含腐蚀性或易挥发等成份之外,一般不选择暗流。
k——可洗。
b---不字部分自动计算结果。
压滤机选型计算

1、 过滤面积标准:按国标生产制造的压滤机的过滤面积每平方等价于15L的固体容积。
2、压滤前:体积V1(M3)、压滤前污水含水率a=97.5%~99.2%(一般经验值)。
3、压滤后:体积V2(M3)、压滤后污泥含水率b=75%。
4、压滤周期: 每天压滤次数t。
5、 含固量平衡法:V1×(1-a)= V2×(1-b ),得出V2= V1×(1-a)/(1-b )。
6、 过滤面积: =1000×V2/15/t=1000× V1×(1-a)/(1-b )/15/t。
7、 举例说明:广东五金厂,每天经处理后(到污泥浓缩池)产生湿污泥量V1=6.0 M3,含水率a=98.0%×6.0×(1-98%)/(1-75%)/15/1=32,根据计算建议选用35M2(比32 M2大点)的XMYJ35/800-UB压滤 注:X——为厢式压滤机。
M---明流。
Y----液压自动。
J---手动千斤顶。
a——为暗流(除可洗。
u——塑料滤板。
(注解中的字母与文本中的字母毫无关联。
压滤前污泥量(m3/天)4污泥含水率%98压滤后污泥含水率%80一天处理次数(t)2过滤面积m213.3333333。
-b )。
=6.0 M3,含水率a=98.0%,拟准备每天对污泥浓缩的污泥处理一次,其需选用压滤机的过滤面积=1000点)的XMYJ35/800-UB压滤机一台。
千斤顶。
a——为暗流(除污水含腐蚀性或易挥发等成份之外,一般不选择暗流。
k——可洗。
b---不。
板框压滤机选型设计计算
板框压滤机选型设计计算
在进行板框压滤机的选型设计计算之前,首先需要明确一些基本参数,包括:
1.需要处理的悬浊液的流量和浓度;
2.过滤温度和压力的范围;
3.过滤面积的要求;
4.过滤结果的期望等。
在确定了这些基本参数之后,可以进行下面的选型设计计算。
1.确定过滤面积的大小。
过滤面积是衡量板框压滤机处理能力的重要指标。
根据需要处理的悬
浊液流量和浓度,以及过滤速度的要求,可以计算出过滤面积的大小。
过滤面积=需要处理的悬浊液流量/过滤速度
2.确定压滤时间。
压滤时间是指悬浊液在板框压滤机中停留的时间。
根据过滤面积和过
滤速度,可以计算出压滤时间。
压滤时间=过滤面积/过滤速度
3.选择合适的过滤介质。
过滤介质是指放置在板框压滤机中的过滤媒体,一般是过滤布或过滤纸。
选择合适的过滤介质可以提高过滤效果。
4.确定过滤压力。
过滤压力是指施加在悬浊液上的压力,通常使用液压系统或机械压力方式。
根据过滤速度和需要处理的悬浊液的特性,可以确定合适的过滤压力范围。
5.确定板框材质和尺寸。
6.确定自动化程度。
根据需要处理的悬浊液的特性和用户的要求,确定板框压滤机的自动化程度,包括自动控制和报警功能等。
7.其他设计考虑因素。
除了上述主要的设计参数外,还需要考虑一些其他因素,例如过滤过程中的泄漏问题、维护保养的方便性、过滤机的占地面积等。
总结:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
完整版)板框压滤机选型计算
在污水处理工厂中,为了降低成本,通常会建造污水池、反应池和沉淀池等设施来处理污水。
但是在选择厢式压滤机时,人们通常不清楚应该选择哪种型号的压滤机才能处理每天需要处理的污水量。
下面介绍一种大众化的方法,适用于大多数工厂来计算污水处理量和压滤机的选配。
本文主要针对我们公司生产的厢式压滤机,在环保行业的污泥脱水中进行选型设计参数的阐述(过滤面积的设计计算)。
常用的计算方法有湿污泥量法、干污泥量法和悬浮物量法等。
在这些设计计算方法中,湿污泥量法是相对精确且数据来源较好,建议优先采用此方法计算过滤面积。
湿污泥量法的计算步骤如下:首先,按照国家标准生产制造的压滤机的过滤面积每平方等价于15L的固体容积。
其次,压滤前污水的体积为V1(M3),含水率为a=97.5%~99.2%
(一般经验值)。
然后,压滤后污泥的体积为V2(M3),含
水率为b=75%。
最后,每天进行压滤的次数为t。
在选型时,已知总流量为300m3/d(98%),需要求出
Q2的值。
根据计算公式,经过板框压滤机后,泥的体积缩小
了15倍,因此Q2=300/15=20m3/d(78%)。
在板框机的选型计算中,已知设备需要工作16小时,板
框压滤机每次工作周期为2小时。
因此,一天内板框压滤机可以工作8个周期。
由此可以得出板框压滤机滤室的总容量为
2.5m3/周期=2500L/周期,以XXX为例。
最后,在螺杆泵的选型中,设计流量为300m3/h,考虑安
全系数为1.5,因此实际流量为30m3/h,工作时间为16小时。
本文介绍了含固量平衡法和过滤面积的计算方法,以及如何根据计算结果选择合适的压滤机。
含固量平衡法是一种常用的污泥浓缩计算方法,其公式为:V1×(1-a)= V2×(1-b),其中V1为原始湿污泥量,a为含
水率,V2为浓缩后的污泥量,b为浓缩后的含水率。
根据该
公式可以计算出V2= V1×(1-a)/(1-b)。
过滤面积是指压滤机过滤板的总面积,其计算公式为:1000×V2/15/t=1000×V1×(1-a)/(1-b)/15/t,其中t为每次压滤的时间。
根据该公式可以计算出合适的过滤面积。
举例来说,XXX每天产生湿污泥量V1为6.0 M3,含水率a为98.0%。
如果每天对污泥浓缩进行一次处理,需要选择合适的压滤机。
根据公式,计算出过滤面积为1000×6.0×(1-98%)/(1-75%)/15/1=32.因此,建议选择35M2的
XMYJ35/800-UB压滤机一台。
综上所述,含固量平衡法和过滤面积的计算方法可以帮助我们选择合适的压滤机,从而实现污泥浓缩和处理的目的。