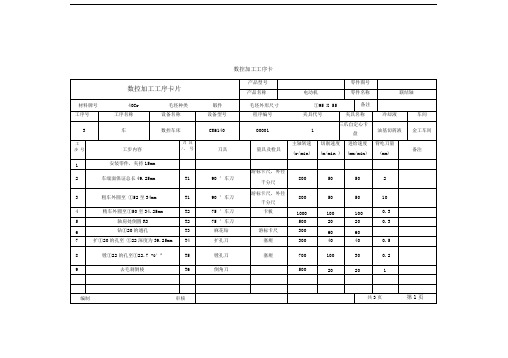
数控加工工序卡片
数控加工工序卡片
立铳刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页
T6
倒角刀
500
20
20
1
编制审核
共3页第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号40Cr毛坯种类锻件
毛坯外形尺寸①95X55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
00002
2
专用夹具
油基切屑液
金工车间
工 步 号
工步内容
刀 具
/、 号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至①91
T7
45°车刀
游标卡尺,外径
千分尺
T2
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片(可编辑)
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
模具零件加工工艺过程卡片

铣刀
游标卡尺
30
平面磨床
外形尺寸达到精度要求
磁性吸盘
砂轮
游标卡尺
高度规
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
鼓风机外壳铝合金压铸模
零部件名称
加工CNC无法加工到位的
放电机
通用夹具
紫铜电极
三次元
慢走丝加工
加工高精度孔,落边料
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
机械加工工艺过程卡片模板
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
数控加工工序卡片
20
20
1
编制
审核
共3页
第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
步
号
工步内容
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
数车中级加工图纸

《数控车工》(四级)之阳早格格创做问题卷试题代码:试题称呼:轴类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片问题卷试题代码:试题称呼:盘类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片《数控车工》(四级)试题单试题代码:试题称呼:轴类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:盘类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:轴类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单《数控车工》(四级)试题单试题代码:试题称呼:盘类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单试题评分表试题代码:1.1.1试题称呼:轴类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:1.2.1试题称呼:盘类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.1.1试题称呼:轴类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)1、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.2、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.3、整件有宽沉的碰伤、过切,不予评分.4、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.5、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.2.1试题称呼:盘类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)6、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.7、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.8、整件有宽沉的碰伤、过切,不予评分.9、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.10、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)审定规划一、审定办法:数控车工(四级)的审定办法分为表里知识考查战收配技能考核.表里知识考查采与关卷估计机机考办法,收配技能考核采与现场本质收配办法.表里知识考查战收配技能考核均真止百分造,结果皆达60分及以上者为合格.表里知识大概收配技能不迭格者可按确定分别补考.二、表里知识考查规划(考查时间90分钟)三、收配技能考核规划考核名目表四. 组卷(审定核心用)表里知识审定组卷(考查时间90分钟):收配技能考核组卷:注:脚工编程与数控加工仿真模块战数控车床收配与整件加工模块为统一试题单《数控车工》(四级)收配技能审定因素细目表《数控车工》(四级)审定所树坐技能央供注:原表所列不过原工做(等第)收配技能审定每一种工位必须摆设的设备及设备附属品战消耗品、牢固需要的工具等,其余审定处事所需的资料、样品、半废品、文具、工具、耗材等,将正在试题单上另止列出,并证明是审定所准备仍旧考死准备;有几个工位共时处事的,原单所列依工位数量减少.。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡一、机械加工工艺过程卡片的作用1.指导生产和操作:卡片上详细记录了机械加工的各个工序和流程,对操作人员起到了指导作用,确保操作的准确性和标准化。
2.控制质量:卡片上包含了加工要求、工艺参数等信息,对产品质量起到了控制作用。
操作人员可以根据卡片要求,进行相应的加工操作,以保证产品符合要求。
3.提高效率:卡片上记录了每个工序的工艺参数、加工时间等信息,可以帮助生产计划和管理部门合理安排生产计划,提高生产效率。
4.资料存档:卡片作为一种文档,可以对加工过程进行记录和存档,有利于追踪产品的加工历史,为后续质量分析、问题追溯等提供依据。
二、机械加工工艺过程卡片的组成通常,机械加工工艺过程卡片由以下几部分组成:1.卡头:卡片的头部部分,包括产品名称、图号、工序号、工艺名称、卡号等基本信息。
这些信息帮助人员进行识别和区分,保证卡片的准确性。
2.工序表:卡片中包含了整个工艺流程的工序表,每个工序用一个单元格记录。
工序表中需要包括工序名称、工艺要求、加工精度要求、刀具选择、夹具选择等信息,确保工序的顺序、标准和要求。
3.工艺参数表:卡片中还需要包含每个工序的具体工艺参数表,包括加工速度、进给量、切削深度、刀具形状、刀具尺寸等信息。
这些参数是保证工艺的关键,确保产品的加工质量。
4.机床设备要求:卡片中还需要包含机床设备要求,包括机床类型、规格、精度等。
这对于选择合适的机床设备和确保加工质量非常重要。
5.加工时间和加工顺序:卡片中还需要记录每个工序的加工时间和加工顺序,帮助生产计划和管理部门合理安排生产计划,提高生产效率。
三、机械加工工艺过程卡片的编写方法1.制定卡片格式:根据企业的实际情况,制定机械加工工艺过程卡片的标准格式。
包括卡头、工序表、工艺参数表、机床设备要求等,确保卡片的统一和规范。
2.分析工艺流程:根据产品的加工工艺流程,分析每个工序的加工要求和工艺参数。
考虑到产品的质量要求和操作的可行性,制定相应的工艺参数及工序。
数控机床及编程练习图集
数控机床及编程练习册院(部):专业:班级:姓名:学号:作业说明:1. 填写数控加工工序卡片,交作业时随程序页一起提交。
(数控加工工序卡片格式见附页)2. 在图形上注出编程坐标系。
3. 在每条程序段后作注解,说明该段的作用。
4. 程序较长,在“程序编写如下:”中空白预留不够的,可续写在背面,或另附A4打印纸续写。
5. 教师根据教学需要选择题目。
教师批改后,学生须保留单次作业的所有材料。
教师布置完成的所有作业最后需装订成册,统一交教师存档。
最后材料不完整的,作业成绩不合格。
一、数控车削加工编程1.零件材料为Q235,毛坯为φ35x70棒料,试用G90指令编写零件外轮廓加工程序。
程序编写如下:G70、G71指令编写零件外轮廓粗精加工程序。
程序编写如下:写零件外轮廓加工程序。
注意沟槽的车削加工方法。
φ24φ18φ22程序编写如下:4. 零件材料为Q235,未注倒角C1。
毛坯为φ30x80棒料,试分别采用G32、G92、G76指令编写螺纹车削程序。
用G32指令编程如下:用G92指令编程如下:用G76指令编程如下:试编写零件外轮廓粗精加工程序。
试编写零件外轮廓粗精加工程序。
×45°程序编写如下:7. 零件材料为45钢,毛坯为φ60x130棒料,试编写零件外轮廓粗精加工程序。
程序编写如下:8.零件材料为45钢,未注倒角C1。
毛坯外形已锻成接近成品尺寸,毛坯长90,试使用G73指令进行粗车,完成零件外轮廓粗精加工程序。
程序编写如下:试编写零件外轮廓粗精加工程序。
34.5φ24φ22.5φ16.5程序编写如下:试编写零件外轮廓粗精加工程序。
35φ1 0程序编写如下:试编写零件外轮廓粗精加工程序。
程序编写如下:试编写零件的加工程序。
程序编写如下:二、数控铣削加工编程1. 零件材料为45钢,毛坯尺寸100x100x30,底面、顶面及周边轮廓已加工,试编写零件凸台部分的铣削加工程序。
程序编写如下:轮廓已加工,试编写零件凸台部分的铣削加工程序。
数控加工实用工艺卡片、刀具卡片样板
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片(一)产品型号154轴套零件图号产品名称轴套零件名称轴共 1 页第 1 页材料牌号40CRBG 毛坯种类毛坯外形尺寸日产量工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 钻孔钻孔保证同轴度机加工车工直径23钻头,游标卡尺。
20 车B端车加工P部,车内孔保证直径24.8,内孔C1倒角.机加工车工液压三软爪,外圆车刀,内孔车刀,游标卡尺,内径量表,圆角卡规,粗糙度量仪。
30 车A端车加工P部,内孔C1倒角机加工车工液压三软爪,外圆车刀,内孔车刀,圆角卡规。
40 质检入库质检入库送货设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 2 页车间工序号工序名称材料牌号机加工20 车B端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数数控车床CAK4085Dj 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件游标卡尺,内径表,圆角规,工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车P部亚肯外圆车刀800 200 0.25 12 车内孔并倒C1角亚肯硬质合金刀杆800 240 0.3 1.8 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 3 页车间工序号工序名称材料牌号机加工30 车A端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床SKT200Z 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件圆角规工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车B端P部,内孔倒C1角.亚肯外圆车刀1200 200 0.25 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 1 页车间工序号工序名称材料牌号机加工10 钻孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床CAK6150Dj 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 钻直径23孔直径23麻花钻500。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
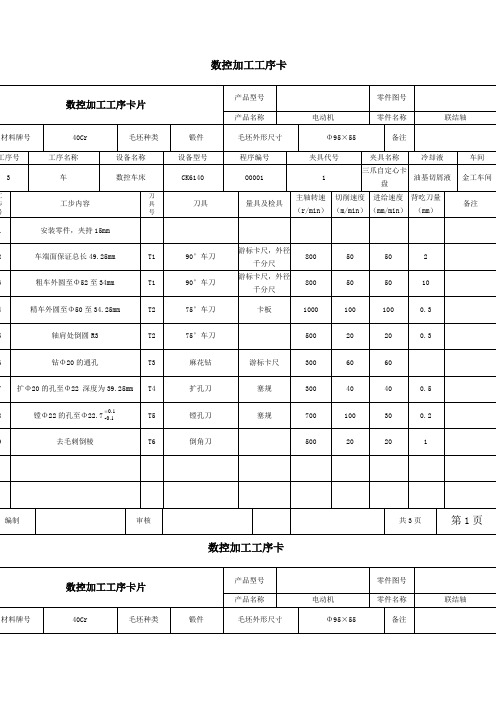
1
安装零件,夹持15mm
2
车端面保证总长49.25mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
2
3
粗车外圆至Φ52至34mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
10
4
精车外圆至Φ50至34.25mm
附表3数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
数控铣床
XK5032
O0003
3
专用夹具
乳化液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
钻6个深度为10mm的均布的Φ6.9的孔
T1
钻头
内径千分尺
600
15
50
1.6
2
扩孔至Φ8
T2
立铣刀
塞規
300
10
40
0.5
500
20
20
1
编制
审核
共3页
第1页
附表4数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸ΦLeabharlann 5×55备注工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
T2
75°车刀
卡板
1000
100
100
0.3
5
轴肩处倒圆R3
T2
75°车刀
500
20
20
0.3
6
钻Φ20的通孔
T3
麻花钻
游标卡尺
300
60
60
7
扩Φ20的孔至Φ22 深度为39.25mm
T4
扩孔刀
塞規
300
40
40
0.5
8
镗Φ22的孔至Φ22.7
T5
镗孔刀
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
3
去毛刺倒棱
T3
倒角刀
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第 3页
T5
镗孔刀
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
500
20
1
编制
审核
批准
共3页
第 2页
附表5数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
1.2
4
精车外圆至Φ90
T8
45°车刀
卡板
1000
100
100
0.3
5
粗车长度为2mm外圆Φ90至Φ49
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
1.2
6
精车外圆Φ49至Φ47
T2
90°车刀
卡板
1000
100
100
0.3
7
扩Φ20的孔至Φ39 孔深为10mm
T4
扩孔刀
塞規
300
40
40
1
8
镗Φ39的孔至Φ40
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至Φ91
T7
45°车刀
游标卡尺,外径千分尺
800
50
50