耐磨堆焊焊条药皮渣系成分优化设计
抗冲击耐磨堆焊焊条的研制

!"#$%&’()*$+,(-%-)./-%0123-024$506776##############################################################收稿日期:6772879876长沙建筑机械研究所引进开发国外先进的混凝土泵,其分配阀工况恶劣,磨粒磨损严重。
采用目前国内生产的堆焊焊条,堆焊件的使用寿命低。
据此情况我公司研制开发了耐磨性能优良的:;<97堆焊焊条,以满足国内需要。
!堆焊焊条的设计202堆焊件的工作条件分配阀由切割环和眼镜板组成,放置于砼中,工作条件恶劣,被切割的砼料流最大压力达2!0=>?@,切割环滑移推力2A09B !A C3,从一端到另一端的动作时间为706D ,最大滑移速度209E F D ,切割环作用在眼镜板上,分配阀摩擦正压力达=0G!>?@以上,其磨损类型为中等冲击作用下的凿削式磨粒磨损,磨料为湿的混凝土,含有大量的硬颗粒石英H I’J 6K ,但其组分中最高硬度不会超过石英H L/A77B 26G7K 。
206焊条合金系的选择由以上可知,该合金要求具有高耐磨性能,且具有一定的抗冲击性能和耐腐蚀性能。
合金组织应是在马氏体为主的基体上分布大量硬质点碳化物的组织。
硬质合金堆焊层虽具有优良的耐磨性,但不具备后两种性能,且价格昂贵。
高铬铸铁被认为是第三代高耐磨材料,且具有以上三种性能。
含>-的高铬铸铁其金相组织是以马氏体为主的基体,在其中分布着孤立的>=;1型碳化物H L/2177B 2G77K ,故其既有很好的耐磨性,亦有相当的韧性,特别适用于一定冲击负荷的较硬磨粒磨损工况。
因此,在焊条成分设计中选用;8;M8>-高合金系。
20602;和;M高铬铸铁的!H ;M K 一般为26N B 6GN 。
若!H ;M K O 26N ,!H ;K 使铸铁成为共晶或略亚共晶,则一部分共晶碳化物可能形成>1;型碳化物H L/G77B 2677K ,会较大幅度地降低耐磨性及韧性。
高效高硬度低成本耐磨堆焊焊条的研制

第29卷第3期焊接学报V01.29No.32008年3月TRANSACTIONSOFTHECHINAWELDINGINSTITUTIONMarch2008高效高硬度低成本耐磨堆焊焊条的研制张清辉,肖逸锋,龚建勋(湘潭大学机械工程学院,湖南湘潭411105)摘要:研制了一种新型的高教高硬度低成本耐磨堆焊焊条。
焊条中大量加入铁粉和适量的石墨而不加任何矿石粉,少加或不加价贵组分,系统调整焊条药皮配方以及筛选合适的合金组元,既提高了焊条的综合性能又降低了成本。
结果表明,焊条的工艺性能良好,焊条的熔化效率达3kg/h,熔敷效率达226.9%,焊条收得率达80%,堆焊单层熔敷金属硬度达67HRC,耐磨性为某高铬铸铁焊条的1.52倍,同时具有较好的抗裂性。
关键词:堆焊焊条;耐磨;高效;高硬度;低成本中图分类号:TG422.1文献标识码:A文章编号:0253—360X(2008)03一0005—04张清辉0序言随着工业的发展,机械产品不断增加,寿命要求越来越长,在耐磨堆焊领域中要求耐磨堆焊焊条的性能进一步提高。
现有的耐磨焊条综合性能较差,例如硬度高、韧性低、抗裂性较差,大多需要预热,焊接工艺复杂;熔化速度慢、熔敷效率低,使工人在热状态下工作时间较长。
特别是热天预热堆焊时,上述不足更加凸显。
而且,一般堆焊焊条药皮中加有大量起稳弧、造渣、造气等作用的矿石粉,基本上是白消耗而不过渡,对于要求一定厚度熔敷金属的堆焊来说焊条头增多,造成焊条收得率较低,一般在50%以下[1]。
此外,随着市场行情的变化,焊条原材料不断涨价,有的幅度特别大,如钼铁、钒铁等价格是原来的3—10倍。
如何降低焊条成本,是研究人员的永恒课题。
针对上述不足和新情况研制了一种高效高硬度低成本的耐磨堆焊焊条。
1焊条的设计1.1焊条药皮组成在焊条药皮中不加任何矿石粉,全由铁粉、石墨、合金组元组成。
这样焊道上基本无渣,可连续进行多道多层堆焊,节省矿石粉的消耗,可大大提高焊条的熔化效率、熔敷效率和焊条收得率。
高硬度高抗裂耐磨焊条的研制
Modern Welding 现代焊接高硬度高抗裂耐磨焊条的研制Development and production ofelectrodes with high hardness, high crack resistance and high wear resistance合肥工业大学材料科学与工程学院 张 建 王国平 左小涛[摘要] 本文研制了一种Fe-Cr-B合金系堆焊焊条,在焊条配方中主要加入Cr、B,可以有效地提高堆焊层的硬 度,同时具有很高的抗裂性。
研究表明:X射线分析该合金基体组织主要是马氏体组织和残余奥氏体组织,组织中 Cr -Fe相、(Cr,Fe)7C3和Fe23(C,B)6等碳化物、硼化物的高硬度的硬质相均匀地分布在堆焊层上。
由于此类硬质相的 存在使得合金系的硬度可达65HRC,抗裂性很好。
[关键词] 堆焊;高硬度;抗裂性;耐磨性前言耐磨堆焊工艺广泛的应用于农业、 矿业等和其他高硬度高耐磨性的机械 器件中,硬度不同的两工件之间接触 时一般需要耐磨堆焊合金[1]。
堆焊合金 不仅需要高硬度、高耐磨性,同时还 需要有好的韧性,而韧性主要由基体 组织的结构决定[2]。
Chatterjee和pal指 出堆焊合金中Cr的碳化物体积分数超 过35%后,其耐磨性将不再提高[3]。
因 此通过加入适量的B可以提高堆焊合金 的耐磨性和硬度[4]。
目前所研制的耐磨 堆焊焊条当硬度高于60HRC时就无法 保证具有很好的抗裂性,本试验所研 制的焊条在保持硬度高达65HRC的同 时具有高的抗裂性。
使堆焊合金的硬度及耐磨性越高[5],因 此采用的合金为高碳铬铁、硼铁。
根 据试验研究本试验选择Cr含量为20%, 依次改变B的含量来确定最佳的焊条药 皮配方。
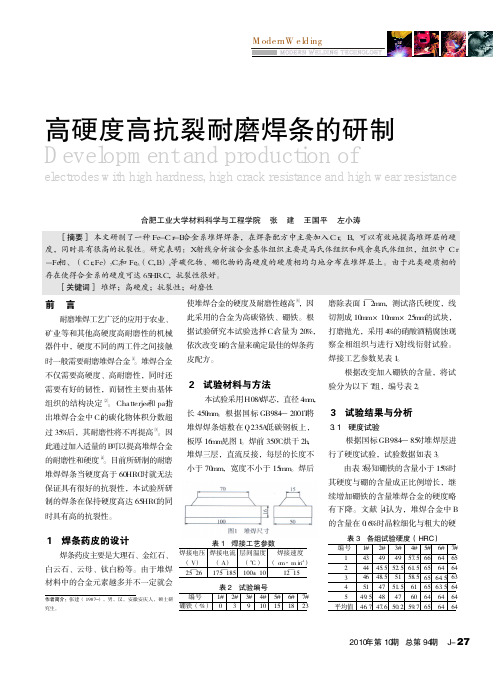
2 试验材料与方法本试验采用H08A焊芯,直径4mm, 长 450mm。
根 据 国 标 GB984— 2001T将 堆焊焊条熔敷在Q235A低碳钢板上, 板厚16mm见图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
耐磨堆焊焊条药皮渣系成分优化设计摘要本文采用正交实验法对耐磨堆焊焊条的药皮渣系进行了优化,经过反复的试验,获得了堆焊脱渣性与硬度性能良好的配方。
文中选用5种药皮成分作为自变量,并把每个自变量分成4个水平,共做了16个焊条小样,得到了各组分对焊条工艺性能影响的趋势图。
结果表明:稀土镁降低了堆焊焊条的脱渣性,提高了堆焊层的硬度,细化了堆焊层组织,减少了裂纹;金红石可以提高堆焊焊条的脱渣性。
综合考虑堆焊焊条的脱渣性、气孔性、焊道成型性、堆焊层硬度以及抗裂纹性等因素,最终确定了该焊条药皮的最优化配方。
关键词耐磨堆焊焊条;正交实验法;工艺性能;脱渣性;硬度1 引言通过焊接技术获得表面沉淀层,例如手工电弧焊(SMAW)、埋弧焊(SAW)、等离子弧焊(PAW)、氧乙炔焊接等,可以有效的提高零件的耐磨性和抗腐蚀性。
因此,上述方法被广泛的应用在工业生产中[1]。
在焊接沉积技术中,在不需要相近的尺寸公差的情况下,通过手工电弧焊获得堆焊层一直以来都特别有效。
所谓堆焊,其主要目的是为了增大或恢复焊件尺寸,使焊件表面获得特殊性能的熔敷金属的一种焊接方法。
目前,堆焊已经广泛的应用于矿山、冶金、农机、建筑、车辆、石油化工等行业的机械修复与制造,以及工具、模具的制造与修理。
焊条的工艺性能包括稳弧性、脱渣性、焊缝成形、焊接飞溅以及焊条发尘量等[2],耐磨堆焊焊条由于其自身的特点,在保证其能够获得较好性能的堆焊合金的同时要有较好的焊接工艺性能。
2 试验过程2.1试验材料堆焊焊条焊芯采用H08A,其化学成分如表1所示,尺寸为Φ4mm×450mm。
在200mm×200mm ×12mm的Q235钢板上进行堆焊试验,Q235钢板化学成分如表2所示。
表1 H08A焊芯的化学成分(%)表2 Q235化学成分(%)2.2 药皮成分正交设计正交试验设计是研究多因素多水平的一种设计方法,它是根据正交性从全面试验中挑选出部分有代表性的点进行试验,这些有代表性的点具备了“均匀分散,齐整可比”的特点,正交试验设计是分式析因设计的主要方法。
是一种高效率、快速、经济的试验设计方法。
日本著名的统计学家田口玄一将正交试验选择的水平组合列成表格,称为正交表[3]由于本文研究的是堆焊焊条的工艺性能,因此添加适量的硼铁与高碳铬铁。
考虑到焊条的制作性能等多方面因素,添加适量的云母、铝粉。
焊条药皮主要组份为金红石、大理石、钛白粉、白云石以及稀土镁,根据正交试验法进行五因素四水平的正交试验L 16(45),制作16组焊条小样,其水平因素如表3所示。
在确定焊条较优化配方的基础上考虑母材对堆焊层的稀释作用同样制作了稀土镁含量分别为0%,3%,6%以及9%的四组焊条,根据国标GB984-2001T 将堆焊焊条堆焊在Q235低碳钢板上[4]。
表3 因素水平表(%)因素 水平 金红石 大理石 钛白粉 白云石 稀土镁 1 15 15 8 6 0 2 18 18 10 8 3 3 21 21 12 10 6 42424141292.3试验方法将焊芯用砂纸除去表面氧化层,采用药皮重量系数为67%的药粉进行手工搓制,制作过程中要保证焊条药皮涂覆均匀,偏心度小,表面较光滑且药皮紧实。
制作好的焊条在室内自然晾干至用指甲按压不留压痕时,在烘干炉内进行300℃×2h 烘干,制作完成焊条(如图1所示)。
焊接工艺参数:直流反接,电流150-170A ,电压23-25V ,焊接速度为10-13cm/min 。
根据标准JB/T8423-96,在焊接过程中进行百分制打分,观察并记录焊条的稳弧以及飞溅性能。
堆焊完成后将焊缝朝下平置于自制的锤击平台上,待焊后一分钟将重为2kg 的小球在高度为1.2m 处自由下落锤击试板中心,连续锤击三次,脱渣率按下式计算[5]%100)2.05.0(210⨯++-=ll l l l D式中:D ——脱渣率 l ——焊道总长度 l 0——未脱渣长度 l 1——严重粘渣长度 l 2——轻微粘渣长度 脱渣性试验后,观察焊缝成形性能以及堆焊表面有无裂纹以及气孔,然后磨去表面1-2mm ,进行硬度试验,之后观察堆焊顶层的金相。
图1 制作完成的堆焊焊条3 试验结果与分析3.1 正交试验结果3.1.1脱渣性脱渣性试验结果如表4所示,脱渣性按照满分100进行评分。
根据正交试验思想[6],计算各因素的水平总和以及极差。
根据各因素的水平总和可知,该焊条的优化配方为34321。
表4 脱渣性试验结果对所焊的16个试样表面磨平进行硬度试验,每个试样测试五个点取平均值,同样求各因素的水平总和以及极差,如表5所示。
可见该焊条的优化配方为42224。
表5. 硬度实验结果(HRC)7 2 3 4 1 2488 2 4 3 2 1 57.59 3 1 3 4 2 5210 3 2 4 3 1 5511 3 3 1 2 4 6112 3 4 2 1 3 5313 4 1 4 2 3 5614 4 2 3 1 4 59.615 4 3 2 4 1 59.516 4 4 1 3 2 56.3Ⅰ219.9 219.3 223.7 211.6 223Ⅱ221.2 225.2 228 229.7 211.5Ⅲ221 223.5 224.1 226.6 219.4Ⅳ231.4 225.5 217.7 225.6 239.6R 11.5 6.2 10.3 18.1 28.1由于该焊条属于耐磨堆焊焊条,所以在保证高硬度脱渣性较好的同时,必须尽可能的减少裂纹的出现。
通过观察焊后堆焊合金可知,随着金红石含量的增加,裂纹倾向增大,再结合正交试验结果,综合考虑该焊条的最佳金红石加入量应该选择18%。
对表4中14号焊条焊后熔渣进行X-射线衍射试验,测定熔渣的主要物相(如图2)。
由图4焊后熔渣的XRD衍射图谱可知,该渣的主要物相为CaTiO3、Fe2TiO5和Fe2TiO3,这些氧化物稳定性好,熔点高且与钢的线膨胀系数相差较大,在焊接过程中形成短渣,因此易于焊缝金属的脱渣[7-8]。
金红石与钛白粉的主要组分尽管都是TiO2,但是由于其晶形不同,所以其晶体习性也不同,每个金红石晶胞内含有2个TiO2,每个钛白粉内含有4个TiO2且氧位于八面体的顶角 [9]。
因此在渣系反应阶段金红石更容易生成CaTiO3、Fe2TiO5、Fe2TiO3等氧化物促进脱渣。
图2 4#熔渣XRD衍射图谱3.3 稀土镁添加量的影响由于电弧温度远远高于镁的沸点(为1090℃),因此在焊接过程中会有一部分镁发生蒸发而产生镁蒸汽,当在液态熔池冷却过程中如果不能完全溢出液态金属就会产生气孔。
试验表明当稀土含量超过3%,随着稀土加入量的增加,堆焊合金表面气孔越来越多(如图3所示)。
图3 稀土试验表面气孔(稀土镁含量分别为:a.3wt%;b.6wt%,c.9wt%)当稀土含量达到9%时,表面出现蜂窝状气孔,因此要严格控制稀土的加入量。
在单层堆焊时母材对稀土的稀释作用较大,因此在上述优化金红石等矿物组分的基础上进一步对稀土镁进行了试验。
堆焊三层时结果表明,当稀土镁含量为3%时堆焊合金硬度最高,达到了63HRC,且表面无裂纹。
众所周知,S、P、H是焊接过程中的主要有害元素,这些元素会在晶界出发生偏聚,减小了晶界之间的结合力造成晶界脆化,而稀土元素可以与S、P、H形成稳定的稀土化合物,降低S、P、H在晶界处的偏聚,从而减少了堆焊层的裂纹倾向。
而稀土元素作为内吸附元素,在液态金属冷却结晶过程中,聚集在晶界表面阻止晶粒的快速长大,从而细化晶粒组织(如图4所示)。
图4 堆焊顶层表面金相(稀土镁含量分别为:a.3wt%;b.6wt%,c.9wt%)综合考虑脱渣性、硬度、气孔以及堆焊合金表面裂纹和晶粒细化程度。
该堆焊焊条的最优化配方应该为金红石18%,大理石18%,钛白粉10%,白云石8%,稀土镁3%。
4 结论1.根据正交试验法,通过实验测试了焊条的脱渣性、堆焊硬度等,最终确定了最佳的焊条药皮渣系成分,即金红石18%,大理石18%,钛白粉10%,白云石8%,稀土镁3%。
2.实验结果表明,金红石更容易通过焊接过程的冶金反应生成CaTiO3、Fe2TiO5、Fe2TiO3等氧化物,来有效的增强焊条的脱渣性。
3.根据单因素试验法确定了在加入稀土镁含量为3%时,宏观角度上:焊道气孔很少,无裂纹,成型性较好;微观角度上:堆焊层组织得到很好的细化,净化了堆焊层表面,提高堆焊层硬度。
参考文献[1] Xinhong Wang, Fang Han, Xuemei Liu, Shiyao Qu, Zengda Zou Microstructure and wear properties of the Fe–Ti–V–Mo–Chardfacing alloy[M]. Wear 265 (2008) 583–589.[2]张清辉,吴宪平,洪波. 焊接材料研制理论与技术[M]. 冶金工业出版社,2002.1.[3]陈魁编著.试验设计与分析(第二版)[M].北京:清华大学出版社,2005.7[5]栗卓新,陈邦固,雷万钧等. 药芯组成对碱性自保护药芯焊丝脱渣性影响的研究[J].机械工程学报,2001.37(10):75-92.[6]赵选明. 试验设计方法[M]. 科学出版社,2006.8[7]豆志河,姚建明,张延安等. Ti2O对CaO-Al2O3-CaF2渣系黏度的影响[J].材料导报,2008.22(5):152-154.[8]李平,孟工戈. TiO2对不锈钢焊条脱渣性的影响[J].焊接学报,2006.27(4):69-72.[9]刘华,胡文启编. 钛白粉的生产和应用[M]. 科学技术文献出版社,1992.8.作者简介:钟凯,男,1988.5.22生,合肥工业大学材料科学与工程学院研究生;研究方向:现代焊接技术。