2型材挤压生产过程工艺规程及作业指导书
挤压作业指导书

挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属、塑料等材料的加工过程中。
为了确保挤压作业的质量和效率,制定一份详细的挤压作业指导书是非常必要的。
本文将按照任务要求,为您提供一份详细的挤压作业指导书。
二、作业流程挤压作业的整体流程可分为准备工作、设备设置、材料准备、挤压操作和质量检验五个步骤。
1. 准备工作准备工作包括工作区域清理、设备检查和操作人员培训等。
确保工作区域干净整洁,设备正常运转,并对操作人员进行相关的安全培训和作业指导。
2. 设备设置挤压作业需要使用挤压机等专用设备。
在进行挤压作业前,需要根据所需产品的规格和要求,进行设备的调整和设置。
主要包括挤压机的压力、速度、温度等参数的调整。
3. 材料准备挤压作业需要使用特定的材料,如金属或者塑料等。
在进行挤压作业前,需要对所使用的材料进行检查和准备。
确保材料的质量和规格符合要求,并进行必要的预处理,如切割、清洗等。
4. 挤压操作挤压操作是整个作业的核心环节。
在进行挤压操作时,需要根据产品的要求,将材料放入挤压机的进料口,并通过挤压机的动力,将材料挤压成所需的形状。
在操作过程中,需要注意挤压机的运行状态、挤压速度、温度等参数的控制,以确保产品的质量和尺寸精度。
5. 质量检验挤压作业完成后,需要对产品进行质量检验。
主要包括外观质量、尺寸精度、材料强度等方面的检查。
通过质量检验,可以及时发现和解决可能存在的问题,确保产品的质量符合要求。
三、安全措施在进行挤压作业时,需要注意以下安全措施,以确保操作人员的安全和设备的正常运行:1. 佩戴个人防护装备,如安全帽、护目镜、耳塞等,以防止意外伤害。
2. 确保操作人员熟悉设备的操作流程和安全规范,并进行必要的培训和指导。
3. 定期检查和维护设备,确保设备的正常运行和安全性能。
4. 严禁操作人员将手部或者其他身体部位挨近挤压机的运动部件,以防止夹伤或者撞伤事故的发生。
5. 在挤压作业过程中,严禁使用损坏或者不合格的材料,以防止产品质量问题和安全事故的发生。
(完整word版)挤压作业指导书
3.3.1 根据所生产型材断面的难度及危险系数(指模具损坏可能性)的高低,可作提高10~20℃范围内的调整。
3.3.2 挤压筒重新升温时必须阶梯升温,每升温100℃保温20分钟后,再继续升温,直升至到温。
3.4 冷却水泵
3.4.1 对主机液压要保证有足够的循环水冷却,严禁无冷却水强行开机,该机有缺水保护装置。不许人为回避和改装及破坏保护开关。
HYD
作业文件
文件编号
HYD\GY002
版号
挤压作业指导书
页号
共4页第1页
1适用范围
本流程适用于6063铝型材的生产。
2产品执行标准
GB/T5237-2008《铝合金建筑型材》
3生产工艺流程
模具加热-圆铸锭加热开主机冷却风泵-挤压-风冷淬火-挤压筒加热中断-首料检验-拉伸矫直-半成品检验-装框-时效力学性能检验。
3.5.3.2 旋转手操作箱开关输入电源。
3.5.3.3 挤压机的操作电源是为了防止电源断相而马达电磁开关还能工作,造成马达单相运转故障而操作的电源。
3.2.2 圆铸棒加热必须保证在炉内加热四小时以上,即从加入炉内到出炉使用,需四小时以上。
3.2.3 圆铸棒上机挤压时的温度(表显);前面在530℃~570℃之间;后面在530℃~570℃之间;(平模按中下限,分流模按中上限)。
3.2.4 停机后,每次重新起动挤压,炉前必须退圆棒6~10根。
3.3主机挤压筒加热温度设定
3.4.2 油水热交换器(冷却器)必须保持干净,要确保半年清洗一次,水质不好,一个季度清洗一次。
3.5 挤压主机正常生产的操作
3.5.1 横式挤压机操作可分两部。第一部分为盛锭筒的预调整加热。第二部分为主机挤压时的操作。
挤压作业指导书
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于机械创造、建造工程、汽车创造等领域。
为了确保挤压作业的质量和安全,制定一份详细的挤压作业指导书是必要的。
二、任务目的本指导书的目的是为挤压作业人员提供明确的操作步骤和注意事项,以确保挤压作业的顺利进行,并最大程度地降低事故风险。
三、任务内容1. 挤压作业前的准备1.1 确定挤压作业的材料和规格要求。
1.2 检查挤压设备的状态,确保设备正常运行。
1.3 检查挤压模具的磨损情况,必要时更换模具。
1.4 确保挤压作业区域的安全和整洁。
2. 挤压作业的操作步骤2.1 将待加工材料放置在挤压设备的进料口,并调整进料机构的位置。
2.2 启动挤压设备,调整挤压速度和压力,确保材料顺利进入模具。
2.3 监控挤压过程中的温度和压力变化,根据需要进行调整。
2.4 观察挤压出来的产品质量,及时发现并处理问题。
3. 挤压作业的安全注意事项3.1 操作人员必须穿戴好安全防护装备,包括防护眼镜、手套等。
3.2 在挤压作业过程中,严禁将手或者其他物体挨近挤压设备的运动部件。
3.3 如发现挤压设备浮现异常情况,应即将停机检查并报告相关人员。
3.4 定期检查挤压设备的保养情况,保持设备的正常运行。
四、任务成果本指导书的成果是一份详细的挤压作业指导书,包括挤压作业的准备工作、操作步骤和安全注意事项。
该指导书应由专业人员编写,并经过相关部门的审核和批准。
五、任务执行时间本任务估计在一个月内完成,具体时间根据编写和审核的发展情况而定。
六、任务执行人员本任务的执行人员应包括挤压作业的专业人员、安全管理人员和相关部门的审核人员。
七、任务风险评估1. 由于挤压作业涉及到机械设备和高温操作,存在一定的安全风险,需要加强安全培训和操作规范的制定。
2. 编写指导书可能需要调研和采集相关资料,需要合理安排时间和人力资源。
八、任务评估与反馈任务完成后,应进行评估和反馈,采集相关人员的意见和建议,以进一步完善挤压作业指导书的内容和格式。
挤压作业指导书
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料加工等行业。
为了确保挤压作业的质量和效率,制定一份详细的作业指导书是非常必要的。
本文将为您提供一份挤压作业指导书的标准格式,以便于操作人员按照规范进行作业。
二、作业准备1. 确定挤压材料:根据产品要求,选择合适的挤压材料,并进行质量检验。
2. 准备挤压设备:检查挤压设备的工作状态,确保设备正常运行。
3. 准备模具:根据产品要求,选择合适的模具,并进行清洁和调整。
三、作业流程1. 设定挤压参数:根据产品要求,设定挤压参数,包括挤压速度、温度、压力等。
2. 安装模具:将模具安装到挤压设备上,并进行调整,确保模具位置准确。
3. 加料:将挤压材料放入挤压设备的进料口,并确保材料的均匀供给。
4. 开始挤压:启动挤压设备,按照设定的参数进行挤压作业。
5. 监控挤压过程:操作人员需要不断观察挤压过程中的变化,及时调整参数,确保挤压质量。
6. 完成挤压:当挤压完成后,住手挤压设备,并进行模具的拆卸和清洁。
四、安全注意事项1. 操作人员必须戴好个人防护装备,包括安全帽、防护眼镜、防护手套等。
2. 操作人员应熟悉挤压设备的操作规程,并定期进行安全培训。
3. 在进行挤压作业时,严禁将手或者其他物体伸入挤压设备内部。
4. 在挤压过程中,如发现异常情况,应即将住手设备,并通知相关人员进行检修。
5. 挤压作业现场应保持整洁,杂物应及时清理,以防止意外事故的发生。
五、作业质量控制1. 挤压产品的尺寸和形状应符合产品要求,可通过量具进行检测。
2. 挤压产品的表面应光滑、无明显划痕或者凹陷,可通过目视检查进行评估。
3. 挤压产品的材料应符合相关标准,可通过化学成份分析进行检测。
4. 挤压产品的强度和硬度应符合产品要求,可通过机械性能测试进行检测。
六、作业记录与报告1. 操作人员应记录挤压作业的关键参数,包括挤压速度、温度、压力等。
2. 操作人员应记录挤压产品的质量检测结果。
挤压车间工艺操作规程完整
规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
合用于在本公司挤压生产的整个过程。
3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
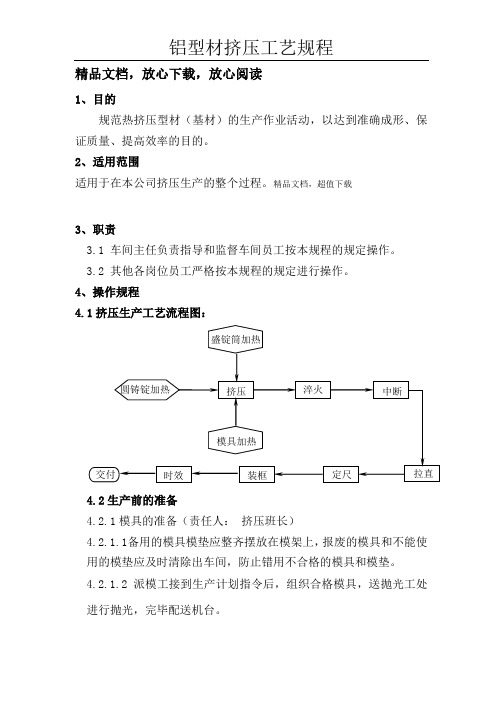
盛锭筒加热圆铸锭加热挤压淬火中断模具加热交付时效装框定尺拉直4.2.1 模具的准备(责任人:挤压班长)4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2 派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3 模具在炉中的停留时间最长不应超过 12 小时。
4.2.1.4 模具加热及保温控制如表 14.2.2 盛锭筒的准备(责任人:挤压班长)4.2.2.1 盛锭筒必须保持干净,无严重磨损或者大肚,否则,挤压产品将会 浮现夹渣或者气泡。
4.2.2.2 盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。
4.2.2.3 盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒 将无法达到工艺要求的温度。
4.2.2.4 盛锭筒温度控制在 380℃-430℃之间,严禁超出范围。
4.2.2.5 每班上班前, 应对盛锭筒进行一次清缸。
在正常挤压时, 每隔20-50 支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6 盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的 温度范围内长期保温,交班时不要断电。
4.2.3 铝合金圆铸锭的准备(责任人:夹棒工)4.2.3.1 根据排产单的要求选用相应牌号的合金和长度的圆铸锭,其数量 由生产任务的多少决定。
4.2.3.2 各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸定。
加热温度(℃)420-490 420-490 420-490 420-490 420-490 420-490 420-490 420-490保温时间(H)≥3 ≥5 ≥2 ≥2 ≥1 ≥2 ≥1 ≥1.5模具外径Ф278- Ф330Ф198- Ф248Ф138- Ф148Ф138模具类型 平面模 分流模 平面模 分流模 平面模 分流模平面模 分流模4.2.3.3 圆铸锭在入炉加热之前,应作表面质量自检,自检由夹棒工负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
挤压作业指导书

挤压作业指导书引言概述:挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料制品等行业。
为了确保挤压作业的安全和质量,制定一份挤压作业指导书是非常必要的。
本文将从挤压作业的准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面,详细阐述挤压作业指导书的内容。
一、挤压作业的准备工作:1.1 确定挤压材料:根据产品要求,选择合适的挤压材料,如金属材料、塑料材料等。
1.2 准备挤压模具:根据产品设计图纸,制作挤压模具,确保模具的尺寸和形状符合要求。
1.3 调整挤压设备:根据挤压材料和模具的要求,调整挤压设备的参数,如温度、压力等。
二、挤压作业的操作要点:2.1 安装挤压模具:将挤压模具安装在挤压设备上,并确保模具的位置准确。
2.2 调整挤压设备:根据挤压材料的特性,调整挤压设备的参数,如温度、压力、速度等。
2.3 开始挤压作业:将挤压材料放入挤压设备的进料口,启动设备,开始挤压作业。
三、挤压作业的安全注意事项:3.1 佩戴个人防护装备:进行挤压作业时,必须佩戴安全帽、防护眼镜、防护手套等个人防护装备。
3.2 注意设备运转状态:在挤压作业过程中,要时刻关注挤压设备的运转状态,确保设备正常工作。
3.3 避免触碰热表面:挤压设备在运行时会产生高温,操作人员要注意避免触碰热表面,以免烫伤。
四、挤压作业常见问题及解决方法:4.1 产生挤压痕迹不明显:可能是挤压压力不够,需要增加挤压压力。
4.2 产生挤压裂纹:可能是挤压速度过快,需要降低挤压速度。
4.3 产生挤压尺寸偏差:可能是挤压模具尺寸不准确,需要重新制作模具。
五、总结:挤压作业指导书是确保挤压作业安全和质量的重要文件。
通过准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面的详细阐述,可以帮助操作人员正确进行挤压作业,提高生产效率和产品质量。
在实际操作中,还应根据具体情况进行调整和改进,不断完善挤压作业指导书,以适应不同的生产需求。
铝型材挤压工艺规程
精品文档,放心下载,放心阅读1、目的规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
2、适用范围适用于在本公司挤压生产的整个过程。
精品文档,超值下载3、职责3.1 车间主任负责指导和监督车间员工按本规程的规定操作。
3.2 其他各岗位员工严格按本规程的规定进行操作。
4、操作规程4.1挤压生产工艺流程图:4.2生产前的准备4.2.1模具的准备(责任人:挤压班长)4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3模具在炉中的停留时间最长不超过8小时。
4.2.1.4模具加热及保温控制如表14.2.2盛锭筒的准备(责任人:挤压班长)4.2.2.1盛锭筒必须保持干净,无严重磨损或大肚,否则,挤压产品将会出现夹渣或气泡。
4.2.2.2盛锭筒与模具配合的端面应平整无损伤和粘铝,否则挤压时会跑料。
4.2.2.3盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒将无法达到工艺要求的温度。
4.2.2.4盛锭筒温度控制在380℃-430℃之间,严禁超出范围。
4.2.2.5每班上班前,应对盛锭筒进行一次清缸。
在正常挤压时,每隔20-50支锭应进行一次清缸,以确保盛锭筒内清洁干净。
4.2.2.6盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的温度范围内长期保温,交班时不要断电。
4.2.3铝合金圆铸锭的准备(责任人:主机手)4.2.3.1根据排产单的要求选用相应牌号的合金,其数量由生产任务的多少决定。
4.2.3.2各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸锭。
4.2.3.3圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
挤压车间工艺操作规程
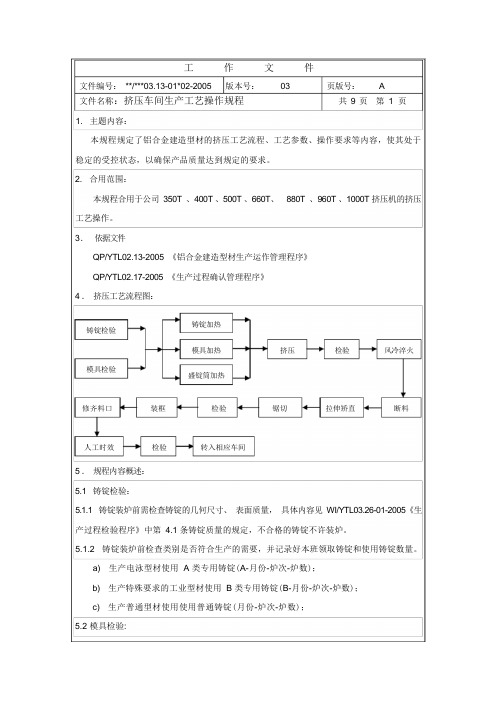
工作文件文件编号:**/***03.13-01*02-2005 版本号:03 文件名称:挤压车间生产工艺操作规程页版号:共9 页A第1 页1. 主题内容:本规程规定了铝合金建造型材的挤压工艺流程、工艺参数、操作要求等内容,使其处于稳定的受控状态,以确保产品质量达到规定的要求。
2. 合用范围:本规程合用于公司350T 、400T 、500T 、660T、880T 、960T 、1000T 挤压机的挤压工艺操作。
3.依据文件QP/YTL02.13-2005 《铝合金建造型材生产运作管理程序》QP/YTL02.17-2005 《生产过程确认管理程序》4 .挤压工艺流程图:铸锭检验模具检验铸锭加热模具加热盛锭筒加热挤压检验风冷淬火修齐料口装框检验锯切拉伸矫直断料人工时效检验转入相应车间5 .规程内容概述:5.1 铸锭检验:5.1.1 铸锭装炉前需检查铸锭的几何尺寸、表面质量,具体内容见WI/YTL03.26-01-2005《生产过程检验程序》中第4.1 条铸锭质量的规定,不合格的铸锭不许装炉。
5.1.2 铸锭装炉前检查类别是否符合生产的需要,并记录好本班领取铸锭和使用铸锭数量。
a) 生产电泳型材使用 A 类专用铸锭(A-月份-炉次-炉数);b) 生产特殊要求的工业型材使用 B 类专用铸锭(B-月份-炉次-炉数);c) 生产普通型材使用使用普通铸锭(月份-炉次-炉数);5.2 模具检验:工作文文件编号**/***03.13-01*02-2005 版本号:03 文件名称:挤压车间生产工艺操作规程件页版号:共9 页A第2 页模具装炉前需检查其模具编号、支重、壁厚是否符合生产计划的要求。
5.3 铸锭加热:5.3.1 铸锭规格使用:a) 盛锭筒φ 125mm 采用φ 120mm 铸锭;b) 盛锭筒φ 105mm 采用φ 100mm 铸锭;c) 盛锭筒φ 75mm 采用φ 73mm 铸锭。
5.3.2 铸锭长度计算方法:a) 铸锭长度计算公式:压余+ 头尾料+ 支重× 支数= 铸锭长度(mm) 铸锭分量(kg/mm)式中:压余长度规定: (压余长度规定见表3 的规定)(表3)铸锭直径(mm) 压余长度(mm) φ 12030φ 10020φ 7315注:生产电泳型材、国标料、工业材及特殊要求的型材压余长度取上限值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.冷却与 5.1 防止 擦 伤 、 5.1 型材断面图 5.1 观察冷床上的型材表面质量。如有不良品 5.1 搬动型材要轻拿轻放。
矫直 碰 伤 、 划 伤 。
剔除报废。
无裂缝
5.2 保持型材平直。
目视 平台 平台
5.2 生产卡
5.2 移动矫直机后夹头到型材长度有效位置,
并在近 2 米处垫好托料工具。
统计过程控制 说明
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
定尺锯切 锯切工
型材挤压生产过程作业指导书
版 次 2/0 生效日期
页次
6/10
2009/08/01
设备名称
锯切机
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、 设备操作(安全)规程
项目
要求/公差
简图及其它
顺序
要求
检验 自互专
7.整形 7.1 整形工序不是 7.1 断面图
7.1 整形工应首先了解被整形型 7.1 整形时应减少型材的移动和划伤。
目视
必须的工序。只有
材需整形的方位。
7.2 整形针对性要强,避免适得其反。
目视
在产品要求高,挤
7.2 准备相应的整形工具。
7.3 对整形合格产品进行检验,合格后转
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
包装工序 时效工、包装工、
5.3 控制矫直外形、尺寸。
目视 √ √
5.3 夹紧后矫直。
5.4 矫直中与质检配合控制型材尺寸、扭拧度
等,确定最佳矫直位置。
5.5 把矫直的型材平稳放置在送料台上。
关键过程控制点 ——
日期
标记
修改号 修改人
检查文件 检验规程
工装、设备 托料工具
计量器具 游标卡尺
异常情况处理
1.信息反馈 2.按作业指导书调整
产 卡 )。
4.4 目视型材表面质量
4.5 取样测量型材断面。
关键过程控制点 ——
日期
标记
修改号 修改人
检查文件 检验规程
工装、设备
牵引机、 锯切机
计量器具 游标卡尺
异常情况处理
1.信息反馈 2.按作业指导书调整
统计过程控制 说明
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
冷却与矫直 托料工(800T)、
矫直工
型材挤压生产过程作业指导书
版 次 2/0 生效日期
页次
2/10
2009/08/01
设备名称
冷床、矫直机
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、设备操作(安全)规程
项目
要求/公差
简图及其它
顺序
要求
检验 自互专
工序名称 岗位名称
搬运时效 搬运时效工
型材挤压生产过程作业指导书
版 次 2/0 生效日期
页次
8/10
2009/08/01
设备名称
时效炉
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、 设备操作(安全)规程
项目
要求/公差 简图及其它
顺序
要求
检验 自互 专
8.△搬运 8.1 根据生产卡 8.1 生产卡 8.1 检查时效炉完好状态,自动记录仪有效性。 8.1 做好设备点检记录。
材架内。
6.8 自检不合格的可作报废处理并当场锯断,
6.6 每种型材、规格均过秤。
以免混淆。
6.7 悬挂型材编号、批次号标识。 6.9 合格与否标识。
√√
关键过程控制点 ——
日期
标记
修改号 修改人
检查文件 检验规程
工装、设备 定尺档板
计量器具
异常情况处理
游标卡尺、卷尺
1.信息反馈 2.按作业指导书调整
游标卡尺
1.信息反馈 2.按作业指导书调整
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
型材挤压生产过程作业指导书 工序名称 准备工序(坯锭)
岗位名称
挤压加料工
版 次 2/0 生效日期
页次
2/10
2009/08/01
设备名称
坯锭加热炉
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
挤压、风冷 挤压工
型材挤压生产过程作业指导书
版 次 2/0 页 次 3/10
生效日期
2009/08/01
设备名称 液压热挤压机
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、设备操作(安全)规程
项目
要求/公差
简图及其它
顺序
要求
检验 自互专
6.定尺 6.1 型材长度应 6.1 型材图纸 6.1 准确定位定尺档板。
6.1 定尺档板固定要牢固,不可松动。
锯切 符合生产计划要 6.2 计划单 6.2 先锯掉型材矫直变形量及挤 6.2 头尾料不良部分锯切要充分
目视 √
求。
6.3 生产卡 压接头处的型材。
工序名称 准备工序(模具)
岗位名称
挤压工
型材挤压生产过程作业指导书
版次 生效日期
2/0 页 次 1/10 2009/08/01
设备名称
加热炉
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、设备操作(安全)规程
项目
要求/公差
简图及其它
顺序
要求
检验 自 互专
1.工作 1.1 设备完好。 1.1 图纸断面图。 1.1 设备电检。
关键过程控制点
挤压;挤压温度、断面尺寸(首件检验)
检查文件
日期
标记 修改号 修改人
检验规程
工装、设备
计量器具
异常情况处理
模具、模套、 模环、挤压垫、
压机
游标卡尺、卷尺
1.信息反馈 2.按作业指导书调整
统计过程控制 说明
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
操作标准:《生产过程的控制程序》、设备操作(安全)规程
项目
要求/公差
简图及其它
顺序
要求
检验 自互 专
2.坯锭准 2.1 按 挤 压 机 、 2.1 断面图 2.1 检查所需坯锭型号规格,表面质 2.1 所选材料符合要求并记录 (生产
备、加热 型材选择适合的
量,及铝棒是否弯曲。
卡)。
√ 目视
及剪切 坯锭。
2.2 加热温度符 2.2 生产卡 2.2 按设备操作规程开启加热炉(如 2.2 放入铝棒数量以保证连续生产为
合表 1 规定
是接班连续生产则可省略)。放入所 准。
2.3 交接班时应
需合格铝棒加入。
2.3 炉膛温度设定, 出口的坯锭温度
完全了解在炉内
2.3 设定炉温。
必须符合生产工艺规定,根据出口的 √ √
1.普通型材(建筑、工业型材)
铝合金型材挤压工艺流程
欣狮铝业(上海)有限公司
1
模具准备
加热
坯锭准备 加热 剪切
2
★ 挤 牵引
压 切断
3
4
风冷
矫直 5
定尺锯切 6
整形 7
△搬运时效
包装
8
9
入库 10
★—关键控制点 △—特殊过程控制点
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
欣狮铝业(上海)有限公司
型材挤压生产过程工艺规程及作业指导书
2009 年 07 月 26 日发布
文 件 号:Q/XSD002-2009 替 代:Q/XSD1402-2006 版 本: 2 版 修 改: 0 次 受控状态: 发 布 号:
欣 狮 铝 业 (上 海 )有 限 公 司
2009 年 08 月 01 日实施
目视
1.5 检查模套,模后环要与挤压 1.7 加热炉等发生异常应立即报修。
目视
模具相匹配装入模座挤压。
1.6 及时关闭模具炉炉门,保持
温度。
1.7 每次取模具必须重复 1.4-
1.7 过程。
关键过程控制点 ——
检查文件
工装、设备
计量器具
异常情况处理
统计过程控制 说明
日期
标记
修改号 修改人
检验规程
模具
统计过程控制 说明
欣狮铝业(上海)有限公司
产品名称
普通型材
文件编号
Q/XSD002-2009
工序名称 岗位名称
整形工序 整形工
型材挤压生产过程作业指导书
版 次 2/0 生效日期
页次
7/10
2009/08/01
设备名称
——
工程等级
普通
质量标准/工程标准:型材图纸、内控标准
操作标准:《生产过程的控制程序》、 设备操作(安全)规程
的坯锭牌号和加
坯锭温度检測调整炉膛温度设定。并