批版记录卡范本
电线导管、电缆导管和线槽敷设检验批质量验收记录表-范本模板

(Ⅰ)室内说明:1。
主控项目:①金属的导管的线槽必须接地(PE)或接零(PEN)可靠,并符合下列规定:镀锌的钢导管、可挠性导管和金属线槽不得熔焊跨接接地线,以专用接地卡跨接的两卡间连线为铜芯软导线截面积不小于4mm2;当非镀锌导管采用螺纹连接时,连接处的两端焊接接地线;当镀锌钢导管采用螺纹连接时,连接处的两端用专用接地卡固定跨接接地线;金属线槽不作设备的接地导体,当设计无要求时,金属线槽全长不少于2处与接地(PE)或接零(PEN)干线连接;非镀锌金属线槽间连接板的两端跨接铜芯接地线,镀锌线槽间连接板的两端不跨接接地线,但连接板两端不少于2个有防松螺帽或防松垫圈的连接固定螺栓。
②金属导管严禁对口熔焊连接;镀锌和壁厚小于等于2mm的钢导管不得套管熔焊连接。
③防爆导管不应采用倒扣连接;当连接有困难时,应采用防爆活接头,其接洽面应严密。
④当绝缘导管在砌体上剔槽埋设时,应采用强度等级不小于M10的水泥砂浆抹面保护,保护层厚度大于15mm。
2。
一般项目:①电缆导管的弯曲半径不应小于电缆最小允许弯曲半径,电缆最小允许弯曲半径符合本规范表12.2。
1—1的规定.②金属导管内外壁应防腐处理;埋设于混凝土内的导管内壁应防腐处理,外壁可不防腐处理.③室内进入落地式柜、台、箱、盘内导管管口,应高出柜、强箱、盘的基础面50~80mm。
④暗配的导管,埋设深度与建筑物、构筑物表面的距离不应小于15mm;明配的导管应排列整齐,固定点间距均匀,安装牢固;在终端、弯头中点或柜、台、箱、盘等边缘的距离150~500mm范围内设置管卡,蹭直线段管卡间的最大距离应符合表14.2。
6的规定。
⑤线槽应安装牢固,无扭曲变形,紧固件的螺母应在线槽外侧。
⑥防爆导管敷设应符合下列规定:导管间及与灯具、开关、线盒等的螺纹连接处紧密,除设计有特殊要求外,连接处不跨接接地线,在螺纹上涂以电力复合酯或导电防锈酯;安装牢固顺直,镀锌层锈蚀或剥落处做防腐处理。
批生产记录表格

生产指令共1页第1页成品放行单共1页第1页主配方品名:规格:批号:批量:共1页第1页内包装材料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人:QA质监员:年月日原辅料限额领料单品名:规格:批号:批量:共1页第1页领料人:复核人:QA质监员:称量记录品名批号批量操作人复核人生产日期年月日班次班操作室共1页第1页整粒总混记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号共2页第1页压片制造记录品名批号批量操作人复核人生产日期年月日班次班操作间机器型号机器编号检测用仪器型号编号共2页第2页外包装记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包装指令单共1页第1页配料记录共1页第1页品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页灭菌、分包记录品名规格批号操作人复核人灭菌日期年月日班次班操作室机器型号编号共1页第1页分检工序生产记录品名:规格:批号:批量:班次:班生产日期:年月日操作室:共1页第1页铝塑包装记录品名:规格克/片包装规格片/板批号:批量:班次:班机器型号机号生产日期:年月日操作室:操作人:复核人:共4页第1页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第2页铝塑包装记录品名:规格:克/片包装规格片/板批号:批量:生产日期:年月日操作人:复核人:操作间:班次:班共4页第3页铝塑包装记录品名:批号:批量:操作人:复核人:班次:班生产日期:年月日操作间:机器型号:机号:共4页第4页颗粒外包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第1页包衣制造记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共2页第2页颗粒干燥记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒记录品名批号批量操作人复核人生产日期年月日班次班操作室机器型号机器编号共1页第1页颗粒内包记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页胶囊填充记录品名规格批号操作人复核人烘干日期年月日班次班操作室机器型号编号共1页第1页制粒工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页胶囊填充工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页药材粉碎工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页配料工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页整粒总混工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页压片工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页泡罩工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页包衣工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页批内包装材料物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页批外包装材料、标签、成品物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页1第页颗粒内包工序物料平衡记录品名:批号:批量:生产日期年月日工艺员:共1页第1页净料称量工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页胶囊填充工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页提取浓缩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页外包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页真空干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页配料清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页压片工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页铝塑内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页制粒工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒干燥工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页整粒总混工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页糖衣工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页颗粒内包工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页泡罩工序清场工作记录品名批号规格清场日期年月日消毒液名称:、共1页第1页。
暑假阅读记录卡(自制版)

暑假阅读记录卡
学生姓名:班级:
注:1.将阅读情况填写在阅读卡上,每周三次;
2.每日分享素材积累的好词佳句:每周将阅读卡和素材积累本交语文教师检查。
读书给了我知识,读书给我了乐趣,读书更给了我力量。
多读书,读好书,书就给你好处,给不读书人所享受不到的快乐资本。
读书让我们心情愉快,让我们进入一个情感的世界,有时我们仿佛随书进入茫茫宇宙,去探索外星人的消息,有时我们将进入大沙漠中的旅行,有时我们进入海底探索宝藏,有时来到天山,感受那天山带来的凉爽。
入场安全教育记录卡(每批工人签字)

第二章检查和消除火灾隐患能力
第五条施工现场的消防安全由施工单位负责。建设工程施工实行总承包和分包的,由总承包单位对施工现场的消防安全实行统一管理,分包单位负责分包范围内施工现场的消防安全,并接受总承包单位的监督管理。
第六条施工现场消防安全责任人、消防安全管理人每月应至少组织一次防火检查;防火工作人员每日应对施工现场进行防火巡查并做好记录。
2、遵守项目的管理规定,严禁私超乱拿或盗卖公、私财物。
3、禁止聚众赌博,观看淫秽书籍及音像制品。
4、进场人员证件齐全,身份证、暂住证
参加培训教育人员签名:
安全教育培训记录表
表AQ-C1-19
编号
4
培训主题
安全入场教育
培训对象及人数
培训部门或召集人
项目安全部
主讲人
李向星
记录整理人
郑建伟
培训时间
地点
会议室
(一)消防设施、器材附近的施工人员利用现场消火栓、灭火器等器材灭火;
(二)火情周围的现场负责人员应通过对讲机等通讯设备通知施工单位值班人员后,参加灭火和疏散工作;
(三)安全出口或通道附近的人员负责引导疏散。
第十三条火灾确认后,施工单位应当于3-5min内形成灭火第二战斗力量,及时采取如下措施:
(一)通讯联络组按照灭火和应急预案要求通知预案涉及的人员赶赴火场,与公安消防队保持联络,向火场指挥员报告火灾情况,将火场指挥员的指令下达有关人员;
(9)吊顶作业人员使用移动架必须要有手动式稳定支腿,作业面要有防护栏杆,作业人员必须佩戴安全带。
片剂批生产记录模板标准无误完整版.
片剂批生产记录
产品名称规格
批号理论量
成品量包装规格
生产周期:年月日至年月日
车间审核意见审核人审核日期
********有限公司
领料单
日期
领料人保管人
批生产指令单
称量配料岗位生产记录
年月日
物料核对记录
年月日
清场记录
年月日
粉碎岗位生产记录
清场记录
年月日
混合制粒干燥岗位生产记录
年月日
清场记录
年月日
整理总混岗位生产记录
年月日
清场记录
年月日
填充装囊岗位生产记录
年月日
清场记录
年月日
清场人:质监员:
领料人:保管人:
批包装指令单
起草人:审核人: 接收人:
塑瓶内包装岗位生产记录
年月日
清场记录
年月日
清场人:质监员:
*************有限公司。
批生产记录模板

9)烘箱内自净20min以上,关闭夜间启动。
10)点击“日间启动”功能键,系统自动工作。
11)班组质检员检查过滤后注射用水应澄清无色,不得有纤毛(>2mm)和白点(>0.5mm)等明显异物,纤毛(≤2mm)和白点(≤0.5mm)应≤3个。
12)把理好的西林瓶从传递窗取出装入进瓶网带。
3)生产器具已清洁并放置好,挂“已清洁”状态标志。
□
□
□
□
□
□
□
□
□
清洁:
1)生产过程中产生的废弃物已清理干净。
2)地面已清洁干净。
3)地漏已清洁、消毒。
4)清洁工具已移至洁具清洁间。
□
□
□
□
□
□
□
□
□
□
□
□
文件、状态标志:
1)清洁使用过的状态标志牌。
2)整理放置好本岗位相关的SOP和空白状态标志。
□已进行
□已进行
洗瓶、灭菌、干燥、除热原:
1)打开超声波洗瓶机,确认:注射用水压力≥0.1Mpa,
压缩空气压力≥0.3Mpa,
循环水水温应在50℃~60℃,
循环水压力≥0.2Mpa。
2)打开隧道烘箱送风排风开关,打开总电源,点击触摸屏,输入密码,进入操作画面。
3)点击温度设定界面。
确认:下限停机保护温度100℃
4)将所有胶塞附领料单,运回车间。
5)在电梯门口用吸尘器清洁外包装。
6)胶塞运至拆包间,先计入台账。
7)将领料单附批记录。
8)打开外包装,用饮用水湿润的抹布擦干净塑料袋表面后置传递窗内,将第一层塑料袋除去,关闭传递窗门。
:
□已进行
批生产记录书写规范

第161条 记录应当保持清洁,不得撕毁和任意涂改。 记录填写的任何更改都应当签注姓名和日期 ,并使 原有信息仍清晰可辨,必要时,应当说明更改的理 由。记录如需重新誊写,则原有记录不得销毁,应 当作为重新誊写记录的附件保存 。
第162条 每批药品应当有批记录,包括批生产记录、 批包装记录、批检验记录和药品放行审核记录等与 本批产品有关的记录。批记录应当由质量管理部门 负责管理,至少保存至药品有效期后一年 。
a
3
新版GMP对记录要求
第171 条 每批产品均应当有相应的批生产记录, 可追溯该批产品的生产历史以及与质量有关的情况。 第 172 条 批生产记录应当依据现行批准的工艺规程 的相关内容制定。记录的设计应当避免填写差错。 批生产记录的每一页应当标注产品的名称、规格和 批号。
第173条 原版空白的批生产记录应当经生产管理负 责人和质量管理负责人审核和批准。批生产记录的 复制和发放应当均按照操作规程进行控制并有记录, 每批产品的生产只能发放一份原版空白批生产记录 的复制件。
a
14
案例(新版GPM常见缺陷)
1、批生产记录部分内容不全。部分记录填写数据的空格不 够。记录未及时填写(第159条);
2、过滤器完整性试验仪器打印的记录、高效液相色谱 、红 外光谱等图谱未标明样品或产品的批号和记录设备的信息、 操作人员的签名和期日第(601条) ;
3、记录的更改不符合规定,原始记录未作为重新誊写记录 的附保件(第存611条);
a
6
记录
填写 -不易擦除的方式,蓝色签字笔(不得用铅笔) --在给 定地方填写 -操作后及时填写 -签名 -按规定修改
保存年限(中国GMP规定)
-批生产记按录批号归档,保存至药品有效期一年后; -未规定有效期的药品,其批生产记录至少保存三年。
注塑成型工艺标准记录表模板
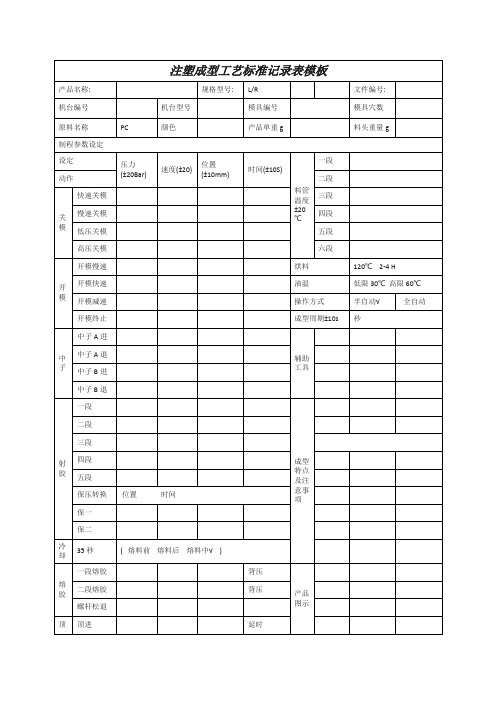
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户品牌: 技术版师: 量尺部位 后中长 胸围 腰 围 脚 围 肩 宽 小肩宽 背宽 前胸宽 袖长 袖笼 袖肥 袖口 面料: 拉链: 特殊工艺: 款号 : 版型类别: 结果
技术样衣 客批记录卡(供应链品控部QA填写)
各部位工艺问题 衣领: 腰部: 门襟: 前袋: 后袋: 下摆: 脚叉: 装袖: 装拉链: 针距线路: 大货工艺注意事项: 面料、辅料检验及位置 面料: 撞色布: 里布: 衬布: 拉链: 主唛: 尺码唛: 洗水唛: 绣花: 印花:
技术经理: 日期: 基码 封样尺寸 面辅检验测试 封样、纸样尺寸核 对 面料正反面核对
面料处理方式核对 辅料规格颜色核对 成衣水洗缩率核对 面料纬斜、扭曲核 对 面料跑棉绒核对 特殊工艺确认核对 面料粘色测试核对 粘衬温度、溢胶核 对 成衣后处理缩率核 对 大货齐色样核对 羽绒克重核对 里布: 衬布: 捆条: 主唛: 尺码唛: 洗水唛: 扣子:
面料运用改项记录: 裁床作业注意事项:
生产工艺建议:
纸样修改记录:
(开发部填写)
样衣工:
复版员:
技术部经理:
供应链品控部QA:
开发部:
技术研究院: