ZD6型电动道岔检修作业指导书.pdf
ZD6电动道岔检修作业程序

工作前准备:1、工具、材料、仪表2、登记、联系日常养护:一、箱盒外部检查1、箱盒无破损,蛇管、防盗加锁装置良好。
2、硬面整洁无异物,基础倾斜度不超过10mm,箱盒低距地面不少于150mm,排水良好。
3、螺丝油润、紧固、满帽。
4、设备名称及标志清晰正确,粘贴牢固。
二、转辙机外部检查1、防护罩无破损无损伤,固定装置良好,加锁装置良好。
2、固定螺丝油润、紧固、满帽。
3、表示(锁闭)杆缺口标记物变化。
三、安装装置外部检查1、安装装置的紧固件,开口销、连接销、表示杆、动作杆螺丝齐全,不松动。
放松措施良好,开口销角度应在60度到120度之间,两劈开角度基本一致。
2、转换设备中的各种传动拉杆、表示杆及导管的螺纹部分的内外调整余量不小于10mm,表示杆的销孔抗动量不大于0.5mm,其余杆件的销孔抗动量不大于1mm。
连接杆锈蚀或磨耗减少量不得超过1/10。
3、密贴调整杆的空动距离不小于5mm。
4、动作杆,表示杆及安装装置的各种连接销摩擦面应油润。
5、穿越轨低的各种杆件距轨低的距离不小于10mm、距石渣的距离不小于20mm。
基础角钢下部不得与石渣磨卡。
6、安装装置及各部绝缘管、垫完整无损。
防松铁捆绑线作用良好。
7、防松措施良好。
四、道岔状况检查1、设备无外界干扰和异状,尖轨和基本轨之间无异物。
2、滑床板无锈蚀,油润、光滑,吊板不超限。
3、密贴调整杆、表示杆、尖端杆、第一连接杆、与直股基本轨垂直,垂直偏差不大于20mm。
4、各杆件两端与直股基本轨直线的偏差均不大于20mm。
电动机机壳纵侧面与直股基本轨垂直,垂直偏差不大于10mm。
各种道岔拉杆,其水平方向的两端高低偏差不大于5mm。
5、检查表示缺口。
ZD6-A、D、E、F、G、H、K型为1.5+_0.5mm6、扳动试验2mm锁闭,4mm不锁闭。
集中检修一、箱盒内部检查1、箱盒内部清洁,防尘、防潮设施良好,铭牌齐全、正确,字迹清楚。
2、螺丝紧固,备用螺帽齐全,配线良好整齐绑扎牢固,无破皮及混线可能,焊点焊接良好。
检修ZD6道岔作业指导书

1.检查开口开程:使用普通尺,在相应牵引点连接杆处,尺头部顶住基本轨,并与 基本轨垂直,与尖轨相交处的读数为尖轨开程。
三量(测量整 治四项内容)
第一牵引 点开口测 试示意图
第二牵引 点开口测 试示意图
2.检查空动距离:使用普通尺,尺头部顶在嘴唇铁边缘,与密贴调整螺帽边缘的距 1
检修 ZD6 道岔作业指导书
项内容)
滑床板间离 缝不大于 2mm
尖轨密贴 符合要求
顶铁离缝不 超过 1.5mm
道岔 检修 作业 流程
二动(操动检 查三项内容)
打开转辙机外壳,观察道岔操动过程中三项内容: 1.解锁、转换和锁闭过程动作顺畅; 2.电机碳刷间无过大火花; 3.杆件无别卡和销孔旷量不超标。
换向面无大火 花
操动道岔工务销 子旷动量小于 2mm
插接器安装牢固检修机内请断开安全遮电操道岔换向器表面无过大火花碳刷长度不少于原有35动接点打入不小于4mm取出主挤切削手摇道岔移位接触器要能可靠顶起箱盒内部螺丝紧固配线良好整洁无破皮及混线可能焊点焊接良好摩擦连接器作用良好相邻弹簧圈间隙15mm动作杆表示杆四个出入口油毡孔注适量机油减速器注适量机油速动爪滚轮拐轴检查柱钟表油润滑齿条块与底壳锁闭齿轮机油润滑油料不能撒入摩擦带内检修zd6道岔作业指导书检修zd6道岔作业指导书工序作业项目作业内容标准及图示六验复查试滑床板杆件等注油复查箱盒加锁联系室内进行操动试验确认无异状办理销记
检修机内请 断开安全遮 断器
动接点打入 不小于 4mm
箱盒内部螺丝紧固,配线 良好、整洁、无破皮及混 线可能,焊点焊接良好
电操道岔换向器 表面无过大火花, 碳刷长度不少于 原有 3/5
取出主挤切削,手摇 道岔,移位接触器要 能可靠顶起
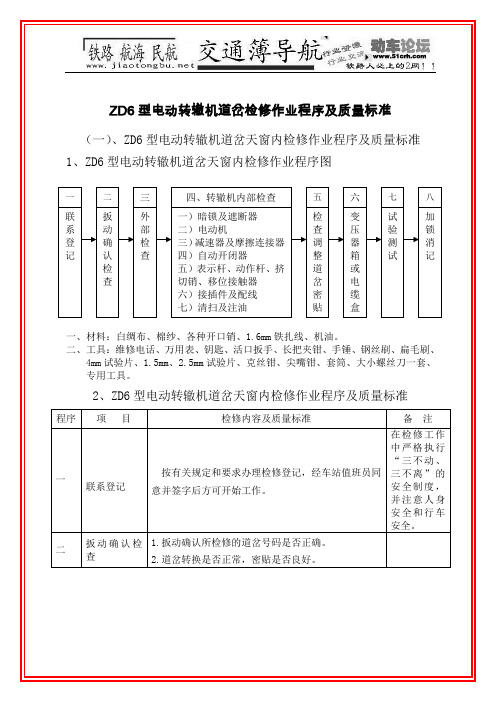
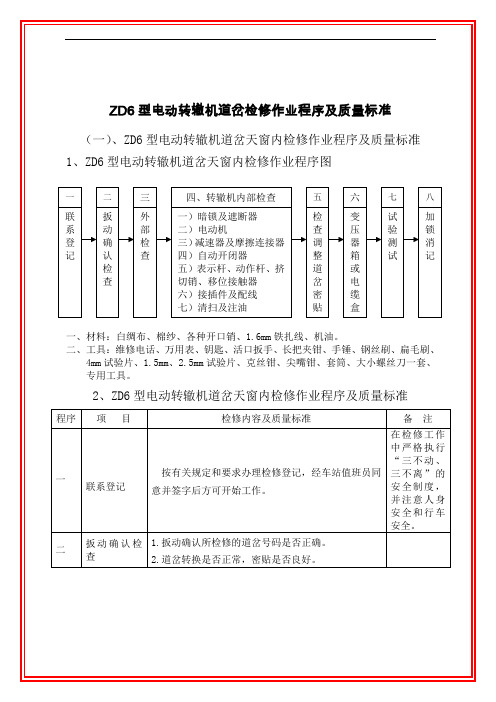
ZD6型电动转辙机道岔检修作业程序及质量标准
ZD6
(一)、ZD6型电动转辙机道岔天窗内检修作业程序及质量标准
1、ZD6型电动转辙机道岔天窗内检修作业程序图
一、材料:白绸布、棉纱、各种开口销、1.6mm铁扎线、机油。
6.速动爪的滚轮在传动中。应在速动片上滚动,落下后不得与启动片缺口底部相碰。
(五)表示杆、动作杆、移位接触器。
1.表示杆平、正、直、无锈蚀。
2.主付销定期抽出检查良好,固定良好,顶杆动作正常。
3.锁闭齿轮园弧与动作齿条削尖齿园弧应吻合,无明显磨耗,接触面不小于50%。
4.移位接触器安装牢固无裂损,作用良好。
3.暗锁固定牢固,弹簧作用良好,机盖开启灵活,关闭时锁闭良好。
(二)电动机
1.电机安装牢固,电枢引出线良好,端子座无裂纹。
2.转子和磁极间不磨卡,转子不断线。
3.换向器面光滑干净,绝缘槽内无碳粉、无伤痕。
4.碳刷和刷握盒内上下不卡阻,四周无过量旷动,弹簧压力适当,碳刷与换向器呈同心圆接触,工作时无过大火花。
变压器箱或电缆盒1、箱Fra bibliotek盒)内清洁。2、整流装置安装牢固,表面无过热、无烧损现象。
3、配线整齐无伤痕,引线孔堵塞严密;各部螺丝紧固,标记清晰正确,配线图完好,图物相符。
七
试验测试
试验
1、扳动试验时电机无过大火花。
2、当第一连接杆处的尖轨与基本轨间有4mm及其以上的间隙时,道岔不能锁闭。
3、校对室内表示与室外道岔位置一致。
1、ZD6型电动转辙机道岔天窗外检修作业程序图
ZD6型电动道岔检修作业指导书
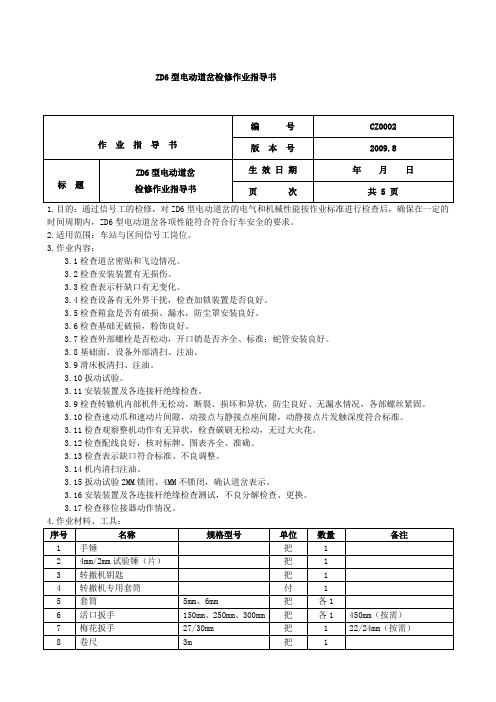
ZD6型电动道岔检修作业指导书时间周期内,ZD6型电动道岔各项性能符合符合行车安全的要求。
2.适用范围:车站与区间信号工岗位。
3.作业内容:3.1检查道岔密贴和飞边情况。
3.2检查安装装置有无损伤。
3.3检查表示杆缺口有无变化。
3.4检查设备有无外界干扰,检查加锁装置是否良好。
3.5检查箱盒是否有破损、漏水,防尘罩安装良好。
3.6检查基础无破损,粉饰良好。
3.7检查外部螺栓是否松动,开口销是否齐全、标准;蛇管安装良好。
3.8基础面、设备外部清扫、注油。
3.9滑床板清扫、注油。
3.10扳动试验。
3.11安装装置及各连接杆绝缘检查。
3.9检查转辙机内部机件无松动,断裂、损坏和异状,防尘良好、无漏水情况,各部螺丝紧固。
3.10检查速动爪和速动片间隙,动接点与静接点座间隙,动静接点片发触深度符合标准。
3.11检查观察整机动作有无异状,检查碳刷无松动,无过大火花。
3.12检查配线良好,核对标牌、图表齐全、准确。
3.13检查表示缺口符合标准、不良调整。
3.14机内清扫注油。
3.15扳动试验2MM锁闭、4MM不锁闭,确认道岔表示。
3.16安装装置及各连接杆绝缘检查测试,不良分解检查、更换。
3.17检查移位接器动作情况。
5.检修作业程序登记注:遇特殊情况不能在天窗点前完成的工作内容,可调整到天窗点后完成。
6.作业安全注意事项:6.1驻站防护员上岗时,应佩戴防护员臂章,严禁从事与防护无关的其他工作。
驻站防护员应在室外作业人员出发前到岗,并与安全防护员和作业人员试验通信工具良好,防护员在上道作业前应相互校核时钟。
作业人员出发后应随时预报列车运行情况,确保作业人员途中安全。
6.2驻站防护员在担当值台防护期间,必须掌握室外各组作业地点和内容,应随时与车站值班员保持联系,准确掌握列车运行情况,及时向安全防护员和作业人员预告(三预告)列车邻站闭塞、邻站出发和列车达到距作业点规定的防护距离。
当列车到达距作业点规定的防护距离时,立即通知安全防护员要求作业人员下道避车,在列车通过作业点前仍需随时向安全防护员和作业人员通报列车运行情况。
ZD6系列道岔设备作业指导书
ZD6系列道岔设备作业指导书1.日常养护作业1 箱盒外部检查:1.1 电缆箱盒无裂纹,油饰、加锁良好,蛇管完好不脱落。
1.2 箱盒基础无影响强度的裂纹,无明显倾斜。
1.3 信号电缆不外露。
1.4 各部螺栓紧固、油润。
1.5 设备周围的硬面化清洁、无杂草。
2 转辙机外部检查:2.1 防护罩及各部无缺损,防护罩固定良好,固定装置良好。
2.2 设备名称及定位标志清晰正确。
2.3 转辙机机壳无裂纹、油饰良好,蛇管完好无脱落,加锁良好。
2.4 转辙机视频缺口报警装置的防护管完好无损伤,接头紧固、无脱落、不生锈。
2.5 固定螺丝紧固、油润,各表示杆、连接销孔旷量符合标准。
2.6 转辙机表示杆外缺口标记清晰,左右偏差不大于0.5mm。
3 安装装置、杆件检查:3.1 动作杆、表示杆及安装装置的各连接销、摩擦面应油润。
3.2 安装装置的紧固件、连接销、表示杆和动作杆的螺母齐全、不松动,防松措施良好;开口销齐全,劈开角度应为60°~90°,两臂劈开角度应基本一致。
3.3 安装装置绝缘完整,各类绝缘管、垫磨耗不超限。
4 道岔密贴状态良好。
结合部无病害(尖轨、基本轨、竖切部分无肥边;尖轨爬行不超过20mm;尖轨无翘头,滑床板和尖轨轨底密靠,不得有连续空吊;滑床板无断裂、缺油、磨耗凹坑等)。
顶铁与轨腰的间隙密贴侧应不大于1.0mm,且间隙均匀。
5 各部清扫、注油。
滑床板清扫油泥,对滑床板台面适当涂油(涂油不能污染滑床板下方绝缘胶垫),保持油润。
6 作业人员发现设备缺点应立即克服,若当时不能解决的要逐级汇报,及时进行处理。
2.集中检修作业1 外部检查:除按日常养护规定执行外,需检查以下内容。
1.1 转辙机安装水平、方正,符合标准。
1.2 各销孔旷量符合标准,摩擦面应油润干净。
1.3 安装装置应安装方正,平顺、可动部分在道岔转换过程中动作平稳、灵活,无别劲、卡阻现象。
1.4 转换设备中的各种传动拉杆、表示连接杆等的螺纹部分的内、外调整余量应不少于10mm。
ZD6型电动转辙机道岔检修作业程序及质量标准
(四)自动开闭器1.自动开闭器各部件及绝缘座安装牢固,完整无裂损,动作正常无卡阻。
2.接点罩完整无裂损,接点及接点环干净,拐肘轴开口销完整,连接销无脱落可能,拉簧弹力适当,作用良好。
3.动接点不松动,接点片不弯曲、不扭斜,辅助片作用良好;接点片磨耗不得超过厚度的1/2,接点接触良好,接触深度不少于4mm,速动爪落下前,动接点在静接点内有窜动时亦应保证接点接触深度不少于2mm。
4.速动爪与速动片的间隙:在解锁时不少于0.2mm,锁闭时为1—3mm。
5.速动片的轴向窜动,应保证速动爪滑轮与滑面的接触量不少于2mm,转辙机在转动中速动片不得提前转动。
6.速动爪的滚轮在传动中。
应在速动片上滚动,落下后不得与启动片缺口底部相碰。
(五)表示杆、动作杆、移位接触器。
1.表示杆平、正、直、无锈蚀。
2.主付销定期抽出检查良好,固定良好,顶杆动作正常。
3.锁闭齿轮园弧与动作齿条削尖齿园弧应吻合,无明显磨耗,接触面不小于50%。
4.移位接触器安装牢固无裂损,作用良好。
5.顶杆与触头间隙为1.5mm时,接点不应断开,用2.5mm垫片试验或用备用销带动道岔试验时,接点应断开,非经人工恢复不得接通电路。
挤切销按规定周期更换四转辙机内检修(六)接插件及配线1.配线整齐、无伤痕并固定良好,各部螺丝紧固、线头不松动、无混线可能,色标不移位。
2.接插件安装牢固,防松装置作用良好,线头无损伤。
3.引线孔堵塞严密。
(二)、ZD6型电动转辙机道岔天窗外检修作业程序及质量标准1、ZD6型电动转辙机道岔天窗外检修作业程序图一、材料:白绸布、棉纱、各种开口销、1.6mm铁扎线、机油。
二、工具:维修电话、万用表、钥匙、活口扳手、长把夹钳、手锤、钢丝刷、扁毛刷、4mm试验片、1.5mm、2.5mm试验片、克丝钳、尖嘴钳、套筒、大小螺丝刀一套、专用工具。
2、ZD6型电动转辙机道岔天窗外检修作业程序及质量标准程序项目检修内容及质量标准备注一联系与信号值台人员联系二外部检查安装装置角钢安装方正,无裂纹、损伤、无严重锈蚀,各部螺丝紧固,吊铁吻合基本轨。
ZD6系列道岔设备作业指导书
ZD6系列道岔设备作业指导书1.日常养护作业1 箱盒外部检查:1.1 电缆箱盒无裂纹,油饰、加锁良好,蛇管完好不脱落。
1.2 箱盒基础无影响强度的裂纹,无明显倾斜。
1.3 信号电缆不外露。
1.4 各部螺栓紧固、油润。
1.5 设备周围的硬面化清洁、无杂草。
2 转辙机外部检查:2.1 防护罩及各部无缺损,防护罩固定良好,固定装置良好。
2.2 设备名称及定位标志清晰正确。
2.3 转辙机机壳无裂纹、油饰良好,蛇管完好无脱落,加锁良好。
2.4 转辙机视频缺口报警装置的防护管完好无损伤,接头紧固、无脱落、不生锈。
2.5 固定螺丝紧固、油润,各表示杆、连接销孔旷量符合标准。
2.6 转辙机表示杆外缺口标记清晰,左右偏差不大于0.5mm。
3 安装装置、杆件检查:3.1 动作杆、表示杆及安装装置的各连接销、摩擦面应油润。
3.2 安装装置的紧固件、连接销、表示杆和动作杆的螺母齐全、不松动,防松措施良好;开口销齐全,劈开角度应为60°~90°,两臂劈开角度应基本一致。
3.3 安装装置绝缘完整,各类绝缘管、垫磨耗不超限。
4 道岔密贴状态良好。
结合部无病害(尖轨、基本轨、竖切部分无肥边;尖轨爬行不超过20mm;尖轨无翘头,滑床板和尖轨轨底密靠,不得有连续空吊;滑床板无断裂、缺油、磨耗凹坑等)。
顶铁与轨腰的间隙密贴侧应不大于1.0mm,且间隙均匀。
5 各部清扫、注油。
滑床板清扫油泥,对滑床板台面适当涂油(涂油不能污染滑床板下方绝缘胶垫),保持油润。
6 作业人员发现设备缺点应立即克服,若当时不能解决的要逐级汇报,及时进行处理。
2.集中检修作业1 外部检查:除按日常养护规定执行外,需检查以下内容。
1.1 转辙机安装水平、方正,符合标准。
1.2 各销孔旷量符合标准,摩擦面应油润干净。
1.3 安装装置应安装方正,平顺、可动部分在道岔转换过程中动作平稳、灵活,无别劲、卡阻现象。
1.4 转换设备中的各种传动拉杆、表示连接杆等的螺纹部分的内、外调整余量应不少于10mm。
ZD6道岔标准化检修作业程序
标准化检修作业程序(道岔)一、检修前准备:检修前确认防护人员及检修人员精神状态良好。
联系登记:室内电务检修人员于天窗点前30分钟到车站在《行车设备检查登记簿》内办理登记要点手续。
天窗集中修联系登记模式:X月X日X时X分:根据维修计划,X月X日X时X分至X时X分,检修XX设备(道岔、轨道、信号机),影响XX设备接发列车及调车作业。
实际给点时间X时X分至X时X分调度命令号XX号电务:XX车站:XX消记模式:X月X日X时X分:XX设备检修完毕,试验良好,恢复XX设备接发列车及调车作业。
调度命令号XX号电务:XX车站:XX室外作业人员:(1)检修人员应实行双人双岗作业并指定现场防护员,严禁单人上道作业。
(2)检修人员上道作业前应再次确认检修内容、影响范围并相互检查各类防护用品穿戴是否整齐、规范。
(3)检查通信工具是否良好、并与室内防护人员、其他小组相互呼叫保证室内外检修人员呼叫畅通。
(4)严把安全关,检修者应清楚有关人身安全注意事项和检修设备的关键及作业程序。
二、工器具材料准备:1.工器具准备:对讲机、万用表、手摇把、250mm扳手、300mm扳手、30/32#(27/30)梅花扳手、1把毛刷、手锤、钢丝刷、鹰嘴钳、尖嘴钳、一字螺丝刀、十字螺丝刀、2/4MM板、5米盒尺、道岔钥匙、转辙机专用工具、4#、6#、8#套筒、管钳2.材料准备:棉纱、白布、机油、1.0铁丝、各类开口销、螺母、垫片要求:将工具包与材料包一放置到电缆盒基础处三、检修程序及内容1、登记室内防护人员按规定在《行车设备检查登记薄》内登记,所检修设备的名称、要点时间、影响范围要登记清楚。
2、现场检修联系(1)现场作业人员与室内值台人员联系,讲清作业地点、道岔号及工作内容。
(2)往返板动道岔,现场核对道岔号正确无误。
联系用语要简单明了,相互复诵3. 外观检修内容(1)转辙机外观部分a.设备名称及定位标志清晰正确。
加锁装置良好。
b.转辙机外壳、底座无裂纹,安装牢固,各部螺丝紧固并满帽, 袖套不松动,清扫并注油(2)电缆盒外观部分a.箱盒无破损无裂纹,油饰良好,蛇管安装良好不破损,不断裂。
ZD6电动转辙机检修及维修标准
ZD6电动转辙机检修及维修标准道岔转换与锁闭设备通则1.1 联锁道岔转换设备的安装应与道岔成方正,并符合下列要求:a)道岔转换设备应与单开道岔直股基本轨或直股延长线、与双开对称道岔股道中分线相平行,各种类型转辙机及转换锁闭器外壳纵侧面的两端与基本轨或中分线垂直距离的偏差,不大于10mm(外锁闭道岔,不大于5mm)。
b)各种类型的道岔杆件均应与单开道岔直股基本轨或直股延长线、与双开对称道岔股道中分线相垂直,各杆件的两端与基本轨或中分线的垂直偏差:普通道岔的密贴调整杆、表示杆、尖端杆应不大于20mm;c)各种道岔拉杆,其水平方向的两端高低偏差应不大于5mm(以两基本轨工作面为基准)。
1.2 密贴调整杆、各种动作拉杆及表示连接杆的螺纹牙形均应符合标准,且具有足够的强度。
密贴调整杆的螺母应有防松措施。
1.3 严禁采用锻接和焊接工艺接长各种道岔杆件和安装角钢等。
带有弯度的杆件,其弯角不大于30º,弯高不大于100 mm。
见图3.1.3。
1.4 转换设备中的各种传动拉杆、表示连接杆及导管等的螺纹部分的内、外调整余量应不少于 10mm。
表示杆的销孔旷量应不大于0.5mm;其余部位的销孔旷量应不大于1mm。
1.5 密贴调整杆动作时,其空动距离应在5mm以上。
1.6 穿越轨底的各种物件,距轨底的净距离应大于10mm。
1.7 装有电动、电液的单机牵引普通道岔。
在工务第一连接杆处的尖轨与基本轨间有4 mm及其以上间隙时,道岔不能锁闭和信号不能开放。
1.8 具有两个及其以上牵引点的分动外锁闭道岔,其尖轨竖切部分任意两牵引点间,尖轨与基本轨间有10mm及其以上间隙时,道岔表示电路不得接通。
1.9 附有绝缘的密贴调整杆、尖端杆、角形铁、角钢、分动道岔中的锁闭杆和带绝缘的销孔等,绝缘装设完整、性能良好。
1.10 道岔表示电路中应采用反向电压不小于500V,正向电流不小于300mA的整流元件;三相交流转辙机表示电路中应采用反向电压不小于500V,正向电流不小于1A的整流元件。
ZD6型电动转辙机道岔检修作业程序及质量标准
6.速动爪的滚轮在传动中。应在速动片上滚动,落下后不得与启动片缺口底部相碰。
(五)表示杆、动作杆、移位接触器。
1.表示杆平、正、直、无锈蚀。
2.主付销定期抽出检查良好,固定良好,顶杆动作正常。
3.锁闭齿轮园弧与动作齿条削尖齿园弧应吻合,无明显磨耗,接触面不小于50%。
ZD6
(一)、ZD6型电动转辙机道岔天窗内检修作业程序及质量标准
1、ZD6型电动转辙机道岔天窗内检修作业程序图
一、材料:白绸布、棉纱、各种开口销、1.6mm铁扎线、机油。
二、工具:维修电话、万用表、钥匙、活口扳手、长把夹钳、手锤、钢丝刷、扁毛刷、4mm试验片、1.5mm、2.5mm试验片、克丝钳、尖嘴钳、套筒、大小螺丝刀一套、专用工具。
4.移位接触器安装牢固无裂损,作用良好。
5.顶杆与触头间隙为1.5mm时,接点不应断开,用2.5mm垫片试验或用备用销带动道岔试验时,接点应断开,非经人工恢复不得接通电路。
挤切销按规定周期更换
四
转辙机内检修
(六)接插件及配线
1.配线整齐、无伤痕并固定良好,各部螺丝紧固、线头不松动、无混线可能,色标不移位。
3、各部安装绝缘良好。
道岔
密贴
道岔方正,爬行不超过20mm,无过甚吊板,开程符合标准。
各部清
扫注油
各部清扫干净,注油适当,螺丝紧固标记完整。
除锈油饰
箱盒外部和安装装置除锈油饰(每年一次)
三
变压器箱
或
电缆盒
1、基础安设稳固,无影响强度的裂纹,其倾斜不超过10mm。
2、蛇管无断裂、腐蚀,安装牢固无脱落,封堵良好。