油管螺纹失效分析与预防
油套管螺纹加工质量缺陷的分析与研究
油套管螺纹加工质量缺陷的分析与研究摘要:在石油企业勘探开发过程中,油套管螺纹的加工质量直接与勘探开发效益有着紧密的联系。
这主要是因为螺纹属于连接部位,所以其是最为薄弱的环节所在,因而往往是事故高发的区域,在油套管螺纹加工过程中,往往存在这样或那样的质量缺陷。
本文正是基于这一背景,结合自身工作实践,对油套管螺纹加工质量缺陷进行分析,并提出了强化油套管螺纹加工的几点浅见。
希望通过本文的探究,不断的提高油套管螺纹加工质量,切实提高石油企业的勘探开发效益。
关键词:油田企业;油套管螺纹;加工质量缺陷油田企业在石油资源勘探开发过程中,为了预防油套管螺纹加工质量缺陷对勘探效益带来的影响,我们必须对其缺陷的类型进行分析,并采取有效的措施,例如控制原料的直度,确保工件能将中心卡紧,并对机床定位的误差进行控制,同时强化车丝程序坐标点的调整等。
这些措施的应用,能有效的促进加工质量缺陷的控制。
1、油套管螺纹加工中常见的质量缺陷分析油套管螺纹加工中,常见的质量缺陷主要有以下几种:一是黑皮扣;二是波纹;三是紧密距;四是齿高、锥度、螺距等。
就黑皮扣而言,主要是丝扣局部在加工量方面严重不足,导致其出现光洁度较差的情况,其主要和钢管自身的直径以及管壁的厚度、椭圆度和精度以及管端的平直度之间存在关联。
当管体存在黑皮扣时,主要是由于管体外径较小,加上管端的平直度不够,以及椭圆度较大而导致。
而且随着螺纹出现黑皮扣之后,还会出现丝扣偏壁缺陷,主要是对钢管进行车丝处理后,一边较薄而另外一边则壁厚不均。
之所以丝扣会偏壁,其形成的原因和螺纹形成黑皮扣的原因相同,均是由于钢管管端的壁厚不均匀以及椭圆度较大和弯曲所导致,加上螺纹加工存在偏壁,以及加工量没有得到合理的控制,导致丝底壁厚超负差。
所以二者均是螺纹加工的质量缺陷所在。
而紧密距、齿高、锥度和螺距等则属于螺纹参数,往往由于其参数超标而导致其连接性与密封性较差。
其中,紧密距又是整个螺纹中诸多单项参数的综合波动值,所以当任何一个单项参数不合格时,均会对其紧密距带来影响,因而其不仅与钢管材质有关,而且与加工的方式以及加工的机床类型和平稳性与机床自身的精密性等有着紧密的关联[1]。
油管螺纹加工质量缺陷分析与对策探讨

油管螺纹加工质量缺陷分析与对策探讨摘要:对于油管螺纹的加工来说,依照其不同的外观情况进行控制,可以具体依照不同参数中的合适效果,根据其原始设定的油管螺纹的稳定性与安全性指数,保证在加工过程中的质量,避免受到安全因素的影响。
另一方面,针对油管螺纹检查过程中存在的质量缺陷情况,在一定的原因影响下,通过对设备与合适工具的选择,找到最佳的解决方案与方法,进一步保证油管螺纹的加工质量与加工效果,保证整个油管螺纹在后续工作过程中的稳定性与安全性,避免潜在的安全隐患。
关键词:油管螺纹;螺纹加工;加工质量;缺陷分析在油井维修的过程中,油管与螺纹之间的接头处需要依靠操作工具与管柱建立连接效果,而对于螺纹来说,只有做好对油管螺纹的加工,提高油管螺纹的加工质量,才能保证油管工具的具体使用效果。
而对于整个油管螺纹加工质量的检查点来看,具体的检查效果是对油井工具的准确设计与油井作业中的安全性进行控制,提高整个设计的安全性与稳定性。
通过分析管道螺纹加工中的质量缺陷,找出造成管道中螺纹加工质量存在的主要原因,因此针对原因提出相应的解决方案与应对措施,实现对油管螺纹质量的根本提高,并且从油管管道的质量角度进行控制,降低其经济损失,提高油管的使用效率。
1 油管螺纹加工过程中常见的质量缺陷情况分析1.1 外观缺陷油管螺纹外观的缺点主要表现以下几方面,首先是在表面上存在氧化现象,使靠近螺纹收尾端,部分有效螺纹周向丝尖梳不圆,或因加工工艺选择不当,导致靠近螺纹收尾端,所有有效螺纹周向丝尖梳不圆,丝尖的表面粗糙度不符合图中规定的质量要求;其次,依照图纸中的外观表面粗糙程度来看,螺纹轮廓也不合适;再次,通过对角度与宽度的控制,在螺纹的起始端进行控制也不符合螺纹的设置要求;最后,螺纹齿的初始形状由于锋利而小的划痕而存在问题。
1.2 单向参数超差油管螺纹加工的质量是各种参数的综合作用结果,例如牙型角(此参数的精度由加工时使用的螺纹梳刀刀片的精度确定,本文不进行分析),圆锥形状,螺距,牙高,闭合距离等。
油管螺纹损坏原因及预防措施

接触 应 力是 引起 螺 纹粘 螺纹 的 根本 原 因 。内外 螺 纹 在 第 1有 效 螺 纹 处 接触 应 力 最 大 , 部 的最 大 局 应力 可 达 到 中 间齿 面 应 力 的 4倍 , 且 在 上 卸 螺 纹 而 过程中 , 这一位置的齿面最容易粘螺纹 , 直接说明了 接 触 应 力是 造成 粘 螺纹 的 主要 机理 之一 。
础 上 提 出 了几 点预 防措 施 。
关键 词 : 油管 ; 螺纹 损坏 ; 螺 纹 ; 防措 施 粘 预 中 图分 类号 : 9 38 TE 7 . 文献标 识 码 : 文 章编 号 :0 6 78 (O 11一 o 8一 O A 10 - 91 2 1)7 03 2
1 问题 的 提 出 脑袋 , 螺纹 时在 较小 的扭 矩下 螺纹 易上 至平 螺 纹 , 上 不 易发 生粘螺 纹 现象 。当 油管 内外 螺纹 加工 中径 为 正 一正 配合 , 螺 纹 的 长 度取 上 限 即 小 帽子 戴 大 脑 外 袋 , 螺纹 时 在规 定扭 矩下 往往 有余 螺纹 , 照标 准 上 按
加突出。 3 3 1 扭 矩 的影 响 ..
引 起液 压 钳 过 扭矩 操 作 因素有 很 多 , 在现 场 因 个人操作能力 的差异, 使液压钳在实际操作扭矩 时 难 以控制 , 有时开始 启动就达到甚至超过油管的初 始上 螺纹 扭矩 , 有不 慎就 会造 成过扭 矩 现象 。 稍 3 3 2 上螺 纹速 度 的影 响 .. 自从 上 世纪 9 代初 , 用 油管 液压 钳对 提高 O年 使 作 业效 率 , 轻工 人 劳 动 强 度确 实 起 到 了一 定 的 作 减 用 , 标 准作 业 规 程应 该 是 用 高速 档 将 油管 预 拧 至 其 手 紧位 置 , 然后换 低 速档 将油管 上 紧至规 定扭 矩 。 但 有 时 现场 操 作 人员 为 提 高 下油 管 速度 , 直接 用 高速 档上紧 , 远远超过了标准推荐的上螺纹速度 , 致使螺 纹 的 啮 合状 态 恶 化 , 内外 螺 纹 在旋 合 过 程 中产 生 大 量 的热 量 , 时间 内难 以散发 , 而使啮 合面 温度 急 短 从 剧 升高 , 使材 料强 度 降低 , 致 最终 导致螺 纹粘 扣 。 3 3 3 夹 紧 力的影 响 .. 液 压钳 利 用背钳 夹 紧接 箍 , 实现上 卸螺 纹作业 , 钳 口夹紧力较大 , 容易造成接箍变形 , 同时上螺纹过 程 中 由于 外夹 紧 力 的约 束 , 接 箍很 难 外 胀弹 性 变 使 形, 导致 上 螺 纹 至规 定 扭 矩 时 , 外露 螺 纹 较多 , 须 必 加 大 扭 矩 才能 使 螺 纹旋 合 到 位 , 以齿 面 接触 应 力 所 远 超 过 规 定扭 矩 的 应 力状 态 , 易导 致 螺 纹 粘扣 现 容
油管螺纹粘扣影响因素分析与措施

油管螺纹粘扣影响因素分析与措施摘要:阐述了油管螺纹粘扣力学机理,分析其失效的主要原因,即材质和螺纹标准和操作标准问题是发生油管螺纹粘扣的主要因素,上螺纹扭矩越大,油管反复上卸螺纹的能力越低,越容易引起粘螺纹,并提出了改善油管螺纹粘扣的有效措施,对于延长油井生产周期,提高经济效益有着十分重要的意义。
关键词:油管螺纹机理措施一、螺纹粘扣力学机理根据ISO13679标准,粘螺纹是一种发生在相互接触金属表面之间的冷焊。
接触应力是引起粘螺纹的核心要素,上螺纹扭矩是引起粘螺纹的主要外力因素。
过盈量几何约束则是通过改变螺纹啮合起始螺纹位置的应力集中及主应力分布影响粘螺纹倾向。
粘螺纹是由于螺纹上螺纹过程中齿面局部接触应力过大造成的,这种接触应力是由上螺纹扭矩与几何约束过盈产生的。
(1)接触应力。
接触应力是引起螺纹粘螺纹的根本原因。
在轴向推力上螺纹时,螺纹大端承载面上最大接触应力作用在齿侧上部与齿顶圆弧相切的位置,随后齿面接触应力的分布逐渐减少,而且在同一齿面上,上部接触应力高出中下部1倍左右,说明内外螺纹啮合在齿面的上下切点部位容易产生变形及粘螺纹现象。
(2)扭矩作用。
油管螺纹拧接扭矩通常采用Lame计算式M=2πμR2LPc,(1)式中:M为上螺纹扭矩,Nm;R为螺纹啮合处的公称节圆半径,m;μ为摩擦系数;L为螺纹轴向啮合长度,m,pc为接触压力,Pa。
根据式(1),在上螺纹过程中的齿面接触压力直接受上螺纹扭矩的影响,在几何尺寸相同的情况下,上螺纹扭矩愈高,齿面接触压力就愈高。
因此,上螺纹扭矩及过盈量是引起螺纹干涉,发生粘螺纹又一主要机理。
(3)几何约束过盈。
过盈又称几何约束,带来的应力集中和主应力分布呈梯度变化,首先在螺纹啮合起始处表现的异常突出。
接箍过盈带来的几个约束决定了齿面接触应力和等效应力应变的大小、方向及分布规律。
二、失效原因2.1油管螺纹生产加工工艺影响(1)油管螺纹参数不优。
油管螺纹参数分为几何和物理两种。
管螺纹的失效现象及其原因分析

管螺纹的失效现象及其原因分析管螺纹连接是冲击器等钎具产品的主要连接方式之一,在实际的设计过程中由于安装工艺方便和易下管等特点应用十分广泛。
由于其受本身及外界因素的影响,时常会发生各种故障,影响正常的使用。
经过对其失效现象进行分析和调查,发现失效大多发生在螺纹连接位置。
主要变现形式为:螺纹连接处的磨损破坏,螺纹位置的腐蚀性破坏,纹牙折断破坏,连接处管体破坏引起的螺纹破坏等形式。
下面就几种典型的失效进行简单的分析,及个人的一些见解。
螺纹连接处的磨损主要有磨料磨损和符合磨损两大类。
加工过程中未能完全去除的铁屑以及管螺纹在连接与旋出的过程的各种杂物会不可避免的残留在螺纹牙面以及槽内,这些硬质颗粒状杂物对螺纹牙面有切削和摩擦作用,从而是接触面螺纹很快磨损进而改变螺纹的几何尺寸,导致卡钎套、接头脱扣,钻头无故掉入井内等现象的发生。
因此装配过程中的清洁度要求是一个必须要注意的重要指标,必须严格控制好。
管螺纹在工作过程中受到的载荷主要有:自身的重力、螺纹连接后由于预紧力产生的附加载荷、管道内高压气体介质作用下形成的轴向静载荷。
在这些力的共同作用下螺纹连接处会产生较大的接触应力,使得螺纹牙面凸峰产生粘着。
由于接触应力是变化的,这就使得粘着点切开形成磨屑,磨屑在螺纹压面间成为磨料,继而产生磨料磨损,如此循环从而形成了复合磨损。
同样这类磨损也是直接影响螺纹的直接配合尺寸,除了上面说到的提高清洁度要求外,主要还可以通过表面淬火等热处理工艺提高螺纹连接处的硬度,或则将车螺纹工艺提前到热处理前(以上措施需要理论加实践论证)等合理的适当的增加螺纹的刚性减少磨损现象的产生。
我们退回来的产品我还看到有些管螺纹牙面磨损十分严重几乎磨平了,而且牙面上存在大量的腐蚀性物质,这就是螺纹位置的腐蚀性磨损造成的。
螺纹的管材与管道内的流体(气体和液体)介质中的某些化学成分发生化学反应或则电化学腐蚀,生成的腐蚀物在螺纹牙表面粘附不牢而易脱落,新的螺纹牙表面继续与流体介质发生反应,如此重复过程就使得螺纹处不断被腐蚀,连接处的配合间隙越来越大最终也会出现上面说的脱扣得现象。
石油套管失效分析
油井管都是靠螺纹连接,因此,对油井管的丝扣除要求强度外,还要求具有一定的气密性和耐用性。
目前,在油气田开发中占开发投资大部分资金的油、套管损坏相当严重,给油气田开发带来了难以弥补的损失,其中连接螺纹即套管接头是整个套管柱中最薄弱的环节,在套管损坏中,由于油、套管接头破坏及密封失效占了很大一部分比例。
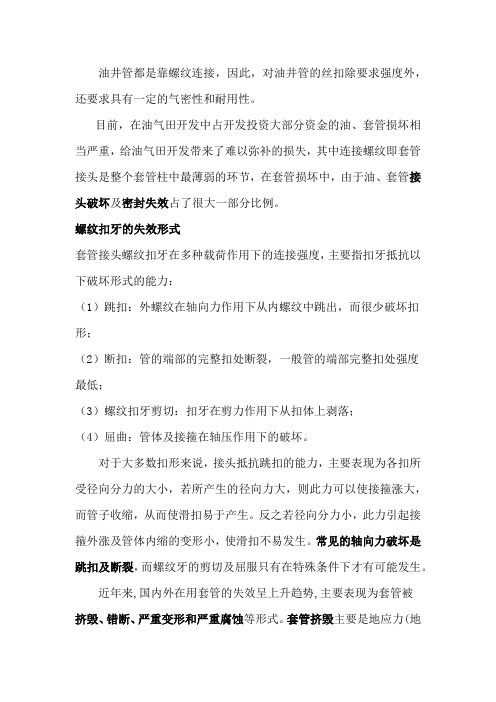
螺纹扣牙的失效形式套管接头螺纹扣牙在多种载荷作用下的连接强度,主要指扣牙抵抗以下破坏形式的能力:(1)跳扣:外螺纹在轴向力作用下从内螺纹中跳出,而很少破坏扣形;(2)断扣:管的端部的完整扣处断裂,一般管的端部完整扣处强度最低;(3)螺纹扣牙剪切:扣牙在剪力作用下从扣体上剥落;(4)屈曲:管体及接箍在轴压作用下的破坏。
对于大多数扣形来说,接头抵抗跳扣的能力,主要表现为各扣所受径向分力的大小,若所产生的径向力大,则此力可以使接箍涨大,而管子收缩,从而使滑扣易于产生。
反之若径向分力小,此力引起接箍外涨及管体内缩的变形小,使滑扣不易发生。
常见的轴向力破坏是跳扣及断裂,而螺纹牙的剪切及屈服只有在特殊条件下才有可能发生。
近年来,国内外在用套管的失效呈上升趋势,主要表现为套管被挤毁、错断、严重变形和严重腐蚀等形式。
套管挤毁主要是地应力(地层出砂、流动、滑移、膨胀、蠕动等) 、固井质量差、套管强度不足或存在缺陷等而造成的。
套管断裂主要是地层应力高、固井质量差、套管强度不足、套管柱设计不合理、螺纹质量差及下套管操作不当等造成的。
严重腐蚀则主要是由于套管设计不当、防腐措施不力、腐蚀环境恶劣等而造成的。
套管失效形式分析由于不同工矿下套管在井下的受力状况不同, 所处的环境各异, 我国的百色油田和俄罗斯的西西伯利亚油田套管的失效形式就有很大差异。
根据近几十年对套管失效的大规模调查研究和系统分析, 可归纳出套管破坏的形式大致分为种变形、错断、破坏和腐蚀穿孔。
其中, 破坏又可分为挤裂、爆破、和拉伸3种。
石油套管失效原因导致套管失效的原因归纳起来主要有以下5大类①高压注水引起②盐岩层“塑性流动”引起③地下水腐蚀浅层套管所引起④疏松砂岩油层大量出砂引起⑤地层倾角较大、断层较多引起套管错断以及注蒸气热采并中存在着和局部缩劲变形相对应的恶性局部应力等。
管螺纹的失效原因与防范方法

管螺纹(d e)失效原因与防范方法井用上水管道常用(de)连接方式有两种:一种是粘圈密封法兰盘连接,另一种是管螺纹联接.其中管螺纹联接以其安装工艺简便和易下管(de)优势,得以广泛应用.管螺纹在使用过程当中,由于受其本身及外界因素(de)影响,时常会发生各种故障,影响了正常(de)工作.经过对失效管理进行调查和分析,发现失效部位大都发生在管螺纹联接处,表现出(de)失效形式主要有以下几种类型:丝扣粘连(粘扣)、丝扣渗漏、纹牙折断和联接处(de)管体裂纹等.一、失效原因1、丝扣粘连丝扣粘连是指管道接箍处(de)螺纹发生了磨损破坏,使螺纹牙(de)形状及其尺寸发生了变化(de)一种失效形式.磨损是粘扣(de)主要和直接原因,管螺纹(de)磨损主要有磨料磨损和复合磨损两大类.井用管螺纹在联接和拆卸(de)旋进旋出过程中,各种杂物会不可避免地落于螺纹牙面和槽内,这些硬质颗粒状杂物对螺纹牙有切削和刮擦作用,从而引起联接表面材料(de)脱落而形成磨粒磨损.管螺纹受到(de)载荷包括管道自重、旋紧接箍后预紧力产生(de)附加载荷、管道内流体介质内压所形成(de)轴向静载荷等.这些载荷在管螺纹(de)螺纹牙表面产生较大(de)接触应力,使螺纹牙表面上(de)较大(de)承载凸峰产生粘着.接触应力(de)变化,使粘着点切开而形成磨屑,磨屑在螺纹牙(de)接触面间成为磨料,继而出现磨料磨损,如此循环(de)结果是形成了新(de)复合磨损.2、丝扣渗漏形成丝扣渗漏失效(de)最主要原因是腐蚀性磨损.螺纹材料与管道内流质中(de)某些化学成分发生化学反应或电化学反应,生成(de)腐蚀物在螺纹牙表面粘附不牢而易脱落,新(de)螺纹牙表面继续与流体介质发生反应,如此过程(de)重复就形成了腐蚀性磨损.螺纹牙(de)侧表面和牙顶经腐蚀磨损后,牙型发生变化,内外螺纹旋合外(de)径向间隙增大,导致渗漏.3、螺纹牙折断管道自身(de)重量、管内流体介质(de)作用所产生(de)轴向载荷以及螺纹防松(de)预紧力均作用于管螺纹(de)螺纹牙上,腐蚀性磨损又会使螺纹牙(de)厚度尺寸减小、强度降低,当载荷大于螺纹牙(de)强度极限时,就会发生螺纹牙断裂.二、失效(de)预防措施1、预防丝扣粘连采取(de)措施磨损是丝扣粘连(de)主要和直接原因,因此可采取下列预防措施:(1)采用喷镀技术(如刷镀铜)给管螺纹牙表面涂层,提高其耐磨性.(2)对螺纹表面进行表面感应淬火强化处理,以增加螺纹牙(de)强度和硬度.这种方法(de)应用性较好,一般情况下,只要能确实保证螺纹牙足够(de)硬度,螺纹牙就不会产生粘扣这种失效.螺纹牙实际需要(de)硬度可以通过其强度计算而得到.。
井下油管漏失原因分析及预防措施

井下油管漏失原因分析及预防措施摘要:油管漏失是油井检泵作业重要影响因素,虽然油管在下井的施工过程中使用了丝扣胶进行密封,但是由于腐蚀、磨损严重、等原因,至使近几年因油管丝扣漏失而检泵的井数居高不下。
本文通过分析近年油田油井检泵作业井,对造成油管丝扣漏失的因素作出了一个简单的分析,提出相应的预防措施。
关键词:油管,漏失,原因,预防,措施1前言油管泄漏现象一直困扰着抽油机井的泵况管理。
随着抽油机井井下油管使用时间的不断延长和施工次数的增加,油管泄漏和起下钻隐患大量存在。
虽然在下入井油管施工过程中使用螺纹胶密封螺纹,但由于在用油管螺纹磨损严重,锥度检测技术落后,近年来用于油管泄漏检测的泵井数量仍然较高,给油井生产和井下作业造成了非常严重的损失。
油水井的生产管柱采用螺纹连接。
油管的紧密性实际上取决于螺纹侧面形成的接触压力。
接触压力越高,密封性越好。
由于油管螺纹在各种静、动载荷作用下的高频振动,以及螺纹在装卸过程中啮合面相对运动引起的粘着磨损,螺纹之间必然存在一定的间隙。
因此,无论新旧油管,微泄漏都是不可避免的,但必须确保泄漏在允许范围内,以免影响油水井的正常生产2油管漏失形式油管是油流的通道,工作环境比较复杂,承受自身重量的同时,还要承受抽油系统往复运动过程中产生的附加交变载荷。
油管除了需要满足强度、刚度要求外,还应满足一定的密封性能要求,根据其密封失效部位的不同,通常油管漏失主要有本体泄漏和螺纹渗漏两种形式。
2.1管柱泄漏油管本体因偏磨、井液中腐蚀性物质电化学反应、静液柱压力等原因产生裂缝、孔洞造成的井液泄漏。
2.2 螺纹渗漏油管螺纹因长期服役腐蚀严重、频繁上修粘着磨损等原因造成的密封失效漏失(包括管挂、外工作筒密封失效漏失),占到了油管漏失问题的80%以上。
特别是随着油田措施井次的增多,动液面降低、泵挂加深,净液柱的不断增大,油管漏失井次、漏失程度也在不断增大。
3影响因素油管漏失的影响因素较多,除了冲程、冲次,地层水的矿化度,腐蚀物质的含量等因素外,油管的生产加工质量,具体井况,杆管偏磨程度,螺纹磨损程度为造成管柱漏失最重要的影响因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不能超过运输车辆的车箱内开档尺寸,高度应在吊机允许范围内。
整套系统质量不能超过4 103kg (SQ6.3T 型折臂式吊机的额定载荷)。
3.5 离合器冷却水的来源问题本系统所使用的离合器由于是液压离合器,其液压油需要冷却,而冷却水的来源问题在设计中应当注意。
本系统将柴油机的冷却管线加以改造,与离合器的冷却水进出管线相连,很好地解决了离合器的冷却水源问题。
4 现场应用2002 05,该车自在河南油田采油一厂投入使用以来,已累计作业8口油井,运行稳定,设备完好无损,用户反映良好。
最近此酸化管汇车开赴新疆塔里木河南勘探公司投入使用,经受了恶劣工况的考验,该车在新疆已作业2口油井,车况良好、性能稳定,同时省去了很多管汇联接时间,减轻了工人的劳动强度,能够保证作业的连续稳定,降低了作业成本,应当予以推广使用。
参考文献:[1] 华东石油学院矿机教研室.石油钻采机械(下册)[M ].北京:石油工业出版社,1980.348 350.收稿日期:2003 02 22作者简介:孙晓中(1968 ),男,山东济宁人,工程师,现从事石油机械的管理和监督工作。
文章编号:1001 3842(2003)04 0020 03油管螺纹失效分析与预防孙晓中1,王旱祥2(1.胜利油田有限公司现河采油厂,山东东营257000; 2.石油大学(华东),山东东营257061)摘要:分析了油管在使用过程中螺纹发生粘螺纹失效的力学机理,综述了导致螺纹发生粘螺纹的几个最直接的影响因素,在此基础上提出了几点预防措施,供油管生产厂家和使用单位参考。
关键词:油管;螺纹;预防中图分类号:TE931 201 文献标识码:AAnalysis and prevention on screw thread failure of oil pipeSUN Xiao zhong 1,WANG Han xiang 2(1.Xianhe Oil Prodaction Plant,Shen gli Oil field Com p an y ,Dongying 257000,China;2.University of Petr oleum (Huadong),Dongying 257061,China)Abstract:The mechanism of mechanics on scre w thread failure of oil pipe is analyzed.Several direct factors which bring on scre w thread gluing are summarized.Some precautionary opinions are put forward on the base of these analyses,pro viding reference for manufacturers and users.Key words:oil pipe;screw thread;prevention 油管是石油管材中仅次于套管的第2大类产品,各油田每年用量普遍在几十万米到数百万米之间,我国各油田油管使用总量大约为23~25万t,占全国油井管总需求量的1/4[1]。
油管在使用过程中,粘螺纹问题比较突出,可以说各类油管均发生过粘螺纹,而且粘螺纹失效总集中在油管的现场上螺纹端,即便是产品质量完全符合API 标准,也不能保证在使用中不发生粘螺纹现象。
图1为现场取样得到的油管发生粘螺纹失效的宏观形貌。
2003年第32卷 石油矿场机械第4期第20页 OIL FIELD EQU IPMENT 2003,32(4):20~22图1 油管粘螺纹失效的宏观形貌1 力学机理根据ISO13679标准的最新定义,粘螺纹是一种发生在相互接触金属表面之间的冷焊。
分轻度粘螺纹、中度粘螺纹、严重粘螺纹和极其严重粘螺纹,其中前2种经过修复,螺纹几何形状和使用性能不受影响,而后2种造成螺纹表面相对滑动,啮合处齿形被剪切以致于发生螺纹撕裂,无法修复。
1.1 接触应力多数工程技术人员认为,接触应力是引起螺纹粘螺纹的根本原因。
内外螺纹在第1有效螺纹处接触应力最大,局部的最大应力可达到中间齿面应力的4倍,而且在上卸螺纹过程中,这一位置的齿面最容易粘螺纹[2],直接说明了接触应力是造成粘螺纹的主要机理之一。
从螺纹联接有限元分析可知[2],在轴向推力上螺纹时,螺纹大端承载面上最大接触应力作用在齿侧上部与齿顶圆弧相切的位置,随后齿面接触应力的分布逐渐减小,而且在同一齿面上,上部接触应力高出中下部1倍左右,说明齿面上切点处容易粘螺纹。
在导向面上,齿面底部靠近圆弧切点处应力值高,齿面中部应力值低,上部略高于中间齿面。
螺纹小端齿面上,导向面接触应力明显高于承载面,而且最大接触应力点位置在齿面下侧切点处,齿面上部应力高于中间,但低于下切点齿面应力,在承载面上正好相反。
说明,内外螺纹啮合在齿面的上下切点部位容易产生变形及粘螺纹现象。
1.2 扭矩作用油管螺纹拧接扭矩通常采用Lame计算式[3]M=2 R2Lp c,(1)式中,M为上螺纹扭矩,N m;R为螺纹啮合处的公称节圆半径,m; 为摩擦系数;L为螺纹轴向啮合长度,m,p c为接触压力,Pa。
根据式(1),在上螺纹过程中的齿面接触压力直接受上螺纹扭矩的影响,在几何尺寸相同的情况下,上螺纹扭矩愈大,齿面接触压力就愈高。
因此,上螺纹扭矩及过盈量是引起螺纹干涉,发生粘螺纹又一主要机理。
1.3 几何约束过盈过盈又称几何约束,带来的应力集中和主应力分布呈梯度变化,首先在螺纹啮合起始处表现的异常突出。
螺纹拧紧后,几何约束使危险截面的螺纹齿面承载面与导向面上接触应力分布及最大值都发生了改变。
特别在内外螺纹的第一有效螺纹配合齿面上,应力分布明显改变。
说明,接箍过盈带来的几何约束决定了齿面接触应力和等效应力应变的大小、方向及分布规律。
上述3方面互相影响、共同作用,在上螺纹过程中同时对齿面粘螺纹产生影响。
其中,接触应力是引起粘螺纹的核心要素,上螺纹扭矩是引起粘螺纹的主要外力因素;过盈量几何约束则是通过改变螺纹啮合起始螺纹位置的应力集中及主应力分布来影响粘螺纹倾向。
因此可以说,粘螺纹是由于螺纹上螺纹过程中齿面局部接触应力过大造成的,这种接触应力是上螺纹扭矩与几何约束过盈带来的。
2 直接失效原因2.1 生产加工有时在同样的操作条件下,选择进口油管不易粘螺纹,选择国产油管容易发生粘螺纹的现象,这可能与各生产厂家油管内、外螺纹中径配合控制有关。
当油管内外螺纹加工中径选择负!负配合,外螺纹的长度短即大帽子戴小脑袋,上螺纹时在较小的扭矩下螺纹易上至平螺纹,不易发生粘螺纹现象。
当油管内外螺纹加工中径选择正!正配合,外螺纹的长度取上限即小帽子戴大脑袋,上螺纹时在规定扭矩下往往有余螺纹,按照API RP5C1标准在规定扭矩作用下上螺纹,余三螺纹以内就为合格[4],而现场操作时有时又不允许有余螺纹,故必然在过扭矩条件下上至平螺纹,产生过啮现象,这是引起油管粘螺纹的直接原因之一。
另外,随着修复油管使用的增加,其螺纹加工时的公差不十分合理,而且有时螺纹的起始螺纹上存在毛刺,也会造成油管螺纹的粘螺纹。
2.2 上卸螺纹操作自从90年代初,使用油管液压钳对提高作业效率,减轻工人劳动强度确实起到了一定的作用,而且行业标准SY/T5074 91对石油修井用动力管钳各项指标进行了严格限制,但由于油管钳本身结构和操21孙晓中,等:油管螺纹失效分析与预防作上的缺陷,使粘螺纹失效事故的发生更加突出。
a) 上螺纹速度的影响 规范的操作应为用高速档将油管预拧至手紧位置,然后换低速档将油管上紧至规定扭矩。
但有时现场操作工人为提高下油管速度,直接用高速档上紧。
速度高达90r/min,远超过API RP5C1和GB/T17745 1999推荐的上螺纹速度25r/min[4],致使螺纹的啮合状态恶化,内外螺纹在旋合过程中产生大量热量,短时内难以散发,从而使啮合面温度急剧升高,致使材料强度降低,最终导致粘螺纹。
b) 过扭矩的影响 引起液压钳过扭矩操作因素是多方面的,首先现场使用动力源不同,油泵排量和输出压力明显不同,使液压钳在实际操作中扭矩难以控制,易造成过扭矩现象;其次,国产液压钳上安装压力表满量程为25MPa,刻度划分太粗,有时压力表指针开始启动就达到甚至超过油管的初始上螺纹扭矩,稍有不慎就会造成过扭矩现象,这显然在实际操作中不十分合理。
c) 夹紧力的影响 液压动力钳利用背钳夹紧接箍,实现上下螺纹作业。
钳口夹紧力较大,易造成接箍变形,同时上螺纹过程中由于外夹紧力的约束,使接箍很难外胀弹性变形,导致上螺纹至规定扭矩时外露螺纹较多,必须施加更大扭矩才能使螺纹旋合到位,所以齿面接触应力远超过规定扭矩的应力状态,容易导致油管粘螺纹现象的发生。
d) 对中性的影响 液压钳的悬吊点通常距井口约15m以上,在自由悬吊状态下钳头中心距井口约0.5m,这就意味着油管垂吊距井口最大偏斜0.5m。
在起下油管的操作中,出现斜拉操作的现象,易引起错螺纹。
一旦发生错螺纹,因液压钳操作扭矩大,有时也不易发觉。
2.3 螺纹脂API圆螺纹的密封性主要依靠密封脂填补公母螺纹之间间隙来获得。
因此,API圆螺纹联接必须使用符合API B UL5A2的螺纹密封脂。
螺纹密封脂的存在改变了螺纹的接触表面状态,改善了上螺纹过程中螺纹接触面应力状态,能够有效地防止螺纹的粘结。
可是,在油田现场修井作业过程中有时出现不涂抹螺纹脂的情况,即内外螺纹在啮合中处于干摩擦状态,必然导致螺纹旋合时摩擦系数增大,要达到无外露螺纹必须施加更大的扭矩。
而螺纹在上螺纹过程中的齿面接触压力直接受到上螺纹扭矩的影响,上螺纹扭矩愈大,齿面接触压力愈高,螺纹粘螺纹的倾向愈大。
3 结论和建议1) 分析认为,螺纹接头起始螺纹接触应力是引起粘螺纹的主要原因,因此如何改进内外螺纹起始螺纹形状,使之在旋合过程中齿面的接触应力分布趋于合理是进行抗粘螺纹研究的主要内容。
2) 上螺纹扭矩越大,油管反复上卸螺纹的能力越低,越容易引起粘螺纹。
在实际操作中,建议选择扭矩要符合GB/T17745-1999标准推荐的扭矩范围。
3) 改进现有液压钳的操作方式。
对液压钳的上螺纹速度和上卸扭矩进行控制,尽可能的满足API RP5C1和GB/T17745-1999标准规定。
改进卡紧方式,尽可能减小接箍的变形,提高上螺纹过程中的对中性。
建议有关部门重新制定石油修井用动力钳的相应标准和具体的操作规范。
4) 正确合理使用螺纹脂。
要注意不使用质量不合格或被稀释过的或拌有防修油和含有杂质的螺纹脂,更不能不涂抹螺纹脂便直接上螺纹。
5) 尽量避免在装卸和运输中对螺纹的损伤。
参考文献:[1] 李欣,张毅,张汝忻.我国油井管需求量、生产能力及价格综合分析[J].钢管,2000,29(1):10 15.[2] 王治国,张毅.API圆螺纹接头上扣与拉伸过程的有限元应力分析[J].钢管,2001,30(3):20 26.[3] 张毅,王长安,韩勇.API8牙圆螺纹公差与上扣扭矩的试验选择[J].焊管,1997,20(4):18 25.[4] 姜冠戎,杨果,万战翔,等.石油工业常用国家标准汇编[M].北京:中国标准出版社,2000:819 854.更 正本刊2003年No.3文章∀防温压力表接头#的作者及地址更正如下:∀李蛟真,李文星,李献考,管 珂,孔延庆#,∀河南濮阳457071#。