生产计划与物料控制-附表
PMC生产计划与物料控制

劳务管理
(工数管理)
物料管理
设备管理
生产管 理
第10页,共95页。
一、物料控制管理概述
凝
物料控制精髓
聚
真
物料控制的精髓是“三不”,即
知
:
,
不断料、呆料、不会让生产线停工等待所需的物料
协
不呆料、滞料:需要使用、可以使用的物料购进来,不要让
同
不需要使用、不可以使用的物料进入货仓或呆在货仓不动
物料ABC分析法和运用
凝 聚
分类
真
知
A类:品种小,资金占用比例大。
,
品种10-15%,资金约占75-80%
协 同
B类:介于A、C之间的物资。
共
品种20-30%,资金15-20%
进
C类:品种繁多,资金占用比例小的物资。
品种60-65%,资金占5-10%
第23页,共95页。
二、物料工程管理
物料ABC分析法和运用
业务
生产管制
物料管理
物料管理 采购
依照客户订 单发出工厂
订单
订单生产计 划
产品登记 分析
新产品
寻找厂商报价 、送样品
仓库
工程
厂部生产
物料规格确定验收标准 物料编制管理
发出物料用 量清单
核准材料样品
制订物料供应商
计划(时间/数量)
生产排期
议价/订价
进料检查 仓库管理
储存防护 储位标识 收发管理 存量管制 呆物料管理
采购
净料
交货期 单位编码 标准数量包装(易
பைடு நூலகம்
成本估价 采购
差异分析
盘点)
仓储管理
生产计划订单排产与物料控制

生产计划订单排产与物料控制生产计划与物料控制高级研修班(PMC)培训时间: 2014年6月28-29日北京培训费用: 3800元/人(含培训费、教材费、午餐费、茶点费等)主办单位: 北京万博汇管理顾问有限公司培训对象:生产总监、生产经理、生产计划经理、生产计划员、车间主任、物料主管、采购主管及相关人员课程简介:生产计划和物料控制部门是一个企业“心脏”,统筹营运资金、物流、信息等动脉,其制度和流程决定公司盈利成败.),这个部门(PMC)掌握企业生产及物料运作的总调度和命脉.直接涉及影响生产部、生产工程部、采购、货仓、品控部、开发与设计部、设备工程、人力资源及财务成本预算控制等.生产及物料控制部门和相关管理层必须充分了解:物料计划、请购、物料调度、物料的控制(收、发、退、借、备料等)、生产计划与生产进度控制,并谙熟运用这门管理技朮来解决问题。
电第一室:销售计划/生产计划/物料计划协调接口管理话1.销售计划/生产计划角色和定位---订单总导演/总指挥8 2销售计划/生产计划/物料计划先进组织架构5 ◆东莞诺基亚公司销售计划/生产计划/物料计划组织架构9 3.生产计划/物料控制五大职能----欠料分析跟进/备料功能/呆料预防--处理5 4.生产计划与销售业务链接流程2 ◆准时生产计划VS市场业务部VS客户“三赢”规则0 ◆中兴通讯销售计划/生产计划/物料计划接口职能图/资源图实例分析3 ◆美的滚动周计划负荷分析和三天生产计划不能变职能图6 ◆控制扦单、急单、补单/加单五种措施--某公司张涵◆通过市场调查/信息反馈提高订单预测准确率三大做法5.销售预测与主生产计划(MPS)与月/周生产计划/物料计划(MRP)链接流程--ordermanagemen◆销售预测/生产计划变化反馈和预测库存控制协调--销售预测微调制度化降低预测库存成本原理分析◆销售计划流程――销售预测流程/销售计划流程/备货计划流程/生产计划流程6.制造业生产计划控制三种模式――预期滚动计划系统/推进式生产控制系统/拉动式生产控制系统◆世界五百强企业.施耐德电气Schneider新产品推进式生产控制系统第二室销售计划/生产计划控制流程---ordermanagement-(包括项目计划)1.销售预测计划/主生产计划(MPS)与月/周生产计划控制流程七途径--讲师/学员点评某公司现场诊断◆提升编制销售预测计划编制准确性六大步骤◆华润集团销售预测计划编制六大步骤实例分析◆青岛海尔新产品项目计划总体方案控制流程实例分析--ordermanagement◆西门子月/周/项目计划时间节点协调流程分析◆富士康SAP系统主生产计划流程案例---ordermanagement◆大金空调计划控制流程ERP-ORACLE系统主界面实例分析◆青岛海尔月/周/日项目计划协调流程实例分析◆富士康集团(台湾)公司月度滚动产能负荷分析/三天生产计划不能变的滚动产能负荷分析实例分析2.透过准时化生产机制解决订单频繁变更三种方法--Productionplanchangemanagement◆顺德美的日用集团扦单、急单、补单/加单/生产计划紧急控制流程实例分析◆飞利浦扦单/急单计划紧急控制流程案例分析-Productionplanchangemanagement◆飞利浦生产查询界面/生产删改信息查询界面/产品工艺流程查询界面/产品作业报表查询界面实例解析3.生产计划控制管理(精益)模式---均衡化/柔性化拉动计划◆准时化/均衡化生产方式(JIT)运用方法四大独特之处◆准时化生产方式---柔性化与同步化与均衡化◆某法国著名企业(拉动)一周生产计划不能变控制流程实例分析◆准时化生产方式双广告牌管理的基本原理解析◆杭州博世(BOSCH)均衡化(拉动)一周生产计划板不能变(生产广告牌)实例图片及说明分析◆飞利浦负荷瓶颈库存量设定实例—离散型生产模式第三室生产计划进度控制----deliverymanagement1.缩短产品周期流程--leadtimereduction◆西门子产品周期缩短流程价值流案例分享◆某公司缩短产品周期电脑系统(用友)流程主界面实例分析2.月/周生产计划产能连续滚动负荷分析制度化◆中国某著名公司月度主排产计划制定十三依据◆中国某著名公司三天生产计划依据制定九依据3.月/周生产计划排程表制定与执行重点演练--4.分析产能负荷七要素方面---人力负荷/机器负荷--◆广州某公司2007/04月产能负荷分析会实录文件5.生产进度监控三个阶段------事前/事中/事后(1)如何统计分析生产数据生产能力效率表/综合效率分析----事后管理第四室物流计划跟进与存量管制◆物流计划流程七步骤----某公司学员现场诊断(学员与讲师互动点评)◆扦单、急单、补单/加单/生产计划紧急update物料计划流程解析◆上海西门子ERP—SAP/R3系统RUN-MRP流程主界面分析◆北京某公司NormalOrder/CONSIGNMENT/VMI/JIT/BufferControl四种采购工作流程1.供货商交期管制十大之道--leadtimereduction◆伟创力(Flextronics)在物料欠料分析表实例分析◆物料短缺八大原因和七种预防对策2.物料管理相辅相成十四流程--warehousemanagement (1)物料管理精髓三个盲点和八大死穴--―伟创力美资公司呆料预防/处理制度实例/工程更改流程分析◆美的/一汽马自达公司/精工集团(日资)补料/损耗控制案例分析--降低内循环成本3.最新先进物流管理(精益)流程模式◆物料管理---JIT三A政策六措施◆深圳某著名台资企业(雷卫旭辅导)JIT供货推行十二步骤计划表实例解析(1)内部物流配送管理流程解析--Internallogisticmanagement◆格力空调JIT物料操作指导书解析--warehousemanagement◆博世(BOSCH)现场利用电子标签发料实例分析◆在线补充物料(RIP)KANBAN计算◆物料补充时间间隔计算◆在线物料标识及KANBAN卡设计◆博世配送系统物料广告牌实物/图片实例分析◆华晨宝马现场超市广告牌请购图片实例分析◆ABB/AREVA现场超市双箱广告牌请购图片实例分析(2)外部供应物流配送管理流程解析◆通用汽车JIT供应商物流评审标准解析(SQE)◆供应商管理库存(VMI)-某著名企业VMI协议实录分析◆华强三洋供应商驻厂代表配送/退料/换料广告牌实物图片实例分析/集货配送(Milk-Run)管理方法◆使用条形码及与供货商进行电子数据交换(EDI)实例展示◆存量管制--inventorymanagement◆需求预测、物料计划与库存控制原理/四大策略◆青岛海尔公司需求预测变化和库存相应调整控制流程实例◆长虹采购订单模式实例分析----大陆标准/通用物料采购/海外leantime长物料采购◆安全存量VS最高存量VS.最低存量定义◆安全存量三种设定方法◆ABC控制法--warehousemanagement◆长周期采购批量、库存控制与销售预测的量变关系◆库存量降低五大方法◆库存周转率定量计算◆提高库存周转率的途径尾声:当头棒喝—捅破窗纸1.结合公司实际情况通过学员体会分享2.讲师点评3.实践/活用所学五步讲师介绍---雷卫旭:香港理工大学MBA,香港生产力促进局特约讲师、美国管理学会(AMA)授权专业培训师、清华大学/北京大学/中山大学EMBA班特邀实战型讲师..北京时代光华签约讲师.2004/2005/2006年被培训论坛推誉为“十大实战派培训师”、专业课程讲授专家、资深顾问.曽任某大型日港合资企业副总经理,拥有十几年的物料采购管理经验. 企业高层管理及课程讲授经验非常丰富,讲授/辅导过4524家中外企业(至2006底)、融集中、港、台多家企业经验之精华.并由北京大学出版《如何做好物料计划控制》系列丛书和北京时代光华出版管理光盘,特别是2004/2005/2006年间定期辅导顺德美的日用集团/富士康集团供应链管理项目(精益/JIT-生产/物料计划/采购).“寓观念于谈笑间,蕴哲理于诙谐中”,风格生动、幽默,讲解深入浅出或浅入深出,不仅案例丰富,且提供多种实用的解决问题之工具及技巧.至今有四万九仟以上人次接受专业课程训练,其务实的作风深受好评.。
富士康-生产计划和物料控制培训-精品文档

2、大量生产方式
1908年,亨利· 福特推出了他的T型车。 ①大量生产的技术关键 零件的互换性和装配的简单化。由于分工精细、操作简单, 工人只需几分钟训练就能上装配线干活。 ②实行大量生产的结果 生产率大幅度提高。1908年514分钟生产一辆车,到 1914年实行流水生产后,只要1.19分钟生产一辆车。随 着产量的提高,成本大幅度下降。1908年每辆车售价 $850,到1926年每辆车售价$290。 ③大量生产方式的基本发展模式 降低成本 刺激需求 批量的扩大
网络兼职创业,免费注册,赠送商城:
★精益生产方式
精益生产方式是美国在全面研究以JIT生产方 式为代表的日本式生产方式在西方发达国家以 及发展中国家应用情况的基础上,于1990年提 出的一种较完整的经营管理理论。
网络兼职创业,免费注册,赠送商城:
经典生产管理实践
网络兼职创业,免费注册,赠送商城:
生产计划与物料控制
--准时生产与零库存管理
网络兼职创业,免费注册,赠送商城:
第一章、生产管理与运作管理的整合
1 现代生产管理的含义是?
网络兼职创业,免费注册,赠送商城:
I
21
22
I
13,000
0.54d
NVA=16.8d VA=170.3s
In Process 2.8 d
网络兼职创业,免费注册,赠送商城:
2 生产的目的是满足顾客需求,顾客需求 是?
网络兼职创业,免费注册,赠送商城:
网络兼职创业,免费注册,赠送商城:
2、精细生产方式的出现 1950年,丰田汽车公司丰田喜一郎到美国参 观了福特汽车公司位于底特律的Rouge工厂, 回日本后与生产管理专家大野耐一研究得出结 论:大量生产方式不适合日本 原因是: ①当时日本经济十分困难,不可能化大量外汇 去购买美国的技术和设备,也不可能花巨资去 建Rouge那样的工厂。 ②当时日本国内对汽车的需要量小,需要的品 种却相当多,不能实行大量生产。 ③受新劳工法保护,日本不能象美国随时解雇 工人。
生产计划及物料控制(PMC)

⑤生产数据 统计
协调
进度
① 制定/协调销货计划 ※
● ● ● ● 产销协调会议 订单滚动分析(建立计划微调制度) 紧急订单处理流程(按类别作不同的处理) 上一回订单异常分析改善行动跟进
2
计划不变原则: 定量、定时、定顺
考核指标:
— 客户订单预测准确率
— 订单准时交付率 — 订单的利润率
生产计划与销售业务链接流程
2013年7月24日星期三
物控部门的工作职责
主要有:
1、物料的分析计算及物料计划的制定 2、物料的请购 3、存量的控制 4、物料进度的控制 5、呆废料预防、控制及处理
6、物料盘点之监管等
物控的精髓是什么?
1、不断料、待料: 不会让生产线停工等待所需的物料。 2、不呆料、滞料: 需要使用、可以使用的物料购进来,不要让 不需要使用、不可以使用的物料进入货仓或呆在货仓不动。 3、不囤料、积料: 物料购入要适时,贮存数量要适量,以减少 资金的积压
有效控制插单、急单、补单五种措施
1、定时具体预测未来二个月订单 2、产品周期和库存量(市场库存/工厂库存)共识
3、生产状况和物料状况评估同步化
4、市场部每周定期搜索订单量 5、生产计划每周应对变化在库存幅度内
产品设计与工艺准备
外购与制造
总装配
发运
按订单 L/T
备货生产型:
按预测为库组织生产
订货组装型:
供应商选择、评估、考核流程
供应物料品质管制方法
新材料、配 件确认流 程及封样 管理制度
生产计划/物料管理相辅相成十四流程
物料备料与催料流程 进料检验及物料品质异常处理流程
物料收发制度及执行
制定库存量考核方案 仓库呆料处理制度 账物一致相关制度
生产计划与物料控制管理流程图
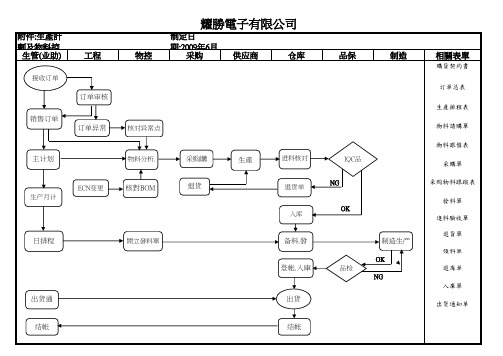
物料分析.
采购購
生產
进料核对
IQC品
采購單 采购物料跟蹤表 發料單
ECN变更 生产月计
核對BOM
退货
退货单
NG
入库
OK 進料驗收單 退貨單 領料單 OK
日排程
開立發料單
备料.發
制造生产
登帐.入庫
品检 NG
退库单 入庫單
出货通
பைடு நூலகம்
出货
出货通知单
结帐
结帐
耀勝電子有限公司
附件:生產計劃及物料控制管理流程圖 生管(业助)
接收订单 订单总表
制定日期:2009年6月1日 采购 供应商
版本/次:B/0 仓库
文件編號:QP-SG-009 品保 制造
頁次/數:1/1 相關表單
購貨契約書
工程
物控
订单审核
生產排程表
销售订单 订单异常
核对异常点
物料請購單 物料跟催表
主计划
MC计划表
mc计划报告尊敬的领导你好首先,我简单的描叙一下pmc的概念:pmc是pc和mc的简称,pc:生产控制或生产管制或生管,主要职能是生产的计划与生产的进度控制;mc:物料控制或物控,主要职能是物料计划、请购、物料调度、物料的控制(坏料控制和正常进出用料控制)等。
公司目前没有设立pmc部或是履行其职责的部门,没有相关的运作流程。
而是在落后的作坊式管理模式中(接单-生产-出货)处于一种粗放式的操作中。
虽然也配有管物料和管生产的人员,却没有正确的、合理的运作流程及欠缺与相关部门的相互衔接、配合。
合作并不清晰,缺少制度化、文件化的流程。
工程(技术部)、生产等部门计划资料不完善,仓库出入库缺少规范化。
根本执行不了以数据来控制的运作举例:1 没有系统的生产计划单及相应配套的物料领用清单,也没有技术部的工序表与产能分析表,就抓不到控制物料使用的控制点,只能以不清不楚浪费物料的代价去迎合生产。
2 因为没有做好前期的生产计划及物料计划,我们也生成不了系统的能是通过不准确(物料需求单),只的一些信息和凭着常规物品大概用量来拟出所谓的(采购申请表)根本是没有做到精细化的管理,物料在运作中不是围绕订单来开展的,工厂甚至找不出一张订单所运作过程的数据流。
目前我们的采购部门也是没有具体的(物料跟进信息表)因为没有准确的需求数量和准确的需求时间,停、等、拉等不良现象肯定会有,更离谱的是目前的采购部竟然没有有效监督机制,脱节的随意的操作肯定有进错货等不良情况的。
3 兄弟部门的合作不清晰,全凭各部门主管自由发挥,缺少统一指挥。
订单的接受端口没有统一,(订单是一切活动的源头,头乱,后面就更乱),好比工厂因手头0.7型招牌订单多,而安排生产0.7型发光字。
不料业务那边突然就来单说急单要装1.8型招牌,没有计划的穿插也肯定会导致生产进度跟不上。
因我们公司的特殊性,经常会有口头加急单要做,偶尔特殊要做也说得过去,可离谱的是有些早上才装车出去,到了工地才知道根本做不了,又只能从工地回来。
PMC生产计划管理与物料控制文件
第一章生产与方案控制概论●什么是生产与物料控制〔PMC〕?PMC代表Product Material Control的编写形式,意思为生产及物料控制。
通常它分为两个局部:PC:生产控制或生产管制〔台、日资公司俗称生管〕,主要职能是生产的方案与生产的进度控制。
MC:物料控制〔俗称物控〕,主要职能是物料方案、请购、物料调度、物料的控制〔坏料控制和正常进出用料控制〕等。
●良好的生产与物控管理应该做到哪几点?生产与物控是企业的总调度,整个企业的生产与物料运作都是围绕着这个部门运转,PMC部门方案能力、控制能力与协调能力对企业的运作有非常重要的影响。
企业要建立良好的生产与物控管理,应做到:1.建立制定完善的生产与物控运作体系〔即从销售到出货的整体运作程序〕。
2.预测及制定较为合理的短、中、长期销售方案。
3.对自身的生产能力负荷预先进行详细的分析,并建立完善的资料。
4.生产前期做好完整的月销货方案〔生产总排程〕和周生产方案。
5.配合生产方案做到良好的物料控制。
6.对生产进度及物料进度的及时跟进以及沟通协调。
●PMC管理做得差;容易造成什么现象?PMC的方案能力、控制能力及沟通协调能力差,容易造成以下现象:1.经常性的停工待料:因为生产无方案或物料无方案,造成物料进度经常跟不上,以致经常性的停工待料。
2.生产上的一顿来一顿饥;因为经常停工待料,等到一来物料,交货期自然变短,生产时间缺乏,只有加班加点赶货,结果有时饿死,有时撑死。
3.物料方案的不准或物料控制的不良,半成品或原材料不能衔接上,该来的不来,不该来的一大堆,造成货仓大量堆积材料和半成品,生产自然不顺畅。
4.生产方案表仅起形式上的作用,生产方案与实际生产脱节,方案是一套,生产又是一套,生产方案根本不起作用,徒具形式。
5.对销售预测不准或对产能分析不准,不能针对产能进行合理安排,没有空留余地,生产方案的机动性不强,生产方案变更频繁,紧急订单一多,生产方案的执行就成了泡影。
生产计划和物料管控怎么做

生产计划和物料管控怎么做?生产计划和物料控制(PMC)部门是一个企业的“心脏”,掌握着企业生产及物料运作的总调度和命脉,直接涉及影响生产部、生产工程部、采购、货仓、品控部、开发与设计部、设备工程、人力资源及财务成本预算控制等,其制度和流程决定企业盈利成败。
【主计划与日计划运作模式;生管六大组合拳;滚动排查,前推后拉;通过组装计划拉动前工序生产;PMC会议。
】一、主计划及日计划运作模式,整体主计划控制、车间分部实施(正向6步分解与控制):A、通过时间节点控制表将订单各个环节的完成时间进行分解和控制,形成订单交期分解表。
B、PMC部根据时间节点要求形成生产主(月)计划、周计划和日计划。
C、车间分部实施,日计划形成流程及表单运用:第一步:时间节点控制;第二步:订单交期分解;第三步:主计划形成;第四步:主计划分解成月计划;第五步:月计划分解成周计划;第六步:周计划分解成日计划。
(整体统筹控制生产先后顺序,日计划保证主计划有效达成)二、生管六大组合拳(一)日计划1、日计划定义:简单的说就是当日或者次日的明确的生产(工作)任务。
2、日计划的目的:A.将可以控制的生产进度单位划小,强调有效性、可执行性。
B.通过有效的日计划达成,最终达成主计划,提升产能和效率。
3、日计划制定的前提条件:A.主计划,周计划已确定。
B.物料上线前准备工作的确定、完成。
C.异常已经解决。
4、日计划实施的五重控制:日计划制定控制、日计划确认控制、日计划下达控制、日计划执行过程控制、日计划执行结果控制。
1)日计划制定控制A.主计划中已完成备料的产品筛选(可以生产和必须生产)--账面确定;提前至少一天进行物料的现场排查—实物确定。
B.根据生产车间的各组别差异,进行任务的合理分配。
(前期PMC需要和生产部门共同商议确定。
)C.工序比较长的产品,生产日计划前期控制一头一尾。
(例如前控制开料,后控制包装出货。
)2)日计划的确认控制:A.日计划在生产协调会上进行评审和下达,明确各车间任务。