座浆工艺卡
金风1.5MW底座加工工艺卡
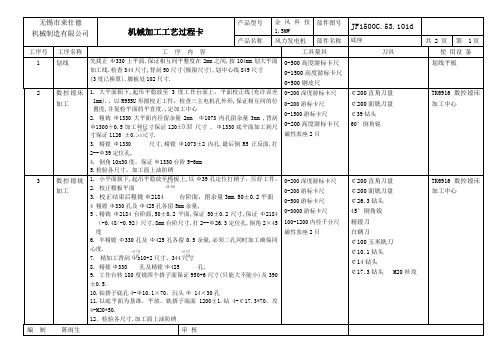
无锡市来仕德机械制造有限公司机械加工工艺过程卡产品型号金风科技1.5MW部件图号JF1500C.53.101d产品名称风力发电机部件名称底座共 2 页第 1页工序号工序名称工序内容工具量具刀具使用设备1 划线先找正Φ330上平面.保证相互间平整度在2mm之间,按104mm划大平面加工线.检查344尺寸,背刮50尺寸(极限尺寸),划中心线849尺寸(3度已换算).脚板处102尺寸. 0-500高度游标卡尺0-1500高度游标卡尺0-500钢皮尺划线平板2 数控镗床加工1. 大平面朝下,起吊平稳放至3度工作台面上,平面校正线(充许误差1mm).,以R955U形圆校正工件,检查三主电机孔外形,保证相互间的位置度,并复检平面的平直度.,定加工中心2. 粗铣Φ1330大平面内径留余量2mm Φ1073内孔留余量3mm ,背刮Φ1300+0.5加工到尺寸保证120尺寸 . Φ1330底平面加工到尺寸保证1126 ±0.2 尺寸.3. 精镗Φ1330 尺寸,精镗Φ1073±2内孔.最后倒R5正反面.打2--Φ39定位孔,4. 倒角10x30度,保证Φ1330台阶5-6mm5.检验各尺寸,加工面上油防锈0-200深度游标卡尺0-200游标卡尺0-1500游标卡尺0-200高度游标卡尺磁性表座2只¢200直角刀盘¢200面铣刀盘¢39钻头60°倒角锐TK6916数控镗床加工中心3 数控镗铣加工1. 小平面朝下,起吊平稳放至模板上,以Φ39孔定位打销子,压好工件,2. 校正模板平面3. 校正结束后粗铣Φ2184 台阶面,留余量3mm.50±0.2平面4 粗镗Φ330孔及Φ425孔各留5mm余量,5 .精铣Φ2184台阶面,50±0.2平面,保证50±0.2尺寸,保证Φ2184(-0.48/-0.92)尺寸,8mm台阶尺寸.打2--Φ26.3定位孔.倒角2×45度6. 半精镗Φ330孔及Φ425孔各留0.5余量,必须二孔同时加工确保同心度.7.精加工背刮Φ510+2尺寸、344尺寸8. 精镗Φ330 孔及精镗Φ425 孔.9. 工作台转180度铣四个搭子面保证950+6尺寸(只能大不能小)及390±0.5.10.钻搭子底孔4-Φ10.1×70,沉头Φ 14×30孔11.以底平面为基准,平放。
连接座机械加工工艺工序卡片

20
连接座
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
156X156X83
1
1
设备名称
设备型号
设备编号
同时加
工件数
车床
CA6140
1
夹具编号
夹具名称
冷却润滑液
三爪自定心卡盘
工序时间
准终
单件
113
工步号
工步内容
工艺装备
主轴转速/
(r/min)
切削速度(m/min)
进给量
(mm/r)
进给深度(mm)
审核
会签
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
文件编号
机械加工工序卡片
产品型号
零(部)件图号
共11页
产品名称
连接座
零(部)件名称
第10页
车间
工序号
工件名称
材料牌号
机加工车间
45
连接座
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
156X156X83
1
1
设备名称
设备型号
设备编号
同时加
主轴转速/
(r/min)
切削速度(m/min)
进给量
(mm/r)
进给深度(mm)
走刀次数
工时定额
描图
机动
辅助
1
铸造毛坯保证各尺寸
游标卡尺
描校
2
清砂
底图号
装订号
编制
设备基础座浆方案
设备基础座浆施工方案编制人:日期:审核:日期:批准:日期:编号:天津二十冶第一建筑工程分公司2011年1月日目录一、工程概况 (1)二、编制依据 (1)三、施工部署 (1)3.1 施工进度安排 (1)3.2 劳动力资源配置 (1)3.3 施工机具配置 (2)四、主要座浆施工工艺 (2)4.1施工准备 (2)4.2 操作工艺和施工程序 (2)4.3 质量标准 (4)4.4 应注意的质量问题 (5)4.5 质量记录 (5)五、施工管理组织体系 (5)六、质量及安全保证措施 (5)七、施工平面图 (6)一、工程概况本工程土建施工基本结束,斜轨座基础中心距、标高、基础间距、预埋螺栓间距复验后偏差均在允许范围之内。
每座加热炉共16组斜轨座基础,斜轨座底面标高为-7620m。
本方案为炉底斜轨座安装前基础座浆专项施工方案。
二、编制依据GB50231-98 《机械设备安装工程施工及验收通用规范》YBJ201-83《冶金机械设备安装工程施工及验收规范通用规定》三、施工部署3.1 施工进度安排3.2 劳动力资源配置3.3 施工机具配置四、主要座浆施工工艺4.1施工准备4.1.1 座浆材料选用优质灌浆料及洁净水。
垫板采用150*100*20规格普通碳素钢板。
4.1.2 施工前对座浆材料进行试块检验,座浆试块要求如下:座浆配合比要求如下:4.1.3 基础已办好中间交接,并验收合格。
4.1.4基础上的中心线标志及标高标志清晰完整。
4.1.4 基础上平面需要二次灌浆的部分麻面已经打好。
4.2 操作工艺和施工程序4.2.1凿坑:在设置座浆墩的位置打一锅底形坑,其坑的长度和宽度应比垫板的长度和宽度大60~80㎜深度应不少于30㎜,且座浆层砼的厚度不少于50㎜。
4.2.2清洗:用水或压缩空气清除坑内的杂物,坑内不得沾有油污,用水充分浸润砼约30min,坑面在浇捣前24h内保持湿润状态。
4.2.3刷浆:清除坑内积水,在砼毛面上用与座浆墩同品种的水泥浆刷一层稀水泥浆,以利于新老砼的粘接,水泥浆的水灰比为:水泥0.5Kg加水1公斤。
铸造工艺卡片

铸造工艺卡片铸造是制造工业中最古老的一种工艺之一,它不仅可以制造各种各样的零件和工件,同时也是制造高精度部件和复杂零件的主要方式之一。
铸造工艺卡片是一种在铸造加工过程中对于每一轮加工的规范要求、技术参数、质量检验和安全措施所做成的卡片,可以指导和优化铸造过程,提高生产效率和产品质量。
1. 卡片内容铸造工艺卡片通常包含以下内容:•加工内容:列出要铸造的具体零件或工件•工艺流程:铸造的具体流程、每个步骤的要求、通常的加工参数、工具设备等•设备选型:根据工件的尺寸、形状和材料选用合适的加工设备•材料选择:根据工件的特点和使用范围选用合适的铸造材料,以保证产品的质量和性能•操作要求:向工人详细说明每个加工步骤的操作规范要求,以充分保证铸造品质•质量控制:在铸造过程中如何保证产品质量,质量检验标准、检验流程和2. 卡片应用铸造工艺卡片在铸造加工中的应用和意义是显而易见的:•使铸造工艺更系统化,规范化:铸造工艺卡片要求在铸造过程中对每一步骤进行规范化操作,让整个铸造过程更加系统化、规范化,提高了产品的质量水平。
•保证生产效率和减少失误几率:铸造工艺卡片的详细规范要求让工人操作时更加细心和准确,从而提高了生产效率和产品质量。
•提高工作时间利用率:铸造工艺卡片极大的简化了工作流程,提高了工作效率,提高了工作时间的利用率,从而降低了成本。
•保证生产安全:铸造过程中涉及到很多高温、高压、易爆炸等危险因素,而铸造工艺卡片详细规范了操作要求和安全措施,以保证更高的生产安全性。
3.铸造工艺卡片是一种对于铸造加工过程中每一轮加工的规范要求、技术参数、质量检验和安全措施所做成的卡片,能够指导和优化铸造过程,提高生产效率和产品质量。
对于铸造行业人们来说,铸造工艺卡片的制作和使用都是非常重要的,希望更多的铸造公司能够对铸造工艺卡片加以重视,使铸造技术不断得以提高和升华。
定模板工艺卡片

模具设计与制造专业机械加工工序卡片工序名称立铣工序号 4零件名称落料凹模零件号8零件重量同时加工零件数 1材料毛坯牌号硬度型号重量T10A 60~64 10设备夹具名称辅助工具名称型号立式铣床VMC640 直角钳垫铁安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 1 1 1 1 111111铣上平面铣下平面铣前平面铣后平面铣左平面铣右平面φ35端铣刀卡尺0.50.50.50.543430.510.51200mm/min60mm//min200mm/min60mm/min800r/min400r/min800r/min400r/min0.5mm/min0.4mm/min0.5mm/min0.4mm/min设计者孙金辉指导教师韩艳艳共 2 页第 2 页模具设计与制造专业机械加工工艺过程卡片零件号零件名称8 定模板工序号工序名称设备夹具刀具量具工时名称型号名称规格名称规格名称规格1 2 3 4 5 6 7 8 91011 下料锻造热处理立铣平磨钳工工具铣钻削热处理平磨钳工锯床立式铣床磨床工具铣床钻床平面磨床直角钳平口钳直角钳斜度钳直角钳锯条铣刀平行砂轮立铣刀φ6、φ8平行砂轮钢皮尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺。
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
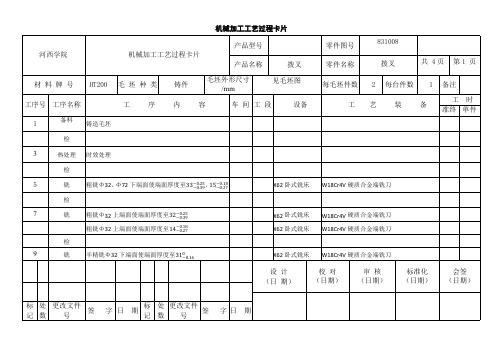
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
工艺卡的制作技巧
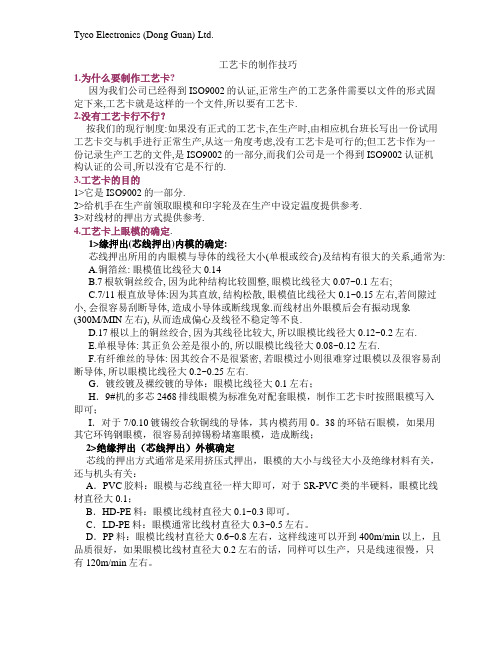
工艺卡的制作技巧1.为什么要制作工艺卡?因为我们公司已经得到ISO9002的认证,正常生产的工艺条件需要以文件的形式固定下来,工艺卡就是这样的一个文件,所以要有工艺卡.2.没有工艺卡行不行?按我们的现行制度:如果没有正式的工艺卡,在生产时,由相应机台班长写出一份试用工艺卡交与机手进行正常生产,从这一角度考虑,没有工艺卡是可行的;但工艺卡作为一份记录生产工艺的文件,是ISO9002的一部分,而我们公司是一个得到ISO9002认证机构认证的公司,所以没有它是不行的.3.工艺卡的目的1>它是ISO9002的一部分.2>给机手在生产前领取眼模和印字轮及在生产中设定温度提供参考.3>对线材的押出方式提供参考.4.工艺卡上眼模的确定.1>缘押出(芯线押出)内模的确定:芯线押出所用的内眼模与导体的线径大小(单根或绞合)及结构有很大的关系,通常为:A.铜箔丝: 眼模值比线径大0.14B.7根软铜丝绞合, 因为此种结构比较圆整, 眼模比线径大0.07~0.1左右;C.7/11根直放导体:因为其直放, 结构松散, 眼模值比线径大0.1~0.15左右,若间隙过小, 会很容易刮断导体, 造成小导体或断线现象.而线材出外眼模后会有振动现象(300M/MIN左右), 从而造成偏心及线径不稳定等不良.D.17根以上的铜丝绞合, 因为其线径比较大, 所以眼模比线径大0.12~0.2左右.E.单根导体: 其正负公差是很小的, 所以眼模比线径大0.08~0.12左右.F.有纤维丝的导体: 因其绞合不是很紧密, 若眼模过小则很难穿过眼模以及很容易刮断导体, 所以眼模比线径大0.2~0.25左右.G.镀绞镀及裸绞镀的导体:眼模比线径大0.1左右;H.9#机的多芯2468排线眼模为标准免对配套眼模,制作工艺卡时按照眼模写入即可;I.对于7/0.10镀锡绞合软铜线的导体,其内模药用0。
38的环钻石眼模,如果用其它环钨钢眼模,很容易刮掉锡粉堵塞眼模,造成断线;2>绝缘押出(芯线押出)外模确定芯线的押出方式通常是采用挤压式押出,眼模的大小与线径大小及绝缘材料有关,还与机头有关:A.PVC胶料:眼模与芯线直径一样大即可,对于SR-PVC类的半硬料,眼模比线材直径大0.1;B.HD-PE料:眼模比线材直径大0.1~0.3即可。
铸造工艺卡模板(横版)

产品型号
铸件图号
每台件数
产品名称
铸件名称
杠杆
每箱件数
4
铸件材料
HT200
单件毛重(kg)
0.680
浇冒口重量(kg)
1.246
`浇注总重
3.966
工艺出品率(%)
70%
模型类别
木模
工艺简图
工序
工序内容
浇冒口
模型
工艺参数
缩尺(%)
加工余量(mm)
拔模斜度
名称
面积
材料
数量
外模
芯盒
2mm
外型
内腔
1
1
芯盒
0
编制
校对
审核
会签
批准
标记
处数
更改文件名
签字
日期
2018/6/5
直浇道
木模
1
0.9%
横浇道
木模
2
造பைடு நூலகம்
型
方法
铸型
种类
型砂名称
通气方式
合型方式
铸型重(kg)
内浇道
木模
8
手工造型
湿型
湿型
通气孔
上下
3.966
补缩冒口
浇
注
浇注温度
(℃)
浇注时间(s)
冒口浇高
零件最小壁厚(mm)
冷铁
芯撑
规格
数目
材料
数目
出气冒口
木模
4
1350
4.1
9
0
0
造
芯
型芯标号
型砂号
数量
造芯方式
芯骨
材料
数量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
座浆垫板工艺卡
宁波PABS厂SAN15万吨扩建工程灰鋕制作工艺卡
按照台化工务部基准中钢构制装施工及检验标准中灰鋕的设计及安置规定:
1、灰鋕所用混凝土强度等级的计算:
根据规定无收缩沙浆抗压强度至少为基础混凝土抗压强度的1.6倍安全系数,由于制程区基础混凝土采用C30,故经过计算灰鋕应采用C50无收缩沙浆。
2、单个基础设备安装时空重W的计算:
由于制程区下段柱及一二层梁总重约400吨,共52根柱,中间轴线的柱承重要大,两边轴线的柱承重小,故空重W取10吨。
3、灰鋕上支撑板宽B的计算:
由于基准中规定板宽B须≥50mm,故取板宽为60mm。
4、灰鋕上支撑板长L的计算:
由于基准中规定板长L,为设备底板(座)A+25mm;须≥120mm,综合考虑板长L取120mm。
综上所述,由公式
W
P
N L B
=
⨯⨯
,又轴承压力P须≤302
/
Kg cm。
则经过计算可得单个
基础灰鋕数量为6个;灰鋕所采用的无收缩沙浆为C55;灰鋕支撑板为60⨯120⨯10。
浙江省二建钢结构有限公司台化项目部
2011年7月5日。