关键测量过程监视记录
过程和产品的监视和测量控制程序(含记录)
过程和产品的监视和测量控制程序(ISO13485-2016)1.0目的对质量管理体系的各个过程及产品的特性进行监视和测量,以证实过程实现所策划的结果的能力及验证产品要求得到满足。
2.0范围适用于过程和产品的监视和测量控制。
3.0职责质量管理部负责过程和产品的监视和测量。
4.0程序4.1过程的监视和测量过程监视和测量的对象是质量管理体系的各个过程。
过程监视和测量的直接作用是证实过程是否保持其实现预期结果的能力。
4.1.1过程监视方式有内部审核、管理评审、过程审核(也称工序审核),产品质量审核、过程及其输出的监视和测量(可行时)、过程有效性评价、质量分析会等。
4.1.2过程测量方法是将与质量相关的各过程根据公司质量目标进行分解,转化为本过程具体的质量目标,如生产部的交验合格率、采购物资的合格率、研发部设计输出文件的失误率等,按部门工作考核办法考核,以保证目标的完成。
a)质量管理部负责使用控制图,对产品质量形成过程的关键过程进行监视和测量,对图形数据分布趋势进行分析,评价过程质量和过程实际能力之间的关系,以确定需要采取纠正或预防措施的时机;b)当过程产品合格率低于控制下限时,质量管理部应及时发出《纠正措施和预防措施处理单》,由责任部门分析原因(包括人员、设备、原材料、工艺规范、生产环境及检验等方面),采取相应的纠正或纠正措施,并跟踪验证实施效果。
4.2产品的监视和测量产品监视和测量的对象是产品特性,这种监视和测量应依据策划的安排和形成文件的程序在产品实现过程的适当阶段(如进货、半成品及成品)进行。
对产品特性监视和测量的目的,是为了验证所提供的产品是否已满足要求。
4.2.1研发部负责编制进货、半成品及成品检验规程,明确检验方式、检验项目、抽样方案、检测方法、判别依据和使用的检验工具和设备等。
4.2.2采购物资的监视和测量依据采购物资分类明细表和采购物资技术要求,编写《进货验证规程》,确定检验项目、检验数量等,对于无检测手段的采购物资,可通过供方检测报告、公司样品试用等方式进行。
过程监视测量计划及实施记录
过程监视测量计划及实施记录一、引言过程监视测量计划及实施记录是指在项目实施过程中对关键活动及任务进行监控和测量,以确保项目按照计划进行并达到预期目标。
本文将介绍过程监视测量计划及实施记录的重要性、内容和步骤,并给出示例。
二、过程监视测量计划过程监视测量计划是指在项目进行的不同阶段,制定过程监视和测量的计划,明确监视的内容、方法和频率,以及测量的指标和依据。
它的目的是评估项目执行的进度和质量,及时发现和解决问题,确保项目能按照计划和要求顺利进行。
1. 监视内容过程监视测量计划应包括对项目的关键活动、关键路径、里程碑节点等进行监视和测量。
监视的内容可以包括但不限于以下几个方面:- 项目进度:跟踪项目的进展情况,确保项目能按时完成。
- 项目质量:监控项目的质量,包括关键指标和可衡量的质量标准。
- 项目风险:识别和评估项目中的风险,并制定相应的措施进行监控和控制。
- 项目资源:监视项目所需的人力、物力和财力资源的使用情况,以及资源的合理配置和利用。
2. 监视方法和频率为了实现有效的监视和测量,可以采用以下方法和频率:- 定期会议:定期召开项目相关人员的会议,通过汇报和讨论来监视项目的进行情况。
- 状态报告:定期向项目相关方提供项目的状态报告,包括进度、质量、风险等方面的信息。
- 数据分析:通过对项目数据的分析,发现问题和趋势,及时采取相应的措施。
- 现场检查:对项目工作现场进行实地检查,确保工作按照要求进行。
三、过程监视测量实施记录过程监视测量实施记录是指对项目过程监视和测量的结果进行记录和归档,以备将来参考和分析。
它包括了监视测量的具体数据、分析结果和采取的措施等内容,可以为项目的改进和总结提供重要依据。
1. 数据记录对项目进行监视和测量时,应及时记录相关数据,包括但不限于以下内容:- 进度数据:记录项目实际进度与计划进度的差异,以及产生差异的原因。
- 质量数据:记录项目质量的指标和评估结果,以及存在的质量问题和改进措施。
企业测量体系内审检查表填写示例
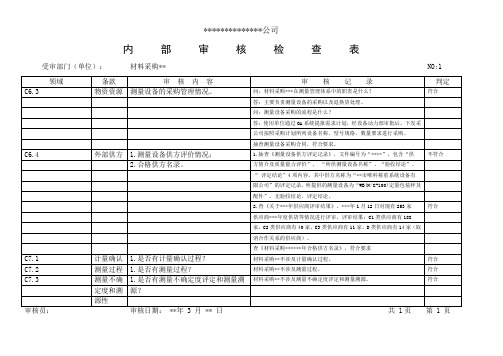
查《仪表登记表》,符合要求
符合
2.环境条件要求及控制情况
《JJG52-2013弹性元件式一般压力表、压力真空表和真空表》中规定,
不符合
检定温度为(20±5)℃,相对湿度≤85%,环境压力:大气压力。抽查仪
C7.1
计量确认
1.查测量设备检校准状态
1.查《监视和测量设备一览表(报警器类)》,内容包含序号、名称、
符合
使用单位、安装地点、型号、出厂编号、生产厂家、检定/校准日期、检
定周期、有效期、检定单位、证书编号,含4台可燃气体探测器,抽查
出厂编号为***的可燃气体探测器,检定/校准日期为:***年8
月27日,检定周期为:一年;有效期为:***年8月26日,编制人:
不符合
类仪表的学习、现场分析仪的应用学习、现场仪表的清理维护保养,培
(已现场整改)
训对象为仪表工,办班时间为4月、9月、12月,培训人数24人,填报
日期为***.12.1,单位负责人签字空缺。
C6.2
信息资源
1.计量检定规程
查《外部文件清单》包含计量检定规程,版本现行有效,文件受控
符合
C6.3
物资资源
符合
发往各车间部门。
2.查环境监测设备台账
查《环境监测主要仪器设备一览表》,共有皮托管平行全自动烟尘、烟
符合
油采样器,粉尘采样器,声级计,酸度计,多参数水质分析仪,总氮测
定仪,可燃气体监测仪五类设备,检测项目为采样、噪声、PH、F、总磷、
磷酸盐、氨氮、氨、COD、总氮、可燃气,有效期均符合要求。
查《污水在线监测主要设备一览表》,共有COD在线监测仪、总磷在线
C7.3
测量不确
过程和产品监视和测量程序(含记录)
过程和产品的监视和测量控制程序(ISO9001-2015)1.0目的对产品实现的过程进行监视和测量,以确保满足顾客的要求;对产品特性进行监视和测量,以验证产品要求得到满足。
2.0适用范围适用于对产品实现过程持续满足其预定目的的能力进行确认;对生产过程中原材料、半成品和成品进行监视和测量。
3.0职责3.1管理者代表负责制定产品的质量目标。
3.2技术部负责提供产品的检验和试验依据。
3.3检验人员负责产品检验及标识、反馈检验信息。
3.4生产操作人员、各工序的检验人员负责提供原材料和半成品在生产过程中的不合格信息。
3.5生产现场的操作人员负责制造过程的产品的自检和互检。
3.6质管部负责过程和产品的监视和测量。
4.0内容4.1过程的监视和测量4.1.1通过内审、检查等方式,对质量管理体系各过程进行监视和测量。
4.1.2与质量相关的各过程,应根据公司总目标进行分解,转化为本过程具体的质量目标。
如生产部的产品一次检验合格率;技术部的技术文件、图纸准确率;质管部的检验设备完好率;供应部采购产品的及时率、合格率和仓库库存物资合格率等。
4.1.3生产部负责识别需要进行监视和测量的实现过程,它包括产品实现过程,也包括公司根据产品特点策划的各过程和子过程,特别是生产过程中的特殊过程、关键工序。
4.1.4当过程的监视和测量数据经分析未达到策划的结果时,质管部应及时发出《纠正和预防措施处理单》,确定责任部门,对不合格原因从人员、设备、原材料、各类规程、生产环境及等方面分析,并采取相应的措施,由责任部门实施,并负责跟踪验证实施效果。
4.2产品的监视和测量4.2.1技术部根据产品标准或技术要求负责编制各类检验规程,明确检测点、抽样方案、检测项目、技术要求、检测方法、使用的检测设备等。
4.2.2采购品的监视和测量◆对采购的原材料或外协加工件,检验人员根据检验规程,进行全数或抽样验证,并填写《进货检验记录》;◆仓库人员根据合格记录或标识办理入库手续;◆验证不合格时,执行《不合格品控制程序》;◆验证方式主要包括复核所提供的质量保证书、合格证明文件、检验和检测结果等。
过程的监视和测量控制程序

(QGB/QC8.2-2022-R1)一、目的对公司质量管理体系的过程进行监视和测量,以验证过程实现所策划结果的能力,并确保产品的符合性。
二、合用范围公司质量管理体系过程的监视和测量,主要包括以下几个方面:1. 合同管理过程2. 设计和开辟过程3. 采购和外包过程4. 生产过程5. 服务过程6. 管理过程7. 资源管理过程三、职责范围1. 总师办应准确把握用户的需求,密切与用户的沟通,及时提供满制。
4. 工程技术部应确保持续、稳定地提供合格产品,按相关工艺要求进行生产,生产环境的良好率。
5. 售后部应及时、准确地获取、分析和利用用户满意信息,进行持续改进,增强用户满意。
6. 各部门应确保管理的高效率和有效性。
7. 设备动力室应做好设备的维护,经理/人力资源部应测量公司各岗位人力资源的配备、各类人员能力的考核和培训。
四、过程的监视和测量1. 合同管理过程的监视和测量1.1. 项目:a) 合同履行率b) 用户检验合格率1.2. 方法a) 按期履行合同数/应履行合同总数*100%b) 用户一次检验合格数/用户检验总数*100%a) 设计和开辟的缺陷率b) 新技术、新工艺的采用2.2. 方法a) 设计和开辟缺陷的产品数/设计和开辟的总产品数*100%、设计和开辟缺陷的分析报告、改进报告b) 取得的成果和经济效益统计2.3. 频次每年检查一次以上各个项目的情况。
2.4. 判定准则是否满足策划的预期目标的要求,有设计和开辟缺陷的产品能否提供其分析报告、改进报告。
3. 采购和外包过程的监视和测量3.1. 项目:a) 供货及时率b) 采购产品问题率(包括退货率、维修率)c) 外包过程控制每半年检查一次以上各个项目的情况。
3.4. 判定准则是否满足策划的预期目标的要求,能否及时供应,外包过程的记录完整性、质量数据统计。
4. 生产过程的监视和测量4.1. 项目a) 工艺纪律执行率(生产现场使用的所有文件图纸是否现行有效)b) 质量损失c) 生产环境良好率4.2. 方法a) 按工艺纪律进行生产的项目数/生产项目总数*100%b) 生产过程中发生的质量损失费用c) 6S 检查4.3. 频次每半年检查一次以上各个项目的情况。
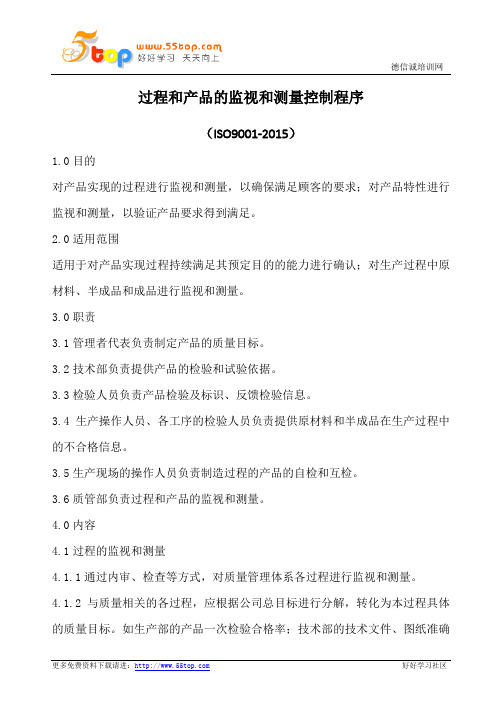
质量体系过程监视和测量记录

总经理
查年度经营计划完成报表
每年
6
人力资源控制
培训完成率
≥98%
公司办
查完成培训项目与计划培训项目的比率
每季度
员工满意度
85分
公司办
查员工满意度调查表
每半年
年改进建议
≥855条
综管部
查每年改进建议总数
7
产品安全性
安全生产事故率
死亡为0
1~6级工伤≤1.5‰
7~10级工伤≤7‰
综管部
查工伤事故统计表
每年
每次审核发现一般不合格项
≤2项
每次审核发现轻微不合格项
≤4项
3
信息沟通过程
内、外部信息有效完成率
≥95%
质量部
信息台帐上所记录的来自市场和内部各部门的信息的闭环完成数与信息总数的比率。
每月
4
管理评审
改进项目完成率
≥92%
总经理
每次管理评审改进项目的累计完成与计划完成的比率
每年
5
经营计划控制
年度经营计划完成率
0项
技术部
质量部
每次内部或外部对体系或过程审核发现文件不合格项数
每年
每次审核发现一般不合格项
≤2项
每次审核发现轻微不合格项
≤4项
顾客工程标准/规范的评审周期
5工作日内
技术部
查从收到顾客工程标准/规范到完成评审的时间
每季度
2
记录控制
每次审核发现严重不合格项
0项
质量部
每次内部或外部对体系或过程审核发现记录不合格项数
13
工装管室
合格工装模具与总工装模具的比率,查月工装模具统计表
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
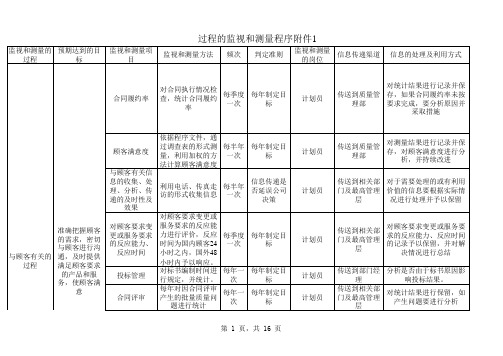
过程监视和测量
计量管理员
将信息传递到 对评定记录进行保存,评 电气技术员 质量管理部和 定结果可作为工频加热炉 技术部 能否继续使用的依据
监视和测量的 预期达到的目 过程 标
监视和测量项 目
监视和测量方法
频次
判定准则
监视和测量 信息传递渠道 的岗位
信息的处理及利用方式
与设备、能源 确保设备正常 、动力有关的 运行,满足生 过程 产使用需要
监视和测量项 目
监视和测量方法
频次
判定准则
监视和测量 信息传递渠道 的岗位 库管员 库管员
信息的处理及利用方式
库房管理过程
对库存量进行统计 每天一 库房管理规 原材料库存量 确认 次 定 成品库存量 对库存量进行统计 每月一 库房管理规 确认 次 定
每天将信息传 盘点记录进行保存,采购 递给型材车间 原材料时根据库存量适当 、制造部 调整采购量
统计员
当没有达到目标要求时, 要进行分析并采取措施。 信息进行保存,当没有达 到目标时,要进行分析并 采取措施。
统计员
第 4 页,共 16 页
监视和测量的 预期达到的目 过程 标
监视和测量项 目
监视和测量方法
频次
判定准则
监视和测量 信息传递渠道 的岗位
信息的处理及利用方式
技术协议、 产品的检验和 对产品进行检验和 生产时 图纸、检验 试验 试验 进行 计划及检验 程序 不合格品的统 计与分析 高效率、有效 的管理 管理职责的实 施及效果的定 期审核和评价
管理过程
对检验和试验的结果进行 检查员、实 将信息传递到 记录并保存,根据检验结 验员 相关部门 果对新产品的符合性进行 分析 质量检查主 利用统计及分析结果,查 对不合格品进行统 每月一 依据不合格 将信息传递到 管 工艺模 找不合格原因,并采取纠 计并予以分析 次 品控制程序 最高管理层 正及预防措施 具工程师 依据质量手册和程 保持评审及审核的记录, 序文件每年进行一 每年一 公司文件及 质量管理主 将信息传递到 利用评审和审核的结果对 次管理评审和内部 次 标准要求 管 公司各部门 质量体系进行改进 审核 对统计结果进行保存,利 将信息传递到 用统计结果对检测设备检 相关部门 定情况进行掌握 对统计结果进行保存,利 将信息传递到 用统计结果对在用计量器 相关部门 具合格情况进行掌握