QS-PM-JL35 点焊烙铁日常点检表 - 副本 (1)
合集下载
电焊机设备日常点检表
检查日期与记录序号检查项目检查内容及要求周期101112131415161718192021222324接地接地零螺丝完好与接线柱导电是否良好接地零线绝缘层是否完好电线电源电缆接线柱牢固可靠接线正确导电是否良好电源拇和电缆线绝缘层是否完好电源线焊接电缆与电焊机的接线处屏
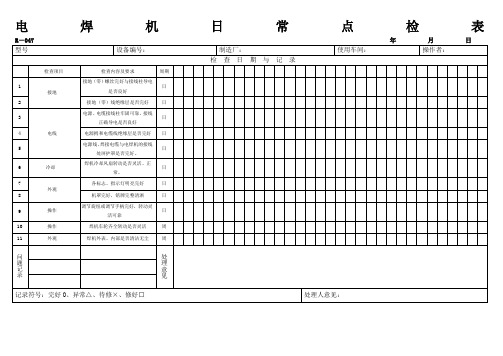
电焊机日常点检表
R-047 年 月 日
型号
设备编号:
制造厂:
使用车间:
操作者:
检 查 日 期 与 记 录
检查项目
检查内容及要求
周期
1
接地
接地(零)螺丝完好与接线柱导电是否良好
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完
日
7
外观
各标志、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
操作
备调节旋纽或调节手柄完好,转动灵活可靠
日
10
操作
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处理意见
记录符号:完好O、异常△、待修×、修好¤
处理人意见:
电焊机日常点检表
R-047 年 月 日
型号
设备编号:
制造厂:
使用车间:
操作者:
检 查 日 期 与 记 录
检查项目
检查内容及要求
周期
1
接地
接地(零)螺丝完好与接线柱导电是否良好
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完
日
7
外观
各标志、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
操作
备调节旋纽或调节手柄完好,转动灵活可靠
日
10
操作
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处理意见
记录符号:完好O、异常△、待修×、修好¤
处理人意见:
电焊机日常检查记录表

5 焊机绝缘 一二次线圈绝缘电阻≥1MΩ
6ห้องสมุดไป่ตู้
焊把线焊 钳
焊把线符合焊机输出功率要求 、把线无铜线露出,焊钳绝缘 完好、螺丝紧固
7
焊接环境
焊机使用场所清洁,地面无积 水周围10米内无易燃、易爆物
8 操作人员 焊接人员持证上岗
检查日期 检查人
电焊机日常检查记录表(2020年)
检查结果(符合打√,不符合打×)
设备编号: 序号 检查项目
检查标准
电焊机必须装有独立的专用电 1 电源开关 源开关,电源开关容量与电焊
机相匹配
2 防护装置 焊机接线柱防护罩齐全
外壳完整,无破损裸露;电缆
3
电缆线
插头完好无破裂;电缆线接头 不许超过3个;跨越导线或通
道必须有防碾压措施
4
接地
有明显的接地线,且接触良 好;焊接接地就近搭接。
电烙铁日常点检表
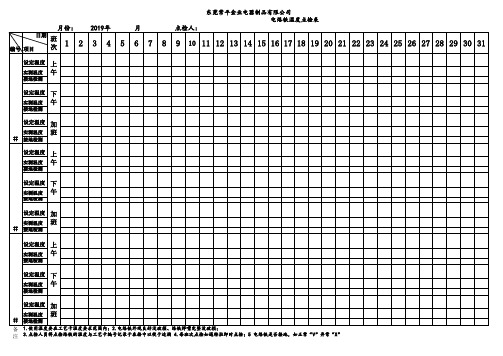
东莞常平金业电器制品有限公司
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
工厂电烙铁每日点检表

接地检测
实测温度
8
接地检测
实测温度
9
接地检测
实测温度
10
接地检测
实测温度
11
接地检测
实测温度
12
接地检测
实测温度
13
接地检测
实测温度
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V 序号 (或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。
3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。
温度范围 有铅 无铅
4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
填表人:
确
: 29 30 31
围 无铅 适用器件
确认人:
文件编号:
工厂电烙铁每日点检表
点检日期(年/月):
序号
日期 烙铁编号
检测项 目
01
0203ຫໍສະໝຸດ 040506
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
1
接地检测
实测温度
2
接地检测
实测温度
3
接地检测
实测温度
4
焊锡作业点检表
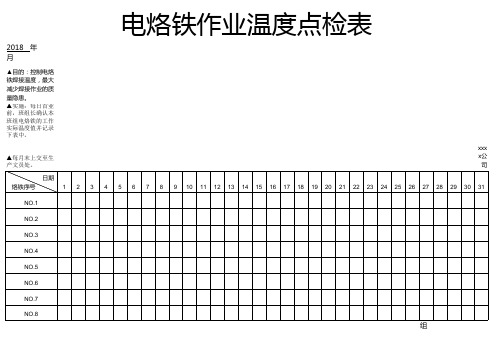
电烙铁作业温度点检表
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
手工焊焊台日常点检记录表

说明:日常点检工作由当班操作工完成,要求记录清晰,真实 工序长/领班为责任人,在(早10:00,晚22:00)前完成签名确认工作 发现异常应及时报告通知工厂工程部,严禁设备非正常运行 “○”表示完全正常,“△”表示异常,“×”表示需要维修更换 各班负责人 早班 夜班
年
月
2
3
4
5
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
文件编号: 保存期限:
DR-WI-CS-HJ 6个月
手工焊电焊台日常点检记录表
使用部门: 序号 1 2 3 4 5 6 7 8 9 10 11 12 点检项目 员工坐的凳子是否完好,有 无损坏。 电烙铁是否完好,有无电线 脱落。 烙铁咀是否有润锡保养,有 无氧化、腐蚀 地线是否连接良好 烙铁头的设定温度与实际温 度是否相符。 烙铁的工作指示灯是否可以 做到功能状态显现 焊接台的温度检验是否做到 4小时一次,并校验 焊接台是否有锡珠、锡渣等 异物 操作员离开工位超15分钟焊 接台是否有关闭 焊接台周围5S是否良好 焊接台的灯管是否有松动, 是否是正常照明 班次 1 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 点检人签名 夜班
年
月
2
3
4
5
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
文件编号: 保存期限:
DR-WI-CS-HJ 6个月
手工焊电焊台日常点检记录表
使用部门: 序号 1 2 3 4 5 6 7 8 9 10 11 12 点检项目 员工坐的凳子是否完好,有 无损坏。 电烙铁是否完好,有无电线 脱落。 烙铁咀是否有润锡保养,有 无氧化、腐蚀 地线是否连接良好 烙铁头的设定温度与实际温 度是否相符。 烙铁的工作指示灯是否可以 做到功能状态显现 焊接台的温度检验是否做到 4小时一次,并校验 焊接台是否有锡珠、锡渣等 异物 操作员离开工位超15分钟焊 接台是否有关闭 焊接台周围5S是否良好 焊接台的灯管是否有松动, 是否是正常照明 班次 1 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 夜班 早班 点检人签名 夜班
电气有限公司烙铁点检记录表

日期时间段设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度备注:每台烙铁必须按时点检并如实填写,如有异常及时通知班长或工程技术人员。
点检人为当班维修人员记录,班长负责审核。
有铅烙铁测试温度范围:340℃±20℃,无铅烙铁测试温度范围:380℃±20℃1491011122
8:00-10:0010:00-12:00136783456:00-8:00120:00-22:0022:00-24:000:00-2:002:00-4:0012:00-14:0016:00-18:0018:00-20:0014:00-16:004:00-6:002930232425261516171827281920212231点检人:
审核人:
深 圳 市 鼎 焌 电 气 有 限 公 司
SMT烙铁点检记录表
20 年烙铁温度
f。
电焊机设备日常点检表
电焊机日常点检表
R-047 年 月 日
型号
设备编号:
制造厂:使用车间: Nhomakorabea操作者:
检 查 日 期 与 记 录
检查项目
检查内容及要求
周期
1
接地
接地(零)螺丝完好与接线柱导电是否良好
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完好。
日
6
冷却
焊机冷却风扇转动是否灵活、正常。
日
7
外观
各标志、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
操作
备调节旋纽或调节手柄完好,转动灵活可靠
日
10
操作
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处理意见
记录符号:完好O、异常△、待修×、修好¤
处理人意见:
R-047 年 月 日
型号
设备编号:
制造厂:使用车间: Nhomakorabea操作者:
检 查 日 期 与 记 录
检查项目
检查内容及要求
周期
1
接地
接地(零)螺丝完好与接线柱导电是否良好
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完好。
日
6
冷却
焊机冷却风扇转动是否灵活、正常。
日
7
外观
各标志、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
操作
备调节旋纽或调节手柄完好,转动灵活可靠
日
10
操作
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处理意见
记录符号:完好O、异常△、待修×、修好¤
处理人意见:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产线:
22 23 24 25 26 27 28 29 30 31
设备状态 点检人员 相关班长 设备巡检人员
1. 点检标准参见相关设备《设备日常保养维护点检标准》,符合标准填写“√”,不符合标准填写“Χ”,休息日填写“∕” 2. 设备状态,正常使用填写“A”,维修中填写“B”,正常停用填写“C” 3. 每天开工前进行点检,设备巡检人员每周至少巡检1次 4. 每天开工前进行点检,测试温仪使用quick 191AD烙铁头测温仪,校正设备的温度。
设备日常维护点检表
表单编号:QS-PM-JL35
设备名称:
日期 点检内容 吸水海绵是否湿 润 烙铁头是否氧化 按键反应正常 清洁 设定参数正确 设定温度(370 ±20℃) 实测温度(℃)
使用编号:
设备பைடு நூலகம்号:
4 5 6 7 8 9 10 11 12 13 14 15 16
点焊烙铁
1 2 3
部门:
17 18 19 20 21