基于瞬时液相扩散连接的多压力工艺模型
瞬时液相扩散焊在焊接修补中的应用研究

一
本 焊机 的感 应加 热 系统 应 保 证 工件 加 热 均 匀 、 迅速 并可 精确 调控 , 一 般 由加 热 电源 、 发热元件、 测 温元 件 和控制 仪 表 组 成 。发 热 元件 由 中频 变 压 器 、 电热 电容器 和单 匝感 应 器 组 成 , 并 联谐 振 电路 与 中 频 电源连 接 , 完 成 对 钢 管 的感 应 加 热 。采 用 不 可 控 整流 以及 大容 量 、 高可 靠 性 的快 速 晶 阐管 作 为 逆 变 环节 , 具有 启动 成功 率高 , 加热 速 度快 , 功率 因数 高 , 耐用 性 和调节 品质 出色 的特点 。
集 中应 力 , 从而降低 疲劳强度 , 影 响 焊 接 修 复 的 质
量, 如图 1 所示 。
采用 了 TL P B o n d i n g这 一 提 法 , 简称 为 TL P 连接 或 瞬时液 相扩 散 焊 , 也 称 之为扩 散钎 焊_ 2 ] 。 1 . 1 瞬时 液相 扩散 焊 的工艺 原理 瞬 时液 相扩 散焊 接是 在被 连接 工件 之间加 上低 熔 点合 金薄 带 ( 常称 为 中间 层 ) , 通过 感 应 加 热方 式
第十六次全国焊接学术会议开幕式及大会报告1
第十六次全国焊接学术会议开幕式及大会报告日程安排会议时间:2011年10月21日会议地点:江苏科技大学演讲厅大会开幕式9:00-9:30 主持人:何实研究员致词:①理事长致开幕词②中国机械工程学会领导致词③江苏科技大学王自力校长致辞④江苏省机械工程学会吴昌瑞理事长致词颁奖仪式:①中国焊接终身成就奖颁奖仪式②学会特别贡献奖颁奖仪式③中国焊接最佳新人奖颁奖仪式④优秀论文奖颁奖仪式9:30-9:45 休息9:45-11:30 主持人:田志凌教授时间报告人单位题目9:45-10:45 关桥院士北京航空制造工程研究所高能束焊接/加工与固态连接技术的创新发展10:45-11:30 武传松教授山东大学焊接多物理场耦合数值模拟的研究进展与发展动向11:30-13:30 午休13:30-15:00 主持人:吴毅雄教授13:30-14:15 王敏教授上海交通大学高新压力焊技术现状及发展14:15-15:00 韩永馗高级工程师哈尔滨焊接研究所大厚度钢材热切割技术与装备发展现状15:00-15:15 休息15:15- 16:45 主持人:薛振奎研究员15:15-16:00 都东教授清华大学X射线动态图像处理与焊缝缺陷自动检测16:00-16:45 陈善本教授上海交通大学焊接智能化技术及其应用研究第十六次全国焊接学术会议——压力焊分会场会议日程时间:2011年10月22日地点:综合实验楼4层材料学院大会议室8:30-11:40 致辞及论文交流主持人:王敏曹彪序号时间报告人单位报告题目1 8:40-8:50 陈建平上海梅达焊接设备有限公司特邀报告——主题:电阻焊机及控制器2 8:50-9:00 刘会杰哈尔滨工业大学先进焊接与连接国家重点实验室特邀报告——主题:搅拌摩擦焊技术3 9:00-9:10 张勇西北工业大学材料学院点焊逆变电源的恒峰值电流控制4 9:10-9:20 邱然锋河南科技大学材料科学与工程学院铝合金与不锈钢电阻点焊接头组织与性能5 9:20-9:30 郑浩上海梅达焊接设备有限公司中频逆变焊机阻焊性能分析6 9:30-9:40 赵越中国海洋大学材料科学与工程研究院铜铝套管挤压电阻焊接原理及微观结构分析7 9:40-9:50 于洋北京工业大学基于响应面法的TC3钛合金点焊工艺参数优化8 9:50-10:00 陈科上海交通大学先进材料研究中心搅拌针偏镁对铝镁异种材料间搅拌摩擦焊接接头性能的影响10:00-10:10 休息9 10:10-10:20 代野西北工业大学材料学院根部未焊合对AZ31B镁合金搅拌摩擦焊接头影响10 10:20-10:30 杜随更西北工业大学现代设计与集成制造技术教育部重点实验室摩擦焊机液压辅助系统能耗分析11 10:30-10:40 赵月清华大学机械工程系Fe-36wt%Ni合金搅拌摩擦焊接头组织与性能的改善12 10:40-10:50 白景彬航天一院211厂2219铝合金搅拌摩擦焊接头组织与力学性能的不均匀性13 10:50-11:00 薛鹏中国科学院金属研究所铝-铜异种金属薄板的搅拌摩擦焊14 11:00-11:10 易翔上海航天设备制造总厂5A06铝合金双动环摩擦点焊工艺研究15 11:10-11:20 崔凡上海航天设备制造总厂刚性动支撑搅拌摩擦焊工艺研究16 11:20-11:30 姚君山上海航天设备制造总厂搅拌摩擦焊接头隧道类缺陷等强补焊工艺研究17 11:30-11:40 陶博浩北京工业大学材料科学与工程学院工业试制冷轧DP600双相钢点焊工艺研究13:30-15:30 论文交流主持人:周军刘会杰18 13:30-13:40 张华北京科技大学材料学院2A97铝锂合金搅拌摩擦焊研究19 13:40-13:50 李博南京航空航天大学材料科学与技术学院2219-T6铝合金FSW叠焊焊缝Al2Cu颗粒异常粗化现象的形成机制20 13:50-14:00 张建武汉理工大学材料复合新技术国家重点实验室MB2/LY12异种金属真空扩散焊及界面组织21 14:00-14:10 沈以赴南京航空航天大学材料科学与技术学院基于钨表面双辉等离子渗镍预合金化的W-Cu瞬时液相扩散连接22 14:10-14:20 计红军哈尔滨工业大学深圳研究生院精密部件的超声辅助电阻钎焊方法23 14:20-14:30 王林北京航空航天大学碳碳复合材料与镍基高温合金K24的钎焊研究24 14:30-14:40 韩立军一汽大众汽车有限公司超高强钢与低合金钢激光拼焊接头性能研究25 14:40-14:50 陈树君北京工业大学铝合金与不锈钢磁脉冲焊接初探26 14:50-15:00 张柯柯河南科技大学电场作用下1.6%C-UHCS/40Cr钢超塑焊接头组织分析27 15:00-15:10 王娟山东大学Mo-Cu合金与不锈钢真空钎焊接头组织特征28 15:10-15:20 陈少平太原理工大学梯度金属陶瓷(TiC)pNi与Ti电场燃烧扩散连接界面组织及性能29 15:20-15:30 杨景卫华南理工大学基于DSP控制超声金属焊接电源的研究15:30-17:30第九届压力焊专委会成立暨全体会议主持人:王敏教授1、宣布第九届压力焊专业委员会组成及委员名单,并颁发证书;2、第八届压力焊专业委员会主任、第九届压力焊委员会名誉主任赵熹华教授讲话;3、第九届压力焊专委会工作规划讨论。
开放式管道感应加热瞬时液相扩散焊工艺及设备的研发

接 工 艺的特 点及优 势 , 开放 式 瞬时液 相扩散 焊 接机 的组成 、 能效 果及 本焊接 设备 的开发研 制 过程进 行 对 节 了描述 , 对新 型开放 式瞬 时液相 扩散 焊接 工 艺及 设备 的应 用前 景进 行 了分析 。 并 关 键词 : 管道 ; 感应加 热 ; 时液相 扩散 焊 ; 瞬 焊接 设备
接性能可靠 , 性能 ( 验机 测量结 果显 示 ) 试 偏移 量 较小 ; )可 焊 接其 他 焊 接 方法 难 以焊接 的管 道 4 ( 含同种 、 异种材 料 ) 5 ; )与其他 焊接方 法相 比具 有较高经济效益。 管道感 应加 热 瞬时液 相扩散 焊 接技 术 , 用 采 中频感应 加热 , 它加 热速 度快 , 热影 响 区域 小 , 焊 接 区域温 度均 匀 。加热温 度 、 热速 度 的控制 通 加
工艺 的要求而变化 , 最终完成焊接全过程。而且 , 此
时还 可 以准确 完成 热处 理 的工 艺过程 。
开放式管道瞬时液相扩散焊接设备可适用于多 种领域 中同种材料、 异种材料的管道连接。具有技 术先进 、 性能可靠、 操作简单 、 方便等特点 , 是集多门
学科于一体的节能 、 环保 的高科技产 品。开放式管
工件 有 许 多优 点 : )管 道 接 头机 的原理
管 道 瞬时液 相扩 散 焊接是 在被 连接 管 子之 间加
上与之相对应的低熔点合金薄带 ( 中间层 ) 通过感 , 应加热方式快速加热被焊管件 , 在高温( 温度分段 ) 和压力( 变化) 的作用下 , 中间层首先融化 , 降熔元 素 向母材 中快速扩散并使母材在熔点以下发生端面 微区的融化 , 随扩散进行熔点升高 , 液相发生凝 固从 而形成连续组织的可靠连接过程 。
扩散连接

《压焊方法及设备》结课论文扩散连接的原理及应用000黑龙江工程学院2013年6月1日压力焊结课论文扩散连接的原理及应用姓名:000学号:********学科:材料科学与工程1院系:材料与化学工程任课老师:000日期:2013年6月1日摘要随着科技的发展,新材料在我们的生活中应用而生,就此我们遇到了一些同种经或异种材料的连接问题。
一些新材料如陶瓷、金属间化合物非晶态材料及单晶合金等的可焊性差,用传统焊接方法,很难实现可靠的连接。
在技术发展的同时,我们需要将一些用于特殊的高性能构件的制造的同种或异种材料连接到一起。
如异种金属材料、陶瓷、金属间化合物、非晶态及单晶合金、玻璃等性能差别较大的异种材料,连接这些材料时,用我们以往的传统焊接方法是难以实现的,现在不但要连接金属,而且要连接非金属,或金属与非金属等等。
因此,连接所涉及的范围远远超出传统焊接的概念。
为了适应这种要求,近年来作为固相连接的方法之一的扩散连接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。
本文主要将介绍扩散连接技术的原理及应用。
关键词:扩散连接、固相扩散、液相扩散、超塑性、中间层。
目录摘要 (1)目录 (2)第1章绪论 (3)1.1课题研究的背景及其意义 (3)第2章扩散连接 (4)2.1扩散连接及分类 (4)2.2扩散连接的原理 (4)2.2.1固态扩散连接 (4)2.2.2液态扩散连接 (5)2.2.3超塑成形扩散连接 (6)2.2.4扩散连接的工艺特点 (6)第3章扩散连接的实际应用 (7)结论 (7)参考文献 (8)第1章绪论1.1课题研究的背景及其意义扩散连接是近几年兴起的术语,可理解为扩散焊的拓展。
在人类社会发展的同时,新材料不断地出现并在我们的生活中得到了广泛的应用,那么就需要对各种新型材料进行加工,如连接。
但是,往往一些新型材料连接是相当困难的,用以往传统的连接技术(熔化焊)不能达到可靠地连接,在此基础上一种新的连接技术诞生了——扩散连接。
1 扩散连接技术

C/C复合材料一般采用加中间层的办法 进行扩散连接,中间层材料可以采用 石墨、B、Ti或TiSi2等。不管哪种方 法,都是通过中间层与C的反应,形成 化合物或晶体而达到连接的目的。
1.4、常用材料的扩散连接 钛合金扩散连接时,Ti表面的氧化膜在 高温下可以溶解在母材中,在5MPa的气压 下,可以溶解TiO2达30%,故氧化膜不妨 碍扩散连接的进行。在相同成分的钛及其 合金扩散连接的接头组织中没有原始界面 的痕迹。 钛合金应用最普遍的连接方法是超塑成 形扩散连接(SPF/DB)。钛合金原始晶粒 度对扩散连接质量也有影响。
镍基高温合金的热强性好、变形 阻力大,扩散连接时要实现可靠的物 理接触,必须提高连接温度或增大连 接压力(Ni本身为立方晶格,原子排 列密集,自由扩散能力差)Байду номын сангаас特别是 镍基高温合金表面含有Ti和Al的氧化 膜,而且Ni在高温下也容易生成NiO, 这些氧化膜性能都比较稳定,增加了 扩散连接的难度。
铜与钢的扩散连接 飞机发动机的精密摩 擦副、止动盘等构件要求将锡青铜与钢连 在一起,该类材料采用熔焊容易产生气孔, 采用钎焊方法会降低接头的抗腐蚀性能, 因此,常常采用扩散连接。 Al2O3 陶瓷与Al的扩散连接 在电子行业 中,需要将电子元器件的Al2O3 陶瓷基板 与Al散热器连在一起,由于Al2O3 陶瓷和 Al的熔点相差太大,因此采用共晶烧结Cu 工艺将Al2O3 陶瓷表面预金属化,然后进 行扩散连接。
1.1 扩散连接的原理
1.1.1固相扩散连接的原理 扩散连接过程三阶段: A.物理接触阶段 高温下微观不平的表面,在外加压 力的作用下,总有一些点首先达到塑 性变形,在持续压力的作用下,接触 面积逐渐扩大,最终达到整个面的可 靠接触。
B.接触表面的激活阶段 物理接触面积逐渐扩大,在接触界 面的某些点处形成活化中心,在这个 区域可以进行局部化学反应。接触界 面原子间的相互扩散,形成牢固的结 合层。 C.形成可靠接头阶段 体反应。在接触部分形成的结合层, 逐渐向体积方向发展,形成可靠的连 接接头。
钻杆中频瞬时液相扩散焊机的研制
\
I\ l
/ 厂] 上 //
l Il / /
夹 紧钻杆 接头 ;顶 进装 置提 供整 个 焊接过 程需 要 的
顶进 力 。
器 l 一
图 1 钻 杆 瞬 时液 相 扩 散 焊 机 原 理 图
1 一钻杆管体 ; 一管体夹具 ;3 2 一中频感应罔 : 一非 晶中 4
2 液压 系统 .
液压系统包括 以下 回路 :钻杆接头和管体的夹 紧回路 ;提供焊接压力的顶进回路。由于焊接工艺
需要 ,焊接过 程 中顶进 力 是变化 的 ,为 了稳 定 、可
间层:5 一钻杆接头;6 一接头带调整夹具; 一顶进油缸 7
十 山东电力集团公司重点科研攻关项 目 “ 管道瞬时液相 护散焊工艺及设备开发”鲁 电合同 20 年第 4 01 9号。产品获 2 中国专利 ,分 项
统 ,使其协调工作 。其 中中频 电源通过红外测温仪
的温度反馈对焊缝区域进行精确加热 。
致焊接变形大 ,焊接质量不均匀。笔者研制的焊机 采用图4所示结构 ,有如下特点 :①把对中机构设
l机 盟 单 童 焉 片 —
焊l 缝
置在夹具上 ,和夹具一块把钻杆接头夹 紧; ②顶进 力不直接作 用于钻杆接头端 面,通过 c型架传递
垂直方向调整 ;旋转套筒通过左右旋螺杆带动整体 水平方向调整 ,这样管体与接头的对中调整非常方 便 ,而且 由于采用螺纹和楔形块两级增力方式 ,使
磁换 向阀组成差动回路。焊接过程中顶进力按工艺 需要是变化 的,为精确控制顶进力采用 比例溢流阀
来 控制液压 系统 的压力 。 3 .加 热 系统
( 山东电力高等 专科 学校特种焊接 与新材料 重点 实验 室)
【国家自然科学基金】_高温合金gh4169_基金支持热词逐年推荐_【万方软件创新助手】_20140801

53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72
弯曲性能 工艺参数 回溶 回归分析 叶盘通道 单颗磨粒 加工参数 功能梯度涂层 刚度特性 冷却速度 再制造 优化 临界成屑厚度 ysz/nicraly x射线 sem分析 sem laves相 gh4169高温合金 eds
推荐指数 4 3 3 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2014年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
科研热词 高温合金 gh4169 管材 预测模型 铣削参数 铣削力 绿色切削 组合凹模挤压 热挤压 激光立体成形 润滑 水蒸气 析出动力学 数值模拟 固溶处理 响应曲面法 包套挤压 冷却 δ 相
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2014年 科研热词 高转速电极 高温合金 表面粗糙度 表面形貌 磨削 界面 电解钻削 电子束焊接 激光立体成形 温度场 深小孔 晶体取向 数值模拟 插铣 微螺旋电极 加工方式 切削参数 再结晶 gh4169高温合金 gh4169合金 gh4169 推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 激光技术 高温合金 gh4169合金 表面粗糙度 表面形貌 磨削力 残余应力 显微硬度 高速车削 高速超高速磨削 高速磨削 高温合金gh4169 陶瓷刀具 阻尼特性 镍基合金 镍中间层 金属橡胶 速度效应 表面残余应力 表面完整性 补偿加热 航空发动机 脉冲电解 经典动态模型 糊状区稳定性 粉末吸热密度 稀释率 磨屑 磨削温度 真空扩散连接 疲劳性能 电子束焊接 热管砂轮 热处理 激光熔覆修复 激光熔覆 激光感应复合快速熔覆 激光修复 氮气 有限元方法 显微结构 整体叶盘 散射比 摩擦磨损性能 摩擦副 接触热阻 接触热导 抗拉强度 成形精度 微观组织 微观偏析 强化换热
扩散焊
扩散焊:扩散焊又称扩散连接,是把两个或两个以上的固相材料(或包括中间层材料)紧压在一起,置于真空或保护气氛中加热至母材熔点一下温度,对其施加压力使连接界面微观塑性变形达到紧密接触,再经保温、原子相互扩散而形成牢固的冶金结合的一种连接方法。
通常根据焊接过程中是否出现液相将扩散焊分为固态扩散焊和瞬间液相扩散焊。
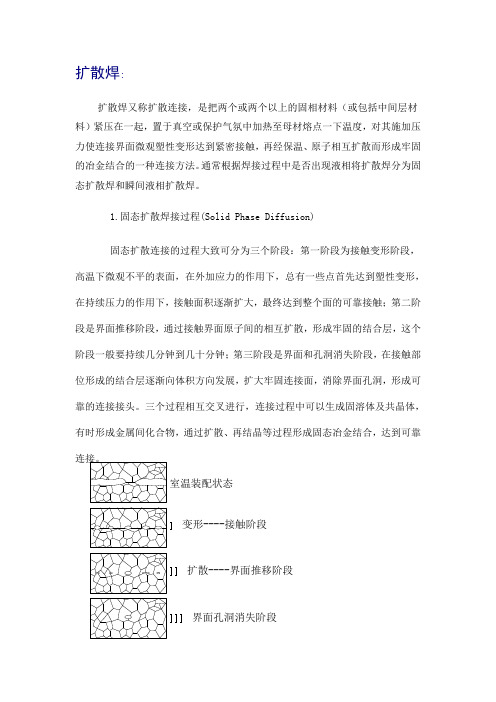
1.固态扩散焊接过程(Solid Phase Diffusion)固态扩散连接的过程大致可分为三个阶段:第一阶段为接触变形阶段,高温下微观不平的表面,在外加应力的作用下,总有一些点首先达到塑性变形,在持续压力的作用下,接触面积逐渐扩大,最终达到整个面的可靠接触;第二阶段是界面推移阶段,通过接触界面原子间的相互扩散,形成牢固的结合层,这个阶段一般要持续几分钟到几十分钟;第三阶段是界面和孔洞消失阶段,在接触部位形成的结合层逐渐向体积方向发展,扩大牢固连接面,消除界面孔洞,形成可靠的连接接头。
三个过程相互交叉进行,连接过程中可以生成固溶体及共晶体,有时形成金属间化合物,通过扩散、再结晶等过程形成固态冶金结合,达到可靠连接。
室温装配状态变形----接触阶段扩散----界面推移阶段界面孔洞消失阶段固态扩散焊三阶段示意图2.瞬间液相扩散焊接过程(TLP-Transient Liquid Phase)瞬时液相扩散焊(TLP)也称接触反应钎焊或者扩散钎焊,如果生成低熔点的共晶体,也称为共晶反应钎焊。
其重要特征是夹在两待焊面间的夹层材料经加热后,熔化形成一极薄的液相膜,它润湿并填充整个接头间隙,随后在保温过程中通过液相和固相之间的扩散而逐渐凝固形成接头。
其具体过程也分为三个阶段:第一阶段是液相生成阶段,首先将中间层材料夹在焊接表面之间,施加一定的压力,然后在无氧化条件下加热,使母材与夹层之间发生相互扩散,形成小量的液相,填充整个接头缝隙;第二阶段是等温凝固阶段,液-固之间进行充分的扩散,由于液相中使熔点降低的元素大量扩散至母材中,母材内某些元素向液相中溶解,使液相的熔点逐渐升高而凝固,形成接头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
力工艺模型既能充分发挥压力在 L 连接 中的作用, rP 又能避免高压带来的不利影响。
关 键词 : 时液相 扩散 连接 ( L ) 多压 力工 艺 ; 型 ;9 钢 瞬 TP ; 模 Tl
中图分 类号 :G 7 . T 366 文 献标 识码 : A
. ̄
石油 、 化工 、 电力等行业管道的焊接一般多采用 S A TG和 M G等 , M W、I I 这类 焊接方法生产 率低 、 劳 动强度大、 对工人的实际操作水平有较高。瞬时液 相扩 散 连 接 ( r s n iud pae bnig 简 称 Ta i tl i hs od , ne q n TP L 焊接或 T P连接)无需开坡 口, L 焊接头强度高 且 过渡 光 滑 、 有 明 显 的界 面 和焊 接 物 残 留… , 没 在
收 稿 日期 -0 8一l '0 2 l—l O
试验采用正交试验方法研究 中间层 成分 、 温度 和压力对接头抗拉强度、 弯曲角度和硬度的影响; 力 学性能试验机型号为 WE 60 万能试验机, S一 0 W 拉 伸试验和弯 曲试验 分别按 国家标 G T6 1 20 B 25 — 0 8
日本住友金属公司的小沟裕一等人成功开发出了钢 管过渡液相扩散焊技术 , 并完成 了其可移动式焊接 设备系统 的轻量化与实用化开发【 。 2 】 在 Ⅱ 连接 中必 须施 加 一定 的压 力 , 接压 力 焊 的主要作 用在 于使 焊 接 表 面产 生 微 观 塑性 变 形 , 以 达到最大接解 , 形成金属键和建立原子相互扩散 的 条件 。在某 些情 况下 压力 还有利 于 防止扩 散孔 洞 的
作者简介 : 王非森( 92一 , 。 1 8 ) 男 四川泸县人 , 助教.
《 焊接接头拉伸试验方法》 G T 63— o 8 焊接 和 B 25 2o ( 接头弯 曲及压扁试验方法》 进行 ; 焊缝显微组织在 O Y P S—C 4 M金 相显微 镜分 析 。 LMU K0
・
2 ・ 6 表 2 T 1 温 力 学 性 能 9 常
文章编号 : 7 - 0 7 2 0 )4— 0 5— 3 1 1 4 6 ( 08 0 0 2 0 6
基 于 瞬 时液 相 扩 散 连接 的 多压 力 工艺 模 型
王非森 高增 刘 闪光 文 申柳 陈玲 , , , ,
(. 1 四川化工职业技术学院 机电系 , 四川 泸州 6 6 ) 2 河南理工大学 材料科学与工程学院 , 4( 0;. x 河南 焦作 44 0 ; 5 0 0
第 8卷 第 4期
20 0 8年 l 2月
兰州石化 职业技 术学院 学报
J un l fL nh uP t c e c olg fT c n lg o ra a z o er h mia C l e o e h oo y o o l e
V0. . 1 8 No 4 De ., 0 8 c 2 0
3 兰州理 工大学 有色金 属新 材料国家重点实验室 , . 甘肃 兰州 7 05 ) 3 0 0
摘
要 : 对压 力在 瞬 时液相扩散 ( L ) 针 T P 连接 不 同阶段 的 不 同作 用 , 出了 多压 力 工 艺模 提
型 。采 用 多压 力工 艺模 型 , 13 在 20一l6 ℃ , 气保 护 , T l 管进 行 了瞬 时液相 扩散 2o 氩 对 g 钢 连接 ( L )研 究 了 多压 力工 艺模 型 下接 头 的力 学性 能 和显微 组 织。 结果表 明 : 多压 力 TP , 在 工 艺模 型 下 , l钢 管 T P接 头的 力学性 能和 显 微 组 织远 优 于 一般 工 艺 。分析 得 出 多压 L
%
表 1 T1 9 钢的化学成分
试验前将试样 连接端面精 车并用无 水 乙醇清洗 , 而后将 中间层箔 片置于待连接 端 面之间 ;E T e焊 接试
进行 回火 , 回火温度为 80~ 3 0 80℃ , 时间 8~ 0 i。 1mn
验在氩气保护下 , 压力设为 0— M a采用双温工艺 , 5 P, 加热温度为 1 0 16 ℃ , 2 ~ 20 保温温度 1 0 1 0℃ , 4 2 ~2 2 4 时间为 1 3 — 分钟; 焊接后 冷却 至 10~1 5 6 0℃之间
7
5
39 .
7 . 67
9 5
2 试 验 结 果 与 分析
2 1 力 学性能试 验 结果 与分析 .
在 多压 力工 艺 模 型 T 1钢 管 T P接 头 的试 验 9 L 参 数 见 表 4 力 学 性 能 试 验 结 果 如 表 5 T 1 T 2 , ,0 、0 、
管道连 接方 面具 有普 通 焊 接 方 法难 以 比拟 的 优 势 。
产生 。在一般 1 P连 接工 艺 中 , 力 为恒 载加 压 , L 压 由 于 T P接头在连 接过程 中不 同阶段 连接 机 制 与强度 L 的不 一致 , 在连接 的过 程 中会 出现 挤 出中间层过 多造 成润湿不佳和局部胀粗严重等现象。为此, 研究 了一 种新的 连接工艺模型, I u’ 在不同的连接阶段施加不 同的压力 , 并用 " 1 I 钢管进行 了连接试验 。 9
1 试 验 材 料 和 方 法
1 连接和焊后热处理均在山东电力研究院研 r L
制 的开放 式瞬 时液 相扩散 焊机 上进 行 。试 验 用母材 为 国产 T l钢管 , g 规格 均为  ̄ 35m X 6 . m 5mm, 成分
如表 1 所示 , 力学性能见表 2 。中间层根据钢管规 格剪 成环 状 , 分见 表 3 成 。
兰 州石 化 职 业 技 术 学 院 学报
20 0 8正
体 , 焊缝 中有很 多 间断 的脆 性相 析 出 , 在 从成 分分析 可 以断定 为残 留 的 B, 缝过 渡 区有 少 量 黑 色点 状 焊 C —B化合 物 , r 这是 由于无 压力 , 不利 于 B是扩 散所
பைடு நூலகம்
中 间层 7 4 .