鞍钢1500mm冷轧平整机组通讯网络设计
1200mm双机架平整机轧制力控制系统设计

1200mm双机架平整机轧制力控制系统目录第1章摘要 (3)第2章绪论 (4)第3章硬件部分基本模块介绍 (8)3.1 基本工作原理图 (8)3.2 基本模块介绍 (8)3.2.1应变片传感器 (8)3.2.2A/D转换器模块 (13)3.2.38051单片机芯片介绍 (15)3.2.4 LED数码显示管 (18)3.2.5 D/A转换器 (20)第4章软件部分及其介绍 (23)4.1 数据处理子程序的设计 (23)4.2 数据采集子程序的设计 (24)心得体会 (26)参考文献 (27)摘要平整机的主要作用是消除退火带钢的屈服平台,调制好带钢的力学性能;改善带钢的平直度;使带钢表面具有一定的粗糙度,消除带钢表面的轻微缺陷。
平整机中,轧制力是一个非常重要的控制量,延伸率的调节直接受轧制力的影响,稳定的延伸率控制是保证带钢质量的重要手段。
绪论平整是提高板形质量的重要手段,也是确保冷轧带钢成品质量后一道关键工序。
而平整轧制力的准确计算是解决平整生产时板形问题的关键,平整轧制在保证带钢内部组织性能满足用户需求方面,起着至关重要的作用。
平整机是冷轧生产变形轧制的最后一道工序,在该工序造成的表面缺陷是不可弥补的。
而将张力分为三段、四段控制,可以很好的解决开卷过程中引起的不可消除的表面划伤。
在平整机中,张力的放大、缩小与分段是通过S 型张力辊来实现的。
通常所用的平整设备的布置形式如图所示。
轧制力:在轧制时轧辊加于轧件使之塑性变形的力。
但通常把轧件作用于轧辊上并通过压下螺丝传递给机架的力称做轧制力,即是轧件加于轧辊的反作用力的垂直分量。
轧制力在我国习惯称做轧制压力或轧制总压力。
图1给出轧辊加于轧件的力,P r为轧制力,它垂直于轧辊表面;T 为摩擦力;L p为变形区水平投影长度。
轧制力是确定轧机强度的基础。
正确计算和测定轧制力,对于设计和使用轧机均有很大意义。
影响轧制力的因素为了便于分析,可把影响因素分为两类:①影响轧件材料在简单应力状态下变形抗力σ0的因素,如化学成分、组织、轧制温度和速度、加工硬化等;②影响变形的应力状态的因素,如轧辊直径、轧件尺寸、表面摩擦、外力(张力或推力)等。
鞍钢冷轧厂酸洗连轧联合机组过程自动化系统

6) 在 HM I 终端上在线显示生产运行状况 。 物料跟踪需要的任何数据都显示在 HM I 终端 上 , 这样以图表显示的整个生产过程可以由操作 工跟踪和控制 。
7) 生产数据存储到数据库 。物料跟踪收集大 量带钢生产过程中的数据 ,并存储在数据库中 。
8) 生产数据传送到计划系统 (Level3) 。当最 终新钢卷生成时 , 就将生产结果数据传送给计划 部门 (Level 3) 。 2. 1. 2 信号处理 ( SH)
信号处理负责 Level1 与 Level2 的接口 , 所 有来自基础自动化的数据都由 SH 处理 。必要的 话 , SH 对整型和浮点型数据进行格式转换 , SH 还检查位的变化 (入口 , 出口段) 。如果有位的变 化 ,说明带钢的状态有所变化 。SH 有如下功能 :
1) 格式转换 。对某些来自基础自动化的报 文 ,在提交给 Level2 之前 ,要做格式转换 ,因为基 础自动化的数据和二级机的数据格式不同 。
新钢1550mm冷连轧机厚度自动控制系统配置方案

4. 3 压力 AGC 压力 AGC控制见图 3。 ¹利用轧制压力根据弹跳方程间接测量带钢厚
度偏差, 以调节辊缝。 º响应快, 但精度低 [ 3] 。
DS2辊缝调节量; Q2轧件塑性系数; C 2轧机刚性数; DH 2来料厚差; H 02设定厚度; H i2测量厚度 图 1 前馈 AGC 控制原理
4. 2 厚度 AGC 厚度 AGC控制见图 2。 ¹利用测厚仪直接测量带钢出口厚度偏差, 从
而调节辊缝。 º响应滞后。
C 2轧机刚性数; Q2轧件塑性系数; Dh2厚差; DS2辊逢差; S2辊逢值; P2轧制压力; h2计算厚度
图 3 压 力 AGC控制原理
4. 4 张力 AGC 张力 AGC控制见图 4。 ¹改变后张力调节厚差。 º调节相邻机架速度差或调节开卷机或卷取机
ºB 方 式。适用范围: 轧制产品厚度小于 014 mm, 且材质较硬; 采用 / 张力极限控制 0方式, 允许 张力 在 15% 范 围内 调 节 以 控 制 厚 度, 如 果 超 过 15% , 还需要通过调整辊缝回到极限范围内, 然后回 到 A方式。
»C方式。适用范围: 在轧制一般低碳产品时, 如果来料平直度不好, 5号机架可作为平整机使用; 用 4号机架前后测厚仪对 4号 机架进行预控 + 监 控, 控制 4号速度; 通过调节 5号机架速度, 保 4号、 5号机架张力恒定; 用 5号机架出口厚度, 修正 5号 机架的设定厚度。
¼2 号 机架预控。根据 1 号机 架后测厚 仪厚 度, 由秒流量相等原则, 计算 1号机架速度调节量。 7. 2 精调 AGC
根据成品带钢厚度、带钢材质由操作员通过选 择开关进行选择。
¹A方式。适用范围: 轧制 产品厚度 大于 014 mm, 且材质较软; 采用 5号机架的预控和监控, 控制 5号机架速度; 通过调节 5号机架辊缝, 保持 4号机 架、5号机架张力恒定。
《鞍钢技术》2010年总目次
第 三 期
集束 射流氧枪 技术及 应用 … ………… ………… ……… ……… ……… ……… ……・ ・ 明钢 , ・沈 耿继 双 ( ) 1 热压含 碳球 团技术发 展及其应 用前 景 ……… ………… ……… ……… …… 胡俊鸽 , 周文 涛 , 赵小 燕 ( ) 5 钢包底 吹对钢 液混匀 时间 和排渣 面积的影 响 ……… ……… ……… … 丁丽华 , 张晓光 , 丽娣 , ( ) 贾 等 9 冷轧汽 车板表 面状态对 磷化膜 质量 的影 响 … ……… ………… …… … 陈义 庆 , 小连 , 徐 武裕 民 , (3 等 1) 连续退火 工艺对 低碳钢 屈服强度 的影 响 …… ………… ……… ………… … 丁燕勇 , 赵林 , 成 , (7 周 等 1) 预应力轧 制时滚 针轴承 压力与 变形关 系研究 … ………… ……… ……… ………… ……… … 王红岩 ( 1 2) 28 。 50r 高炉 卡鲁金 顶燃式 热风炉 烘炉实践 … ………… ……… ……… 孟凡 双 , n 周振龙 , 张洪 宇 , (5 等 2)
超低碳钢洁净度的控制 …………………………………………………… 栗红 , 常桂华 , 陈本文, 7 等( )
冶金 工厂 水资 源利用 的新 途径 …… …… …… ……… …… …… …… ……… 许 映军 , : , 卫 , ( 1 j英 顾 等 1)
鞍钢 烧结矿适 宜 F O含 量 的研究 … …… …… ……… …… …… …… ……… …… …… …… 喻 爱 国( 5 e 1)
6 0MP 级热 镀锌双 相 钢再结 晶和相 变规 律研究 …… …… …… ……… …… … 赵林 , 0 a 王越 , 黄秋 菊 ( 5 2)
鞍钢冷轧厂2号线简介201105[1]
![鞍钢冷轧厂2号线简介201105[1]](https://img.taocdn.com/s3/m/f3f95c3867ec102de2bd89b7.png)
热家电-微波炉,电烤箱
冷轧二号线
鞍山钢铁集 团公司
冷轧二号线是我国第一条立足国内技术资源整合集成的拥有国际一流 技术装备水平的酸洗连轧生产线,主要产品包括05级轿车板及普通用板、建 筑板、家电板、汽车板、耐候钢等40多个品种、60多个规格,还成功开发了 搪瓷钢系列、汽车车轮用钢系列、烘烤硬化钢系列、含磷钢系列、家电用钢 板系列、汽车结构钢系列等冷轧钢板。年设计生产能力:酸轧联合机组150 万吨;罩式退火炉;平整、剪切机组70万吨
鞍山钢铁集 团公司
7) AGC与张力控制(ATC)的互不相关控制
高精度的板形控制技术
•
鞍山钢铁集 团公司
板形控制新技术:窜辊技术、乳化液分段冷却技术
•
•
带钢自动跟踪技术
浅槽紊流酸洗技术
•
•
延伸率闭环控制技术
带钢自动对中控制技术
全 氢 罩 式 炉
冷轧板的退火是冷轧带 钢生产中最主要的热处理 工序之一。冷轧带钢的退 火因钢种的不同分初退火、 中间退火和成品退火,我 厂采用的是成品退火,其 目的是消除冷轧造成的内 应力和加工硬化,使钢板 达到客户所要求的力学性 能、工艺性能及显微结构 等标准。
重 卷 机 组
• 重卷线是用来将从平整 机组或连退线等机组生 产过来的大钢卷重新分 卷成用户所要求重量的 小钢卷。主要设备由开 卷机、圆盘剪、涂油机、 (矫直机)和卷取机。 • 重卷线速度比剪切线速 度高,可达到300- 400m/min。
鞍山钢铁集 团公司
包 装 机 组
包装机组的功能是将重 卷线生产过来的钢卷进 行包装,其核心设备是 自动打捆机,分为圆周 打捆机和穿心打捆机。
鞍钢冷轧厂历史
1958 年
1989 年 1999 年 2002 年 2003 年 2006年 2007年 新中国第一家冷轧薄板厂成立。
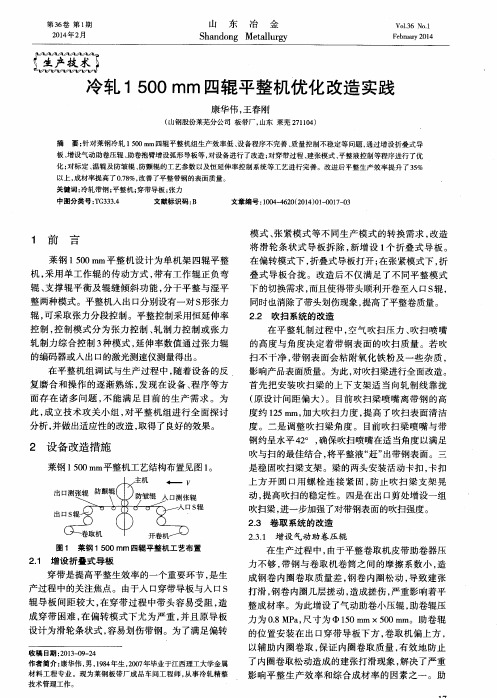
冷轧1500 mm四辊平整机优化改造实践
2 . 3 . 1 增设 气动助 卷压辊
图1 莱钢 1 5 0 0mm 四辊 平整 机 工 艺布 置
在生 产过 程 中 , 由于 平整 卷取 机皮 带 助卷 器压
2 . 1 增 设折 叠式导板
力不够 , 带 钢 与卷 取 机 卷筒 之 间 的摩擦 系 数 小 , 造
在 平 整机 组调 试 与生产 过 程 中 , 随着设 备 的反
的高 度 与 角度 决 定 着 带钢 表 面 的 吹 扫质 量 。若 吹 扫不干净 , 带 钢 表 面会 粘 附 氧化 铁 粉及 一 些 杂 质 ,
影 响产 品表 面质量 。为此 , 对 吹扫梁进 行全 面改造 。
复磨 合 和 操 作 的逐 渐 熟 练 , 发 现 在设 备 、 程序 等 方 面存 在 诸 多 问 题 , 不 能 满 足 目前 的 生 产 需 求 。为
上 方 开 圆 口用 螺 栓 连 接 紧 固 , 防止 吹扫 梁 支 架 晃 动, 提 高 吹扫 的稳 定性 。 四是在 出 口剪处 增设 一组
防 颤 辊
| 、/ 防 皱 辊 /
辊
/
出
弓 ~ 。
取机 耳 :
吹扫梁 , 进 一步加 强 了对 带钢表 面的吹 扫强度 。
1 前
言
模式 、 张紧 模 式 等不 同生产 模 式 的 转换 需 求 , 改造 将 滑 轮 条 状 式 导板 拆 除 , 新 增设 1 个 折 叠式 导板 。 在偏 转模 式 下 , 折 叠式 导板 打 开 ; 在 张 紧模式 下 , 折 叠式 导 板 合 拢 。改造 后 不 仅满 足 了不 同平 整 模 式 下 的切 换需 求 , 而且使 得带 头顺利 开卷 至入 口S 辊, 同时也 消除 了带头划伤 现象 , 提 高 了平 整卷质量 。
1500mm冷轧平整机的延伸率控制技术
1500mm冷轧平整机的延伸率控制技术宋祖峰① 陈 利(中冶南方工程技术有限公司 湖北武汉430223)摘要 介绍武钢集团鄂钢冷轧薄板厂的1500mm冷轧平整机组的延伸率控制系统,包括延伸率的定义、测量和控制技术等。
关键词 平整机组 延伸率控制 轧制力 张力Elonga ti on Con trol Techn i que of Tem per M ill for1500mm Cold Rolli n gSong Zufeng Chen L i(W I S DR I Engineering&Research Co.,L td.,W uhan430223)ABSTRACT The el ongati on contr ol syste m of1500mm cold r olling te mper m ill of Echeng Ir on and Steel Co.is intr oduced.I ncluding the definiti on,measure ment and the contr ol technique of the el ongati on.KE YWO R D S Te mperM ill El ongati on contr ol Rolling force Tensi on1 前言通过冷轧而变成纤维状组织的带钢,在退火工序中由于再结晶而变为具有新的结晶组织的钢。
这种退火后的带钢几乎完全成为软质状态,不适用于加工;而且只要稍稍给予轻度冲压加工,带钢表面就会产生拉伸应变和不规则的滑移线,有碍外观。
因此,这种退火带钢不能直接供给用户使用,必须进行平整轧制,即通过轻度的冷轧加工改善其材质、平整钢板[1]。
平整轧制实际是一种小压下率的二次冷轧,但是由于压下量很小,用测厚仪很难测出平整机入出口的带钢厚度偏差,这是平整有别于冷轧的地方。
故平整轧制更侧重于达到带钢的延伸率,追求得到良好的板形和带钢表面质量。
1500mm宽带粗轧轧机负荷平衡控制功能

的稳速轧制 过 程 中 , 负 载 电 流 偏 差 较 大。负 载 电 则说明上下电机的速度不同步 , 存在 流差值较大 , 速度差 , 导致上下电机的负荷不平衡 。 依据现有条件 , 在不增加硬件并充分利用 S I - 利用负荷平衡 MA D YN D 的控制功能 的 前 提 下 , 控制功能包实现上下辊电机的负荷平衡 。 由于工艺上的要求 , 粗轧过程中 , 在板坯的头 部必须有 “ 雪橇板” 特 性。 当 粗 轧 机 咬 入 负 载 后, 由一级自动化为 传 动 系 统 提 供 咬 钢 信 号 , 传动系 头长计算的系统框 统开始计算板坯 的 头 部 长 度 , 来自测速编 图见图 3。 图 3 中 , n i s t为速度实际值 , 码器 ; 开始投 D 为轧辊直径 。 当雪橇板长度到后 , 入负荷平衡功能 。 负荷平衡的控制见图 4。
图 1 R 1 主传动系统单线图 F i . 1 S i n l e l i n e d i a r a m o f R 1m a i n d r i v e s s t e m g g g y
2 系统概述
莱钢1 上 5 0 0m m 粗轧主机为四辊可逆式轧机,
, : 时元海 ( 男, 硕士 , 高级工程师 , 1 9 7 1- ) E m a i l l s h i u a n h a i a h o o . c n 作者简介 : @y g y
参考文献 [ ] 1 M] . 天津电气传动设计 研 究 所 .电 气 传 动 自 动 化 技 术 手 册 [ 北京 : 机械工业出版社 , 2 0 0 5 . [ ] 机 械 工 业 出 版 社, 2 M] .北 京 : 陈 伯 时 .电 力 拖 动 自 动 控 制 [
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke r s knp s lu i;c mmu iainn t r y wo d :s i a s l nt o mi nc t ewok;po a o rg mmigsf ae rf u ;i— r n ot r ;P o b s n w i
总第 32期 6
系统 主要 由以下 几部 分构成 : 础 自动化 、 基 电气传 动控 制 、 程 自 动 化 ( 级 ) 显 示 操 作 画 面 过 二 、
层 , 与基 础 自动 化之 间通 讯 的实 时性 不高 , 它 但传 输 的数 据量 很大 , 采用 工业 以太 网通讯 方式 。 ( )显 示操 作 画 面 ( MI , 现对 现 场 设 备 4 H )实 的启停 控制 和状态 、 工艺 流程 及工 艺数据 的显示 。 它 与基 础 自动化 部 分进 行 数 据 通 讯 , 通讯 的实 时
S EP r g a T 7 p o r mmig s f a e a d t e n so t h xs n r b e n f r e c n rt mp o n ot r n n f d u e e it gp o l ms a d o e st o c ee i r — w h i t i h
以鞍钢 10 l 轧 平பைடு நூலகம்整 机 组 自动 化 控 制 系 统 50mn冷
过程 I
I 显示操作
通讯网络设计为例 , 具体介绍通讯 网络的构成和 系统各部分之间数据交换的实现方法。
1 自动控制系统构成及通讯方式
鞍钢 10 m平整机组 自动化控制系统各 50m 子系统 以基础 自动化子系统为 中心, 通过通讯网
关键词 : 平整机 组 ; 讯 网络 ; 通 编程软 件 ; r b s 工业 以太 网 Po u ; i f
中 图分 类号 : G 3 T 35
文献标 识码 : A
文章编 号 :10 4 1 ( 0 0 0 0 5 0 0 6— 6 3 2 1 )2— 0 6— 3
De i n o m mu c to t r o 0 m l li sg n Co nia i n Ne wo k f1 0 m 5 Co d Ro l ng S i s ilUn ti g n k n Pa s M l i n An a g
QnD w i C e a e g L hse g D n u n , n o g i a e, h nH i n , i i n , o gG ag Wa gY n p S h
( o ol i f n agSel o ,Ld , nhn14 2 , i nn ,C i ) C l R l dM lo gn te C . t. A sa 10 1 La ig hn d e l A o a
一
图 1 自动化控制 系统构成 图
秦大伟 , 工程师 , 0 年毕业于鞍 山科技大学 电气 自动化专 2 4 0
业, 现从事设备维护工作。
一
从图 1 可看 出 ,50m 冷 轧平 整 机 组 自控 10 m
56 一
鞍 钢 技 术
21 0 0年第 2期
ANGANG TECHNOL0GY
e pli si e al e a t a peai g me n f dfe e t c mmu i a o d s d ie y S me x a n n d ti t cu l o r t a s o i r n o sh n f n c t n mo e rv n b i ns i
摘要 : 绍 了鞍钢 1 0 m 冷轧平整机 组 自动化 控制 系统通讯 网络 的构成 , 介 5 0m 以及 现 场 总
线通讯和 工业 以太网通讯在 机组 中的应 用情 况 等 , 细说 明 了各 种 通讯 方 式在 西 门子 SE 7 详 T P
编程软件 环境下 的 实现 方法 , 出存 在 的 问题并提 出具体 改进措 施 。 指
d s i1 t e t o k u t a h me w r r e
通讯 网络是冶金 企业 自动化控 制系统 中的重 要组成 部分 , 它将 系统 中各部 分 联 系在 一起 并 实
络联系在一起 , 进行数据和指令 的交换 , 自 其 动化 控制 系统构成 图见 图 1 。
现它们各 自 之间的数据传递。通讯网络性能的优 劣直 接影响 到整个 自动化 控 制 系统 的性 能 , 因此 通讯网络的布局和设计是否合理至关重要。本文
鞍 钢 技 术
21 0 0年 第 2期
ANGANG TECHNOLOGY
总第 32期 6
鞍 钢 10 T 5 0/ i 轧 平整机 组通 讯 网络设计 m冷
秦大伟 , 陈海 朋 , 世声 , 广 , 勇 李 董 王 ( 鞍钢股份 有 限公 司冷 轧厂 , 宁 鞍 山 142 ) 辽 10 1
Ab t a t hi p ri to u e h c nsiu in o h c mmu i ain n t r n a t mai s r c :T s pa e n r d c s t e o tt t ft e o o n c t ewo k i u o tc o
c nr ls se o 5 0 mm o d r i n k n p s l u i o g n ,a d t e a p ia in f n— o t y tm f1 0 o c l ol g s i a smi nt fAn a g n p l t so i l h c o o s e f l b s a d i d s i l t en t o k c mmu i ain i od r i n k n p s l u i,a d as i ed u n n u t a h r ew r o t i r e n c t n c l ol g s i a smi n t n l o i l o