信赖性测试规范
ORT测试规范

标题
ORT测试规范
文件编号
PC-CWI-Z-047
编制部门
PC品质中心
编制日期
2020.10.15
版本/状态
页次
1/4
1.目的
用于规范XXX精密科技有限公司电子类产品MP阶段ORT测试,监测量产阶段的产品可靠性,预防批量性不合格的产生。
2.适用范围
规范适用于XXX精密科技有限公司生产的所有IT类量产产品,客户有要求时优先执行客户标准。
此规范ORT适用于可持续生产2周或订单量10,000台以上的产品。
3.定义
ORT: On-Going Reliability Test的英文缩写,中文名称为持续可靠性(信赖性)
测试,也就是在产品量产过程中持续随机抽取样品进行可靠性测试,监控量
产产品的可靠性,测试项目原则上只针对关键性项目。
4.工作职责
以上测试条件举例MID产品
5.5整箱振动测试
测试样品在关机状态且包装成箱,在经受频率为10~200Hz,振幅5mm,Sweep
Time:5min,持续2h振动试验后,检查整机性能,功能,外观与装配应符合
相关标准要求。东莞市XXX精科技有限公司标题计算机及测试工具病毒防护管理规范
文件编号
PC-CWI-Z-047
6 相关文件
6.1《DQA Notebook测试规范》………………………PC-CWI-Z-053
7 相关记录
7.1《测试需求申请单》………………………………PC-CQR-Z-040
8.流程图
8.1 ORT测试流程图如下:
东莞市XXX精密科技有限公司
标题
ORT测试规范
文件编号
PC-CWI-Z-047
信赖性实验(ORT)作业规范
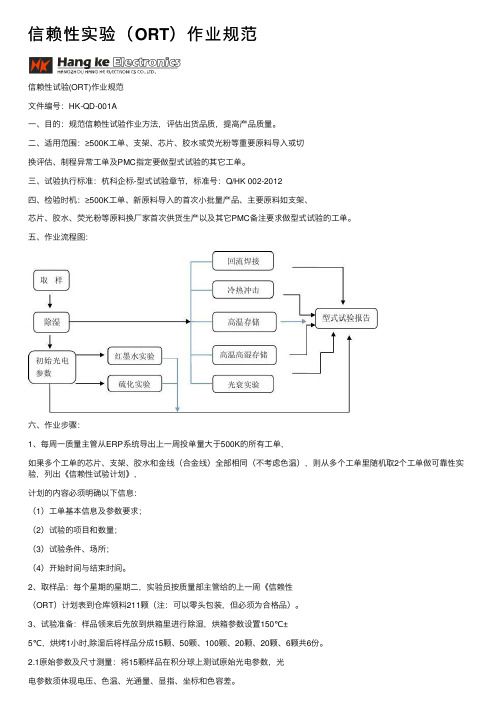
信赖性实验(ORT)作业规范信赖性试验(ORT)作业规范⽂件编号:HK-QD-001A⼀、⽬的:规范信赖性试验作业⽅法,评估出货品质,提⾼产品质量。
⼆、适⽤范围:≥500K⼯单、⽀架、芯⽚、胶⽔或荧光粉等重要原料导⼊或切换评估、制程异常⼯单及PMC指定要做型式试验的其它⼯单。
三、试验执⾏标准:杭科企标-型式试验章节,标准号:Q/HK 002-2012四、检验时机:≥500K⼯单、新原料导⼊的⾸次⼩批量产品、主要原料如⽀架、芯⽚、胶⽔、荧光粉等原料换⼚家⾸次供货⽣产以及其它PMC备注要求做型式试验的⼯单。
五、作业流程图:六、作业步骤:1、每周⼀质量主管从ERP系统导出上⼀周投单量⼤于500K的所有⼯单,如果多个⼯单的芯⽚、⽀架、胶⽔和⾦线(合⾦线)全部相同(不考虑⾊温),则从多个⼯单⾥随机取2个⼯单做可靠性实验,列出《信赖性试验计划》,计划的内容必须明确以下信息:(1)⼯单基本信息及参数要求;(2)试验的项⽬和数量;(3)试验条件、场所;(4)开始时间与结束时间。
2、取样品:每个星期的星期⼆,实验员按质量部主管给的上⼀周《信赖性(ORT)计划表到仓库领料211颗(注:可以零头包装,但必须为合格品)。
3、试验准备:样品领来后先放到烘箱⾥进⾏除湿,烘箱参数设置150℃±5℃,烘烤1⼩时,除湿后将样品分成15颗、50颗、100颗、20颗、20颗、6颗共6份。
2.1原始参数及尺⼨测量:将15颗样品在积分球上测试原始光电参数,光电参数须体现电压、⾊温、光通量、显指、坐标和⾊容差。
测试好后取其中5颗⽤游标卡尺测量灯珠的长、宽、厚度并记录。
2.2 红墨⽔试验:将颗粒浸在英雄红墨⽔浸泡24⼩时后擦⼲,显微镜下检验有不有渗漏。
判定标准:允许渗透⾯积≤10%,颗粒数≤2pcs2.3回流焊接试验:(1)设置回流焊机参数:炉温:160、170、180、190、200、210、230、260链速80cm/min;(2)把50颗样品⽤锡膏贴到铝基板上,待炉温升到设定的温度时放到回流焊机器的履带上,进⾏回流焊接试验;(3)冷却后,再次过⼀遍回流焊;(4)将过了两遍回流焊并冷却的试验颗粒⽤稳压电源点亮并记录结果。
信赖性试验规范
1、目的
使信赖性实 验中心工作程 2、 适用范围
适用于信赖 性实验中心。 3、职责:
信赖性实验 中心负责本规 4、术语和定义
无
5、参考文件 5.1 《电容
器信5.赖2 性《实信验赖 性实验风险评 6、内容方法:
6.1 高温寿 命实验6之.1内.1容 一般以每张工
6.1.5 研发部所送产
6.2 例行 实验内6容.2及.1依 例行实验内高容温 负荷、高温纹
实验中心 可以拒绝接收实
振动实验。
批准
审核
编制
6.1.2 每一张工单由
6.1.3 纹波电源必须
试验;WO1、WOD 工单每批抽样
录”内, 待样品进送行至出信货赖检 验,所送产品必须
规定实验产 品,生计产划线规产定品通 知产线随机取
6.1.4 制程中如有品质不良现象,可根据需要送样至信赖性实验中心做追加确认,送样人必须将相关内容清楚地填写
6.1.4 制程中如有品质不良现象,可根据需要送样至信赖性实验中心做追加确认,送样人必须将相关内容清楚地填写
信赖性测试标准.

-.小件 KEY, KEYPAD, MAIN 类 面积较小部品实验排除
▶ 实验设备/备品: 浸染实验仪, 恒温恒湿机,油性 PEN(Monami namepen.F 中字大小用,BLACK),(METHYL AL
1)把铅笔芯以圆柱形状露出约 3mm 同时把芯磨成平坦尖锐. 2)涂膜面和铅笔芯角度成约 45° → 实验机和实验面平行的取高度 SETTING→ 均匀的速度
把实验机往前移动约 10mm → 实验面和铅笔芯的位置更换后实施 2 回. 3)2 回中 1 回以上 SCRATCH 发生时铅笔硬度标示出来(在芯的同一位置只能进行 1 回) 4 铅笔硬度 ▶ 判定基准 1) 表面 SCRATCH 发生的水准 1H 以上(铅笔硬度 F 中不能有 SCRATCH)
2) 热冲击实验后 2kgf 以下不能有脱离
※ NECK 破损的情况判定为不良
▶ 实验对象 : SET 状态下 外部露出面
※ REAR COVER 的 BATTERY 安装面除外
5
指甲划伤
▶ 实验方法 1)把部品表面部分用指甲划一划→用抹布擦
▶ 判定基准
1)用指甲划过后不能脱膜,不能有指甲印
▶ 实验对象 : SET 状态下外部露出面( 注塑涂装/蒸镀, PRESS 后加工式样 )
▶ 判定基准
1)Rubber 原材料硬度管理基准 记录 承认原上,根据设定值 管理.
※热冲击/紫外线/高温高湿/盐水喷雾 实验后 满足管理基准.
▶ 试验对象:Main Cover 类 金属 + PC Insert 构造的 外装部品 ▶ 试验机 及 备品 : SPF 30 PA++ NIVEA AQUA PROTECT SUN SPRAY, 毛笔 (SEOJIN 社 BRUSH 701 15 号)
麦拉信赖性测试规范

制定部门 department 文件编号 Doc No
序号检测项目
质量&标准部 QM-WI-047
测试设备 及条件 测试目的
检验&测试作业
Work Instruction for Inspection & Testing Specification
版/次 Version 页码 Page
编制:
审核:
批准:
温度:20℃ +/-5℃ 验证产品表 3 膜厚测试 3件/天 湿 面印刷厚度 度:65%RH+ /-10%RH
膜厚仪
在被测产品上选择一块没有瑕疵的两 面擦拭干净,面积大于2平方厘米:膜 厚测试仪探头垂直直接角于被测面进 行测量.
厚度80um+20um为合格
温度:20℃ 测试产品粘 +/-5℃ 4 剥离力测试 胶粘接力的 1件/天 湿 大小 度:65%RH+ /-10%RH
判定依据
类型type 检查频率 测试设5 ℃,60%RH 初粘性测 标准状态 1 试 下待测品 需静置4小 时以上
验证产品便 面涂层和素 3件/天 材间的附着 强度
1.取样品长100mm以上,宽25mm,数量 3Pcs,将样品反贴于距离顶端100mm之 ,3-5秒内对照其滑落距离,是否在 斜坡上. 2.测定段从助滚段下端开始 相对应材质要求范围内,如在,则 初粘测试仪 算起,长度100mm范围内胶粘面. 初粘性合格,如不在,则初粘性不 3.根据不同材质选用所对应钢球号测 合格. 试,自斜坡顶端自然滑落 一般印刷面已往返30次达C级以上 标准为合格; A印刷面没有受到影响, B没有粉留在产品上; C印刷面没有有明显被擦掉的痕迹 以及一些杂质; D印刷面有很严重的擦掉的痕迹, 但还没有直接可见到素材底色; E印刷面被穿透,透底
信赖性试验规范

变压器信赖性试验规范(IATF16949-2016)一、目的:为了控制TRANSFORMER产品从生产到运输及客户使用时可能发生电气、机构、环境等各种状况之问题,而订定本试验规范以确保产品之安全性与信赖性能符合客户要求。
二、适用范围:凡用于电源生产之TRANSFORMER 产品皆适用。
三、定义:电气特性–--通过试验会影响产品性能的重要特性.(如: L.Q.LK.HI-POT其中L.LK.HI-POT可在整套试验前后各测一次以确认是否仍为良品即可)。
四.权责:4.1 业务/生管:4.1.1取得客户之相关产品信赖性测试数据,作为产品实施信赖性测试之依据。
4.1.2试验样品的生产计划。
4.2 RD/工程单位:4.2.1提供/协助制订相关之产品信赖性测试计划或标准。
4.2.2产品信赖性测试之异常状况分析及责任判定。
4.2.3异常之改善对策及预防对策的拟定。
4.3品保单位:4.3.1制订相关产品信赖性测试办法或标准。
4.3.2各机种产品信赖性测试的实施。
4.3.3产品信赖性测试之异常状况的提出及改善对策的追踪。
4.3.4试验报告的公布。
4.4制造单位:4.4.1测试样品的提供。
4.4.2试验异常处理之配合。
五.抽样计划:试验项目抽样数允收数拒收数试验频率备注▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔PIN 针拉力试验 10 0 1 一个月成品焊锡性试验 10 0 1 一个月成品高低温循环试验 10 0 1 二个月成品温湿循环试验 10 0 1 二个月成品落地试验 10 0 1 三个月整机振动试验 10 0 1 三个月整机六.试验作业内容:6.1 PIN针拉力试验6.1.1试验条件6.1.1.1拉力强度10N MIN.6.1.1.2施力时间10~15秒6.1.1.3施力方向:沿脚伸出的方向。
6.1.1.4如客户有信赖性的规格要求时,则以客户的规格为准。
6.1.2试验设备拉力器、秒表6.1.3试验步骤用夹子夹在固定好的产品上,位置在接脚上距胶体约0.1吋的地方,若因脚太短无法接住,可用铜箔将脚接住。
CMTBF信赖性测试评估准则
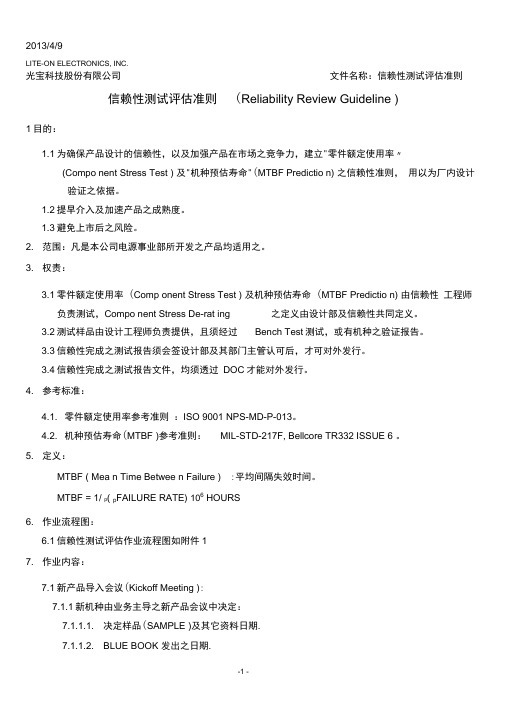
2013/4/9LITE-ON ELECTRONICS, INC.光宝科技股份有限公司文件名称:信赖性测试评估准则信赖性测试评估准则(Reliability Review Guideline )1目的:1.1为确保产品设计的信赖性,以及加强产品在市场之竞争力,建立"零件额定使用率〃(Compo nent Stress Test ) 及"机种预估寿命"(MTBF Predictio n) 之信赖性准则,用以为厂内设计验证之依据。
1.2提早介入及加速产品之成熟度。
1.3避免上市后之风险。
2. 范围:凡是本公司电源事业部所开发之产品均适用之。
3. 权责:3.1零件额定使用率(Comp onent Stress Test ) 及机种预估寿命(MTBF Predictio n) 由信赖性工程师负责测试,Compo nent Stress De-rat ing 之定义由设计部及信赖性共同定义。
3.2测试样品由设计工程师负责提供,且须经过Bench Test测试,或有机种之验证报告。
3.3信赖性完成之测试报告须会签设计部及其部门主管认可后,才可对外发行。
3.4信赖性完成之测试报告文件,均须透过DOC才能对外发行。
4. 参考标准:4.1. 零件额定使用率参考准则:ISO 9001 NPS-MD-P-013。
4.2. 机种预估寿命(MTBF )参考准则:MIL-STD-217F, Bellcore TR332 ISSUE 6 。
5. 定义:MTBF ( Mea n Time Betwee n Failure ) :平均间隔失效时间。
MTBF = 1/ p( p FAILURE RATE) 106 HOURS6. 作业流程图:6.1信赖性测试评估作业流程图如附件17. 作业内容:7.1新产品导入会议(Kickoff Meeting ):7.1.1新机种由业务主导之新产品会议中决定:7.1.1.1. 决定样品(SAMPLE )及其它资料日期.7.1.1.2. BLUE BOOK 发出之日期.7.1.1.3. 信赖性工程师应于EVT阶段开始执行评估,且必须于Pilot run PCB修改定案之前完成零件额定使用率之测试与评估,以符合量产及客户的需求。
信赖性试验(ORT)报告
次年更新时间为上一年报告 更新日期之前为合格
审核
编制
表格编号:
检验判定标准
(一) 1.耐压测试 安
以正常工作电压倍压测试,开机 2分钟,关机30秒
R3001用12V /24V测试, R1004用12V/24V/90V测试来 回测试10万次后,能正常工作
全 性 4.安规标示
试
验 5.关键元器件 确认关键元器件型号、规格、供 与型式试验报告的清单与照
(六) 1.MOS温升 温 升 试 验 2.CASE温升
产品型号
开始时间
试验项目
(七) 效 率 整机效率测试 试 验
5.7 A.
B.
试验条件和试验方法
5
LOGO 寬 : 高 14:5
字形
Futura
Mb
Bt
字體公 /+- 司姓名粗黑 職 +- 銜地址中黑
標準色紅 / M 色 100Y100 藍 C1 色 00M100Y10
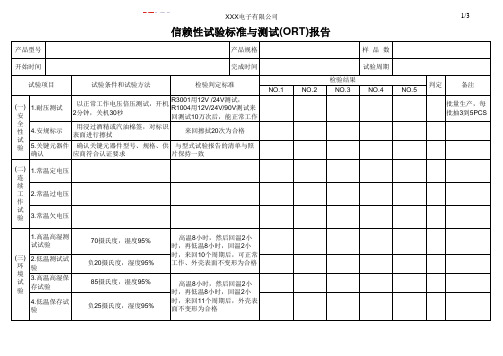
XXX电子有限公司
信赖性试验标准与测试(ORT)报告
产品规格
样品数
完成时间
检验判定标准
NO.1
NO.2
试验周期
检验结果 NO.3
NO.4
NO.5
判定
3/3 备注
1.OCP保护点
(八) 保 护 2.OVP保护点 试 验
3.SHORT TEST
(九)
RoH 验证有害物质
S 验
的含量
证
核准
供应来料附ROHS报告
85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正常 工作、外壳表面不变形为合格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件标号
版本
信赖性测试规范
页码
外观/功能
检测条件
合格条件
测0±2℃,湿度55±5%带子速度:50mm/s,3000mm/min固定载入:RCA系统175gf,3秒开/1秒关,要求纸袋的规格:60#密织平纹
(50次)不漏底材
OK
耐磨耗测试
使用EF74号橡皮,耐磨负荷500g,使用耐磨耗测验机测试1000次
不能生锈、腐蚀
OK
百格
以1.0mm切割导向辅助工具,用百格刀横竖垂直各划11线条。每一条划线必须露底材,后用3M-610黏贴。保证和薄膜有良好的接触,放置30min后,拿住胶带末端,以尽可能接近180°的角度,迅速的拉,以上动作最少重复20次
表面剥落≤5%
OK
不漏底材
OK
耐醇测试
折叠8层纱布,沾取95%的酒精加500g砝码在产品表面摩擦1000次
不漏底材
OK
硬度
6H三菱铅笔,笔尖磨平,45°加荷重750g直线向前移动约6.5mm
不能有划痕(铅笔下笔处除外)
OK
高低温测试
不同温度、时间条件下的测试条件
是否脆化
OK
盐雾测试
把测试样品放在35℃的盐雾中,72小时后用水洗净,放置室温中2小时,看是否生锈、腐蚀