信赖性测试标准.
CMTBF信赖性测试评估准则
光宝科技股份有限公司 文件名称:信赖性测试评估准则信赖性测试评估准则 ( Reliability Review Guideline )1 目的:1.1 为确保产品设计的信赖性,以及加强产品在市场之竞争力,建立〝零件额定使用率〞 ( Component Stress Test ) 及〝机种预估寿命〞(MTBF Prediction) 之信赖性准则,用以为厂内设计验证之依据。
1.2 提早介入及加速产品之成熟度。
1.3 避免上市后之风险。
2. 范围: 凡是本公司电源事业部所开发之产品均适用之。
3. 权责:3.1 零件额定使用率 ( Component Stress Test ) 及机种预估寿命 (MTBF Prediction) 由信赖性 工程师负责测试,Component Stress De-rating 之定义由设计部及信赖性共同定义。
3.2 测试样品由设计工程师负责提供,且须经过Bench Test 测试,或有机种之验证报告。
3.3 信赖性完成之测试报告须会签设计部及其部门主管认可后,才可对外发行。
3.4 信赖性完成之测试报告文件,均须透过DOC 才能对外发行。
4. 参考标准:4.1. 零件额定使用率参考准则 : ISO 9001 NPS-MD-P-013。
4.2. 机种预估寿命( MTBF )参考准则: MIL-STD-217F, Bellcore TR332 ISSUE 6。
5. 定义:MTBF ( Mean Time Between Failure ) :平均间隔失效时间。
MTBF = 1/p λ(p λFAILURE RATE)610* HOURS 6. 作业流程图:6.1 信赖性测试评估作业流程图如 附件17. 作业内容:7.1 新产品导入会议 ( Kickoff Meeting ):7.1.1 新机种由业务主导之新产品会议中决定: 7.1.1.1. 决定样品 ( SAMPLE ) 及其它资料日期. 7.1.1.2. BLUE BOOK 发出之日期.7.1.1.3. 信赖性工程师应于EVT 阶段开始执行评估, 且必须于Pilot run PCB 修改定案之前完成零件额定使用率之测试与评估, 以符合量产及客户的需求。
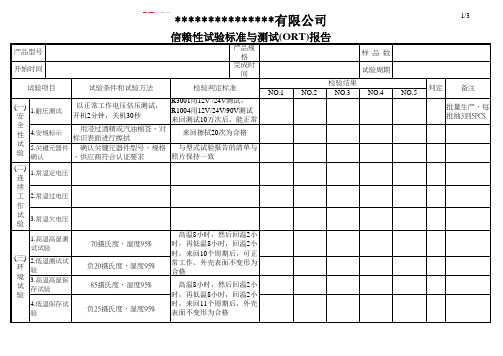
信赖性试验(ORT)报告
5 .7
A . B .
5
L O G
¦ r
§ Î
O ¼ e
:
° ª
F utu
r a
1 4
M
b
: 5 Bt
¦ r ¼ Ð
Å é · Ç
/ ¤ ½ Â ¾
¦ â
¥ q » Î
/ ¬ õ Â Å
+
© m
+ ¦ a
¦ W § }
- ² Ê -¤
¶ Â ¶ Â
¦ â
M 1 0 0 Y1 0 0
¦ âC
1 0 0 M
产品规格
样品数
完成时间
检验判定标准
用最小包装好的产品, 以最小包装盒的1角3棱6面 做跌落,各作10次,产品不 跛损,产品能正常工作为合
NO.1
NO.2
试验周期 检验结果
NO.3 NO.4
NO.5
判定
2/3 备注
1.Burn In (五) Room 寿 命 试 验
2.ON/OFF试验
开关机10万次
开机2分钟,关机30秒,开 关机10万次工作正常为合格
(三) 2.低温测试试
环验
境 试
3.高温高湿保 存试验
验
4.低温保存试
验
70摄氏度,湿度95% 负20摄氏度,湿度95% 85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正 常工作、外壳表面不变形为 合格
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回11个周期后,外壳 表面不变形为合格
/ ¬ õ Â Å
+
信赖性测试标准
5.1仪器型号: BYK GLOSS METER(20°,60°,85°) (注: 60°角─光轴入射角与反射角)
5.2标准板
6.操作程序:
6.1校正程序:
每次测量时若仪器存放了一段时间未使用,则应作仪器校正,其方法如下,按下“MODE”键,,按下“OPERATE”按钮10秒后,出现"CALIBRATION DONE!".按“MODE”读取校正片之光泽度值,如光泽度值与校正值相符,则从托架移出机台,准备操作.
耐溶剂测试
29
21
耐汗性测试
30
22
涂料粘度测试
31
23
涂料细度测试
32
24涂料比重测试33
25涂料固成分测试34
26涂料遮盖力测试35
APPROVED
CHECKED
PREPARED
BY
DATE
※※修订履历※※
REV.
ECN NO.
修订内容
备注
A
NC-00-0601
初版发行
李雪琴
B
NC-01-0181
7.4.欲测比较样,请按“BREAK”键至比较样模式,将比较样至于测色口,按背后的测色健测色即可比较色差(LCD上即为色差).
7.5.若需要其它色彩资料,请利用MENU键更改DISPLAY内容.
7.6.若有需要打印之资料,请按“PRINTER”(▲和▼同时按)即可(须要外接打印机并设定状态).
8.允收标准:
5.1打开电源开关(绿色按钮ON),按操作开关,可程序温度控制器开始显示,回水箱之水源开始补至储水箱,此时静待几分钟,以利水源补充至加湿桶及湿球杯.
※※目录※※
内容
1~2
信赖性测试方法与判定标准
2009-9-1
8
测试方法
盐雾试验
测试步骤:1.裁切2*6inch规格的试样,在工作空间 内使受试面与垂直方向成30o角 2.实验样品不得相互接触,它们间隔距离应不影响药 水自由降落到试样上,及一个试样的盐溶液不得落到 另外一个试样上。 3.根据试验要求完成任务,试验结束后用流动的水轻 轻洗去试样表面盐沉积物,再用纯水漂洗,水温不超 过35℃,最后用吹风机(冷风)对其干燥 4.实验条件为温度35℃±2,在工作空间任何区域用 面积80cm2的漏斗,平均每小时收集到1.0-2.0ml 的溶液。PH6.5-7.2,24HR
2009-9-1
4
公司哪些项目属于信赖性属于信赖性测试?
金属结合力
色牢度
盐雾试验
高低温试验
耐摩擦试验
2009-9-1
6
测试方法
金属结合力
操作步骤
3.1从测试布样上剪下3cm*25cm的试样; 3.2把摩擦轴放于撑柱上; 3.3放置测试布样,使其平整处于中心位置; 3.4将测试布样放置于试样台,用左右凸轮固定测试布; 3.5贴上3M 810文具胶,确保胶与布粘合牢固无气泡; 3.6放下摩擦轴,加上2kg荷重,把电源开关拔在“开”档,按下启动键; 3.7转动转动轴25周次,使摩擦轴从测试布上滑行50次,滑行面积 17.25cm2; 3.8取下荷重,撑起摩擦轴,以180度角度从测试布上匀速撕下胶带; 3.9将此胶带粘在干净白纸上或对照日光灯下,根据金属层的剥离情况,判 定金属结合力的等级。
盐雾试验、高低温试验
24hr 4级 高温高湿85℃、98%RH、96Hr;低温20℃、96Hr 0.1Ω ↓ OR 变化率 100% ↓
2009-9-1
15
注意事项
麦拉信赖性测试规范

制定部门 department 文件编号 Doc No
序号检测项目
质量&标准部 QM-WI-047
测试设备 及条件 测试目的
检验&测试作业
Work Instruction for Inspection & Testing Specification
版/次 Version 页码 Page
编制:
审核:
批准:
温度:20℃ +/-5℃ 验证产品表 3 膜厚测试 3件/天 湿 面印刷厚度 度:65%RH+ /-10%RH
膜厚仪
在被测产品上选择一块没有瑕疵的两 面擦拭干净,面积大于2平方厘米:膜 厚测试仪探头垂直直接角于被测面进 行测量.
厚度80um+20um为合格
温度:20℃ 测试产品粘 +/-5℃ 4 剥离力测试 胶粘接力的 1件/天 湿 大小 度:65%RH+ /-10%RH
判定依据
类型type 检查频率 测试设5 ℃,60%RH 初粘性测 标准状态 1 试 下待测品 需静置4小 时以上
验证产品便 面涂层和素 3件/天 材间的附着 强度
1.取样品长100mm以上,宽25mm,数量 3Pcs,将样品反贴于距离顶端100mm之 ,3-5秒内对照其滑落距离,是否在 斜坡上. 2.测定段从助滚段下端开始 相对应材质要求范围内,如在,则 初粘测试仪 算起,长度100mm范围内胶粘面. 初粘性合格,如不在,则初粘性不 3.根据不同材质选用所对应钢球号测 合格. 试,自斜坡顶端自然滑落 一般印刷面已往返30次达C级以上 标准为合格; A印刷面没有受到影响, B没有粉留在产品上; C印刷面没有有明显被擦掉的痕迹 以及一些杂质; D印刷面有很严重的擦掉的痕迹, 但还没有直接可见到素材底色; E印刷面被穿透,透底
手机信赖性测试
Reliability Testing信赖性测试适用于自主开发之手机产品或客户指定需做信赖性之手机产品.目的:信赖性之主要目的是确保产品在出厂前的可靠度及机械整合度符合既定之质量目标。
测试进行主要是为发现在产品设计阶段可能存在的设计,元器件,工艺等方面的潜在缺陷﹐而使之提早暴露于试验中﹐并借着这些试验结果作为各项改进之参考,从而提高产品的可靠性.参考标准1.0.1 国际电工委员会环境试验标准(IEC 68-2 ENVIRONMENTAL)1.0.2 中华人民共和国通信行业标准(YD/T 1215 —2002)职责2.1 品保部负责信赖性测试。
2.2 工程部负责缺陷分析。
测试样品选取:抽样数量参见各项测试规定。
样品从通过FQC检查的成品中随机抽取具体测试项目可视客户要求而定.测试项目一般包括下列内容: 一:功能测试1,将手机插入SIM卡并开机,检查手机是否开机,画面是否正常.2,开机完成,进入待机状态后,检查手机是否有网络,进入测试模式检测按键,扬声器,听筒,马达等功能是否正常.信号测试包括:射频载波功率,相位误差,频率误差,接受误码率等.二:温湿度验证(High Temperature & Humidity Test)1.验证目的:仿真在高温高湿下工作﹐各组件和零件电性能的承受力﹐提早发现不良而加以改善。
2.验证条件及数量:温度:65 ℃湿度:93%RH验证数量:16pcs时间:72Hrs3.验证程序:a.机台裸机并于关机状态下放置于温湿度柜支架上﹐机台之间不得相互堆置。
b.按照验证条件设置温湿度条件。
c.启动温湿度柜记录开始时间验证开始。
d.温湿度柜停止工作后﹐取出机台于室温中恢复1 小时后进行功能和信号测试。
4.判定要求:于本测试后﹐所有功能及信号测试应确保电气及机械完整性。
三:低温试验(Low Temperature Test )1 .试验目的:仿真在低温下工作﹐各组件和零件电性能的承受力﹐提早发现不良而加以改善。
NEC信赖性试验标准

5.半田付け条件(Soldering conditions )5.1 推奨IR リフロー温度プロファイル(Recommendable IR reflow soldering conditions)5.2 手はんだ付け条件: はんだコテ先温度:350℃、5秒間以内6.機械的・環境仕様(Mechanical & Environmental Specifications )6.1. 信頼性試験条件(Reliability Test Conditions ) 項 目(Item) 性 能 (Test Conditions & Criteria)半田付け性(Solderability) 半田付け性試験条件:試験温度:245℃±5℃、持続時間:5±0.5秒間、 半田:Sn(96.5%)/Ag(3.0%)/Cu(0.5%),Flux: #BF-190. RMA Type関連規格:MIL-STD-202 Method 208判断基準: 95%以上が新しい半田で覆われている事。
(95%over must be covered by new solder.)耐溶剤性(Resistance tosolvent)耐溶剤性試験条件:試験温度:20℃~30℃, Solvent: IPA (Isopropyl Alcohol) 関連規格:MIL-STD-202 Method 215 判断基準: 表示の判読が容易にできること。
(The indicated marking must be readable clearly)はんだ耐熱性(IR Reflow Test) 条件:試験温度:250℃±5℃、時間:217°以上:60-150秒間関連規格:MIL-STD-202F, 210A,B and maker’s standard.判断基準:電気的特性を満足する事。
&外観上の異常がない事。
LCM信赖性测试项目以及判定标准

LCM信赖性测试项⽬以及判定标准1.⽬的为规范我司信赖性测试,特制定本检验标准。
2.适⽤范围凡本公司内信赖性测试均适⽤。
3.职责实验室:按照测试申请条件和信赖性测试规范完成测试并输出试验结果。
4.缺陷区分及定义4.1.重缺: 显⽰或者功能缺陷,严重偏离规格,客户⽆法正常使⽤。
严重外观缺陷,严重偏离规格,客户⽆法正常使⽤。
4.3.轻缺:轻微偏离规格,不影响产品功能,但对产品外观有影响LCD:液晶显⽰屏;TP:触摸屏;LCM:液晶显⽰模组;CTP:电容触摸屏注:在区域 C 中有看得见的外观缺陷,但不影响产品质量及顾客产品组装,除崩边崩⾓按规格外,其它⼀般原则下是允许的,外观检验标准适⽤于 A 区、B 区。
客户有特殊要求时除外;5.检验⽅法,环境及检验⼯具5.1 检验⽅法5.1.1 在20—40W⽇光灯的照明条件下,样品离检查者眼睛约30cm处进⾏检查。
检验⽅向以垂直线前后左右45°(以时钟3点、6点、9点、12点)5.1.2检验者视⼒需达到标准视⼒1.0以上。
5.1.3检验者需戴静电⼿环、⼿套或者两⼿⼋个⼿指套。
5.1.4外观检验者以⽬视检查或以菲林对⽐卡⽐对。
5.1.5电性测试使⽤电测测架,主板,电源线及单⽚机。
5.1.6辉⾊度检测请参照样品,检测⽅法依照辉⾊度检验标准。
5.2 检验环境电测:照度为200LUX以下,外观: 照度为800LUX-1200LUX,每个画⾯检验时间:1秒-5秒5.3 检验⼯具电测测架,主板,电源线及单⽚机,菲林对⽐卡,游标卡尺,放⼤镜,滤光⽚,实体显微镜(必要时)等等。
5.4 检验顺序产品检验顺序按照先检验产品四周,再由上⾄下“Z”字型测试,如下⽰意图:5.5 环境类测试项⽬以及判定检验⽅法(测试条件可根据产品规格要求做调整变化)。
5.5.1 ⾼温⾼湿运⾏试验(THO)5.5.1.1 测试⽬的:测定长时间在⾼温⾼湿环境下LCD Module产品的运⾏情况,发现产品的潜在的不良,提供产品改善的依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
※ REAR COVER 的 BATTERY 安装面除外
5
指甲划伤
▶ 实验方法 1)把部品表面部分用指甲划一划→用抹布擦
▶ 判定基准
1)用指甲划过后不能脱膜,不能有指甲印
▶ 实验对象 : SET 状态下外部露出面( 注塑涂装/蒸镀, PRESS 后加工式样 )
※ 小件外(ex,Side Key,Cover,Deco.等)
▶ 判定基准
1)Rubber 原材料硬度管理基准 记录 承认原上,根据设定值 管理.
※热冲击/紫外线/高温高湿/盐水喷雾 实验后 满足管理基准.
▶ 试验对象:Main Cover 类 金属 + PC Insert 构造的 外装部品 ▶ 试验机 及 备品 : SPF 30 PA++ NIVEA AQUA PROTECT SUN SPRAY, 毛笔 (SEOJIN 社 BRUSH 701 15 号)
2)小件 KEY, KEYPAD, MAIN 类 面积较小部品 需使用 JIG(比 JIG 面高出) 上侧(参考图面)
▶ 判定基准
1) TOP COATING(上涂)不能掉落(平面基准)
※ 因橡皮擦的原因出现在表面的 SCRATCH 是允
▶ 实验设备/备品:硬度测试机(IMOTO 社 221D 简易式,1kgf),MITSU-BISHI 社 PENCIL, 沙纸(沙纸 400 号以上 ▶ 实验方法
▶ 判定基准
1 膜厚度
1)涂装(外裝), RUBBER : 上涂 → Min 15 ㎛ 以上 (KEY 部 外), Min 20 ㎛ 以上 (KEY 部), Urethane coating Min 20 ㎛ 以上,
※ 以最小厚度作为基准, 设定 SPEC(M
录
下涂 → 设定厚度 SPEC(Min ~ Max)后 记录在 承认原
醇 99.3%, 绒布(suede)
▶ 实验方法
5
浸染
1)以 200g 荷重用 PEN 在实验试料上以 20mm 长度(2 条) 划线 → 在高温高湿 CHAMBER 内放置 1hr
→ 常温下放置 1hr → 以 2kg 荷重 往返 15 回擦拭
▶ 判定基准
1)不能有浸染 (如设有限度须在限度范围内)
AF-1), OPP 粘贴 TAPE (KSA-1514 彗星 TAPE 25mm)
▶ 实验方法
1)5% NaCl, 35℃ 实验仪内放置 72hr → 水洗 → 消除水分 → 常温下放置 4hr 后
2)涂装(外裝), 印刷, RUBBER : 在部品上以 2mm 间距划棋格 → TAPE 粘贴后垂直方向强力拉 1 回
-.实验方法 : ASS'Y 状态下 追加进行耐化妆品实验 (2hr)
(ex. FOLDER UPPER : F/U & F/L & LCD(H/W 部品) ASS'Y)
-.判定基准 : 注塑无 CRACK
▶实验设备/备品 : 紫外线实验机, UV LAMP (SANKYO DENKI 社 15W, UV-B, 3 个月寿命), 黑色 绝缘 TAPE
4
双重注塑
▶ 实验方法 1) 将注塑部 BONDING 固定,再用 JIG 抓住 URETHANE NECK 部位(1mm 以下)拉
粘贴力
▶ 判定基准
1) 初期 3.0kgf 以下不能有脱离
2) 热冲击实验后 2kgf 以下不能有脱离
※ NECK 破损的情况判定为不良
▶ 实验对象 : SET 状态下 外部露出面
2)涂装(內裝) : 下涂, 上涂 → 设定厚度 SPEC(Min ~ Max)后 记录在 承认原上
▶ 实验设备/备品 : 刻刀(OLFA 社 Art Knife AF-1),OPP 透明粘合 TAPE(KSA-1514 彗星 TYPE 25mm)
▶ 实验方法
1)涂装(外裝), 印刷,RUBBER : 在部品上以 1mm 间距划棋格 → TAPE 粘贴后垂直方向强力拉 3 回
※WINDOW 背面印刷 LOGO 部 Mirror Silver/ Hologram 适用部 通电允许 (但.SET ESD 实验及气
无异常)
▶ 实验对象 : SET 状态下 露出在外部的 RUBBER 类部品 ▶ 实验设备/备品:(METHYL ALCOHOL)甲醇 99.3% 3 脱色检查 ▶ 实验方法
1)将部品在甲醇中浸泡 30 分钟 ▶ 判定基准
1)不能脱色
▶ 实验对象 : 小件类双重材质 双重注塑 部品
(EAR JACK COVER, IF CONN. COVER, T-FLASH COVER 等)
▶ 实验设备/备品 : PUSH-PULL GAUGE (STAND SPEED : 10cm/min) , 固定 JIG
1)把铅笔芯以圆柱形状露出约 3mm 同时把芯磨成平坦尖锐. 2)涂膜面和铅笔芯角度成约 45° → 实验机和实验面平行的取高度 SETTING→ 均匀的速度
把实验机往前移动约 10mm → 实验面和铅笔芯的位置更换后实施 2 回. 3)2 回中 1 回以上 SCRATCH 发生时铅笔硬度标示出来(在芯的同一位置只能进行 1 回) 4 铅笔硬度 ▶ 判定基准 1) 表面 SCRATCH 发生的水准 1H 以上(铅笔硬度 F 中不能有 SCRATCH)
▶ 实验条件 (KS D 9502 实验法)
a.NaCl(Sodium chloride) 99.5%, 三电纯药工业社
9
盐水喷雾
b.盐水浓度 : 5 % c.水 (Water) : 脱离子水 及 蒸馏水
d.实验温度 : 35℃±1℃
e.喷雾液 pH 值(35℃) : pH 6.5 ~ 7.2
f.喷雾压力 : 0.07-0.17 MPa (※ SEC 信赖性 : 0.098 ±0.01 MPa)
毛笔上不粘上防晒霜的状态下再用毛笔刷一遍 → 80℃ 80% chambel 24hr 放置 →
洗涤时用手将防晒霜清除掉 → 去除水分 → 常温下放置 4hr 后
※毛笔 5°角度 斜线方向涂布 (以 A 面 开始涂布)
6
耐化妆品
2)以 2mm 间距划棋格→ 粘贴 TAPE 后垂直方向强力拉 1 回
▶ 判定基准
▶ 判定基准
1)实验前/后不能有脱色,变色,龟裂,起泡,脱落,扭曲等的不良及被指押刮伤现象
2)TAPE 着脱后加工面不能有脱落 (不良 : 一个棋格的 2/3 以上面积掉落的时候)
▶ 实验设备/备品 : 盐水喷雾实验机, NaCl (sodium chloride 99.5%, 三电纯药工业), 刻刀(OLFA 社 Ar
共同事项 (环境有害物质,初期检查) 1. 环境有害物质
试验基准
依据@@电子制品内部环境管理物质运营规则(协力社用 0QA-2049)实验运营
2. 初期检查 No. 实验项目
实验条件以及判定基准
▶ 遵守无线(社) 受入检查规格 1 外观检查 ▶ 判定基准
1)关于外观的检查是无线(社) 受入检查规格来基准不能有不良.
▶ 实验设备/备品: 恒温恒湿机, SPF 30 PA++ NIVEA AQUA PROTECT SUN SPRAY, 毛笔(SEOJIN 社 BRUSH
号), 刻刀(OLFA 社 Art Knife AF-1), OPP 粘贴 TAPE (KSA-1514 慧星 TAPE 25mm)
▶ 实验方法
1) 用毛笔蘸取防晒霜后只在实验片的已 coating 面涂抹 → 常温放置 10 分钟 →
▶ 实验对象 :
1) 表面是非导电体部品
(WINDOW 背面印刷面,SLIDE HINGE 等金属 COATING 面,TOUCH KEY 式样的 INMOLD WINDOW 等)
2) TOUCH KEY 上组装的 KEYPAD 部品
▶ 实验设备/备品 : HIOKI 3454-11 (可测 1giga-ohm 以上的 TESTER) ,PROBE(Φ2) : 使用平面形状
2
XCUTTING
涂装(內裝) : 在部品上以 1mm 间距划棋格 → TAPE 粘贴后垂直方向强力 1 回 ※ Tape 面是否以 1mm cell 粘贴,用肉眼确认后垂直拉
▶ 判定基准
1)TAPE 着脱时无加工面的脱离 (不良:一个棋格的 2/3 以上面积掉落的时候)
▶ 实验设备/备品 : 印刷寿命实验机, 产业用橡皮擦 6.2*150mm, (METHYL ALCOHOL)甲醇 99.3% ▶ 实验方法
※ 特殊情况如下 -.无涂装部品(注塑件腐蚀式样) :F 以上 -.SF 涂料 / 无涂装镜面式样 : HB 以上 -.包含 WINDOW VIEW AREA 的 MAIN 双重注塑 : 2H 以上
-.小件 KEY, KEYPAD, MAIN 类 面积较小部品实验排除
▶ 实验设备/备品: 浸染实验仪, 恒温恒湿机,油性 PEN(Monami namepen.F 中字大小用,BLACK),(METHYL AL
No.
实验项 目
实验条件以及判定基准
▶ 实验设备/备品 : 涂膜厚度测量仪, MICRO METER (0.001mm)
▶ 实验方法
1)活用测量仪以及 SECTION(EPOXY MOLDING)测量涂膜厚度(实测厚度为基准)
※ 承认原上附加测量数据时 添加测量 POINT 图片 (Cpk Film 测量 DATA 以 30ea 部品基准来测量)
▶ 试验方法:
1) 用毛笔蘸取防晒霜 涂布 Coating 区域 → 常温 放置 60 分钟
8
残余应力 试验
2) 毛笔 45°角度 斜线方向涂布 (以 A 面 开始涂布) ※涂装 分散区间 除外
▶ 判定基准
1) 试验前后试料对比 注塑无 Crack. 2) 每 5 分钟 确认 有无 Crack.