钢材及焊缝无损检测报告模板(超声法)
【工程表格模板】钢结构超声波探伤检测报告(无表式)
注:探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊 缝计算百分比,且探伤长度不应小于200mm,当焊缝长度不足200mm时,应对整条 焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数 计算百分比,探伤长度应不小于200mm,并不少于1条焊缝。 2. 钢网架 焊接球焊缝的5%,且不应少于3个; 焊缝无损检测,检测比例为每种钢管规格的5%。 四、仪器设备 名称、型号、仪器设备检测设定及参数。 五、检测结果。001-1996
-1996
焊
条
钢结构超声波探伤检测报告(无表式)
GD2105006
内容 : 一、工程概况 工程名称、地点、委托单位、检测日期、报告编号等 二、 检测依据 《钢结构工程施工质量验收规范》 《钢焊缝手工超声波探伤方法和探伤结果的分级》 《压力容器无损检测》 《螺栓球节点钢网架焊缝超声波探伤及质量分级法》 《焊接球节点钢网架焊缝超声波探伤及质量分级法》 《建筑钢结构焊接技术规程》 三、取样数量 l. 普通钢结构(轻钢、桥梁、钢屋架、空间钢结构)如下表: 一、二级焊缝质量等级及缺陷分级 焊缝质量等级 内部缺陷超声波探伤 评定等级 验收等级 探伤比例 内部缺陷射线探伤 评定等级 验收等级 探伤比例 一级 Ⅱ B级 100﹪ Ⅱ AB级 100% 二级 Ⅲ B级 20﹪ Ⅲ AB级 20% GB 50205-2001 GB 11345-89 JB 4730-94 JG/T 3034.2-1996 JG/T 3034.1-1996 JGJ 81-91
超声波检测检测报告样表

焊缝超声检测报告
工件部件名称板厚δ=18mm 部件编号材料牌号Q235 表面状态研磨焊接方式手工焊检测区域现场对接焊缝坡口型式
器材及参数仪器型号PXUT-350+ 检测方法直射和一次反射法探头型号215P15X13 K2评定灵敏度DAC-16dB
试块型号CSK-IA RB-3 扫描方式锯齿形
耦合剂□喷√□刷□浸□浇表面补偿4dB
扫描调节深度1:1 检测面单面双侧
技术要求检测比例50% 合格级别II级检测标准JB/T4730-2005 检测工艺编号/
检测部位缺陷情况序
号
焊缝
长度
mm
检测结果
返修
备注
一次返修二次返修超次返修
最终
长度
mm
扩检
长度
mm
最终
级别
(级)
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
1A 22666 12410 / II
2A 22666 12410 / II
缺陷及返修情况说明检测结果
1.本台产品返修共计/ 处,最高返修次数/ 次。
2.超标缺陷部位返修后经复检合格。
3.返修部位原缺陷情况见焊缝超声波检测评定
表。
1、本台产品焊缝质量符合II级的要求,结果合格。
2、检测部位详见超声波检测位置示意图(另附),各部
位检测情况详见超声波检测评定表。
报告人(资格)
年月日审核人(资格)
年月日
检测专用章
年月日
产品编号:。
钢结构焊缝超声波检验报告
构件编号
型号规格
(mm)
检验部位
钢板
厚度
(mm)
检验
长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
12mm
300
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
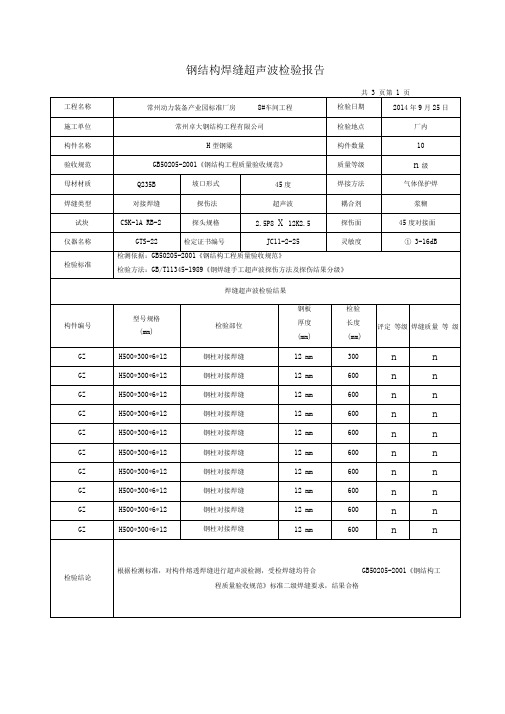
钢结构焊缝超声波检验报告
共3页第1页
工程名称
常州动力装备产业园标准厂房8#车间工程
检验日期
2014年9月25日
施工单位
常州卓大钢结构工程有限公司
检验地点
厂内
构件名称
H型钢梁
构件数量
10
验收规范
GB50205-2001《钢结构工程质量验收规范》
质量等级
n级
母材材质
Q235B
坡口形式
45度
焊接方法
气体保护焊
检验 长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
1Байду номын сангаасmm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
超声波检测报告单

监理员:
检测员:
日 期:
备注:报告单一式两份,监理员与检测员各留存一份。
超声波检测报告单表五
工程名称
地点\桩号
钢管壁厚
坡口形式
V型
检测比例
焊接方法
手工焊
检测方法
UT B级
检测标准
合格标准
二级
1.详细绘出钢制件焊接示意图(包括钢制件在道路上的具体位置、钢管口径、焊缝与焊缝的间距,焊缝与法兰的间距、焊缝数量等)
2.沟槽无积水,焊缝打磨符合检测要求。
3.监理员须在现场等候或与检测员一同前往。
钢结构焊缝超声波探伤检测报告

(检验专用章)
批准
校核
检验
本表由检测机构提供,建设单位、施工单位、城建档案馆各保存一份。
钢结构焊缝超声波探伤检测报告
钢结构焊缝超声波探伤检测报告
委托编号
检验编号
工程名称
收样日期
委托单位
检验日期
建设单位
报告日期
施工单位
使用部位
见证单位
见证人
材质
检验规程
仪器型号/编号
焊缝种类
验收标准
探头
表面状态
焊缝级别
试块
坡口形式
合格级别
探伤方法
表面补偿
检验等级
扫查方式
定量灵敏度
耦合剂
检测面
检验结论
备注
检测பைடு நூலகம்
钢管超声波探伤报告

V型坡口
补偿(dB)
4dB
缺陷总长
0
焊接方法
手工电弧焊
检查面状况
打磨良好
返修情况
无返修
探 伤 面
焊缝单面双侧
探伤时机
焊后24小时
检测结果
合格
焊缝宽度
12-14㎜
探头参数
2.5P8×12K2
实测m
Z1
3089mm
Z2 H1
2700mm
焊缝编号
缺陷深度
MDJ7
MDJ4
MDJ5 MDJ6
2700㎜
缺陷深度
波幅dB
缺陷指示长度
缺陷性质
评定
备注
MDJ1
/
/
/
无应记录缺陷
BI级
合格
MDJ2
/
/
/
无应记录缺陷
BI级
合格
MDJ3
/
/
/
无应记录缺陷
BI级
合格
MDJ4
/
/
/
无应记录缺陷
BI级
合格
MDJ5
/
/
/
无应记录缺陷
BI级
合格
MDJ6
/
/
/
无应记录缺陷
BI级
超声波检测报告
工程名称:XXXXXXXXXX工程
设备名称:出水钢管(制作)
检测时间:2022年5月25日
报告编号:GYNY[2020525]
焊缝超声波探伤报告
工程名称
XXXXXX工程
仪器型号
CTS—9006
图 号
钢管名称
出水钢管-01#
探头型号
2.5P8×12K2
焊缝检测报告
焊缝检测报告
焊缝检测报告
检测日期:xxxx年xx月xx日
检测地点:XXXX工地
一、检测目的
本次焊缝检测旨在对焊接工艺进行评估,确保焊接质量符合相应标准和要求,提供工程质量的保证。
二、检测焊缝
本次焊缝检测的对象为工地现场焊接的钢结构焊缝,包括各种连接节点和焊缝。
三、检测方法
本次焊缝检测采用了多种方法,包括目视检查、超声波检测和X射线检测。
四、检测结果
1. 目视检查结果
通过目视检查,焊缝表面无裂纹、夹渣、气孔等缺陷。
焊缝整体形态良好,无明显的凹凸不平或脱焊现象。
2. 超声波检测结果
超声波检测结果显示,焊缝中无明显的内部缺陷,声速和声阻抗均匀,符合焊接质量的要求。
3. X射线检测结果
X射线检测结果显示,焊缝中无明显的未焊透或未焊合现象。
焊接连接部位的金属熔合结合良好,焊缝强度满足相关标准要求。
综上所述,本次焊缝检测结果显示,焊缝质量良好,符合相关标准和要求。
五、建议意见
基于本次检测结果,建议对焊接质量进行进一步加强和控制,保证焊接工艺的标准化和规范化。
同时,建议定期对焊接点进行检测,确保焊接质量的稳定。
六、检测人员
本次检测由XXX公司的专业检测人员进行,具备相关资质和经验。
备注:本次焊缝检测报告仅对目前现场焊接情况进行检测,不对后续使用过程中产生的缺陷负责。
检测结果仅供参考,具体的焊接质量需要根据实际情况进行综合判断。
管道焊口超声检测报告
管道焊口超声检测报告一、检测对象:本次超声检测的对象是一条新焊接完成的管道,总长度为XXX米,使用焊接工艺为XXX,焊接材料为XXX。
二、检测方法:采用超声波探伤仪对管道焊口进行全面检测,主要包括探测焊缝的尺寸、焊缝内的缺陷,并根据国际标准XXX进行评定。
三、检测参数:1.超声探头型号:XXX2.模式:脉冲回波法3.探头频率:XXXMHz4.声速:XXXm/s四、检测结果:1.焊缝尺寸测量结论:根据超声波探测仪的测量结果,本次管道焊接的焊缝尺寸达到了要求。
焊缝的宽度在设定的标准范围内,没有出现明显的偏差或变窄现象。
2.缺陷检测结论:本次管道焊口超声检测共发现XX处焊缝缺陷,缺陷类型主要包括焊缝内夹杂物、疏松、气孔等。
- 焊缝内夹杂物:共检测到X处夹杂物,夹杂物尺寸在Xmm以内,未对焊缝强度产生明显影响。
-疏松:检测到X处疏松,疏松程度在X%以内,未对焊缝的力学性能产生明显影响。
- 气孔:检测到X处气孔,气孔尺寸在Xmm以内,未对焊缝的密封性和强度产生明显影响。
3.评定标准:根据国际标准XXX,对管道焊口超声检测的结果进行评定。
根据检测结果,该焊缝超声检测等级为XXX级,符合标准要求。
五、检测结论及建议:根据本次超声检测结果,管道焊接的焊缝尺寸满足要求,但存在少量焊缝缺陷。
根据国际标准评定结果,该焊缝符合标准要求。
建议:1.对于存在夹杂物的焊缝,建议进行清理、打磨等处理,以提高焊缝质量。
2.对于存在疏松现象的焊缝,建议进行补焊或其他强化措施,以提高焊缝强度。
3.对于存在气孔的焊缝,建议进行打孔处理,并进行重新焊接,以确保焊缝的密封性。
六、附件:本报告附有焊缝超声检测过程中的实时图像、波形图等,具体内容详见附件。
134钢结构焊缝超声波检验报告
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵敏度
检验标准
焊缝超声波检验结果
构件编号
型号规格
(mm)
检验部位
钢板厚度(mm)
检验长度(mm)
缺陷评定等级
焊缝质量等级
检验结论
批准:审核:校核:检验:
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
委托单位
检验日期
施工单位
检验地点
见证单位
见证人
样品名称
样品数量
验收规范
质量等级
母材材质
坡口形式
焊接方法
焊缝种类
表面状态
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵
批准:审核:校核:检验:
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
委托单位
检验日期
施工单位
检验地点
见证单位
见证人
样品名称
样品数量
验收规范
质量等级
母材材质
坡口形式
焊接方法
焊缝种类
表面状态
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵敏度
检验标准
焊缝超声波检验结果
钢结构超声波探伤报告
钢结构超声波探伤报告一、引言。
钢结构在工程中扮演着重要的角色,而其安全性和可靠性对于工程的稳定运行至关重要。
超声波探伤作为一种非破坏性检测技术,被广泛应用于钢结构的质量检测和缺陷评估中。
本报告旨在对某钢结构进行超声波探伤检测,并对检测结果进行分析和总结,为钢结构的安全运行提供参考依据。
二、检测对象及方法。
本次超声波探伤检测的对象为某钢结构,检测方法采用了常规的超声波探伤技术。
具体操作步骤为,首先,利用超声波探伤仪器对钢结构进行扫描,获取超声波信号数据;然后,对数据进行分析和处理,识别出可能存在的缺陷和问题;最后,根据分析结果进行评估和判定。
三、检测结果分析。
经过超声波探伤检测,我们发现了钢结构中一些可能存在的缺陷和问题。
具体包括,局部腐蚀、焊接接头质量不佳、疲劳裂纹等。
这些问题可能会对钢结构的强度和稳定性产生影响,需要及时采取相应的修复和加固措施。
四、问题解决建议。
针对上述发现的问题,我们建议采取以下措施进行修复和加固,对于局部腐蚀,应及时清理并进行防腐处理;对于焊接接头质量不佳,应重新进行焊接或加固处理;对于疲劳裂纹,应进行局部补强或更换受损部位。
同时,还需要对整个钢结构进行全面的安全评估和监测,确保其在运行过程中的安全性和可靠性。
五、总结。
通过本次钢结构超声波探伤检测,我们发现了一些存在的问题,并提出了相应的解决建议。
超声波探伤技术作为一种有效的非破坏性检测手段,对于钢结构的质量评估和安全监测具有重要意义。
希望本报告能为相关部门和工程人员提供参考,促进钢结构的安全运行和可靠性保障。
六、致谢。
在本次超声波探伤检测过程中,得到了相关部门和工程人员的大力支持和配合,在此表示诚挚的感谢。
七、参考文献。
[1] 超声波探伤技术在钢结构检测中的应用,XX杂志,20XX年。
[2] 钢结构安全监测与评估手册,XX出版社,20XX年。
以上为钢结构超声波探伤报告内容,谢谢阅读。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
/
/
/
检
测
部
位
示
意
图
/
备注
1、检测的构件已安装成型,检测的焊缝外观基本无异常。
2、NI:无应记录缺陷,RI:有应记录缺陷,UI:有应返修缺陷。
钢材及焊缝无损检测(超声法)检测报告附页
试验室名称:/报告编号:/
工程名称
试块
CSK-IA
检测等级
B级
依据标准
GB/T 11345-2013、
GB/T 50621-2010
序号
构件名称(编号)
检测部位(编号)
检测长度
检测结果
备注
1
1#
构件中部
554mm
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
钢材及焊缝无损检测(超声法)
检测报告
报告日期:2019年01月29日
钢材及焊缝无损检测(超声法)检测报告
试验室名称:/报告编号:/
工程名称
/
委托/任务编号
RW-2019-0142
委托单位
/
样品编号
2019-0142-0001
施工单位
/
设计单位
/
监理单位
/
检测地点
室内
构件名称
对焊钢板
构件编号
/
构件状态
表面打磨至光洁
检测环境条件
现场
检测比例
/
检测日期
2019年01月29日
设计要求
/
检测类别
超声探伤
检测依据
1、《钢结构现场检测技术标准》GB/T 50621-2010
2、《焊缝无损检测超声检测技术、检测等级和评定》GB/T 11345-2013
3、《焊缝无损检测超声检测验收等级》GB/T 29712-2013
4、《钢的弧焊接头缺陷质量分级指南》GB/T 19418-2003
5、《钢结构工程施工质量验收规范》GB 50205-2001
6、《钢结构焊接规范》GB 50661-2011
7、《公路桥涵施工技术规范》JTG/T F 50-2011
8、设计图纸及相关技术资料
检测项目
分项检测结论及存在问题
超声波检测
1、检测构件共1件,检测焊缝共1条,检测焊缝总长554mm。
/
构件名称
对焊钢板
焊缝种类
●平板○环缝○T型○管座
焊接方式
●手工电弧焊○CO2保护焊
○埋弧焊
材质
/
仪器名称
超声波探伤仪(自编号:17-56)
仪器型号
BSN9008
钢板厚度
30mm
探头规格
K2.0
检测方式
○垂直●斜角●单探头○双探头○串列探头
检测面
钢板表面,修整
耦合剂
机油
扫描调节
●深度○水平○声程比例:1:1