电炉选型
电炉选型

炼钢电弧炉技术与PHU MY钢厂电炉炉型选择1. 概述近年来,炼钢电弧炉技术有了长足的进步,直流电弧炉、高阻抗电弧炉、带废钢预热的竖式电弧炉及连续炼钢电弧炉等由于其独特的技术和良好的操作得到了不同程度的推广和使用。
开发和使用新炉型的根本出发点都是基于下列三种目的:最大限度地节能降耗;提高电炉设备的生产能力;减少并控制电炉生产对环境的影响。
(1)为最大限度地节能降耗,可采取如下技术措施:交流电炉改为直流电炉,降低电极消耗和电能损失;利用高温烟气对废钢进行预热,可最大程度地利用化学热和炉气显热预热废钢,节能降耗。
具有代表性的炉型有竖式交/直流电弧炉,Consteel炉等。
电炉采用喷吹助熔及二次燃烧技术,装备碳氧烧嘴、碳氧枪设备来强化冶炼,可充分利用化学能以达到节电和降低总能耗的目的。
代表性炉型有Danarc炉等。
(2)提高设备生产能力现代电炉钢厂基本采用“三位一体”或“四位一体”短流程工艺,因此,要求电炉必须和精炼炉、连铸机及后部轧机系统协调一致,以保证整条生产线的连续性,实现多炉连浇。
所以电炉的冶炼时间一般缩短在1小时左右,电炉的生产能力可得到极大的提高从而获得最佳的经济规模,取得最大的经济效益。
提高变压器的功率水平,采用废钢预热、喷吹碳-氧进行强化冶炼及双炉壳电炉技术都有利于缩短冶炼时间,提高电炉的生产能力。
(3)减少和控制电炉生产对环境的影响电炉生产对环境的影响主要集中在以下三个方面:烟气及有毒气体对空气的污染;电炉的噪音危害;电炉冶炼对电网冲击造成的闪烁。
Consteel电炉和竖式电炉由于废钢预热的温度比较高,一般在600~700℃,废气中的有害气体基本上可以得到较完全地燃烧而不裂解为有害气体污染周围环境。
直流电弧炉要求的电网容量一般为变压器容量的40倍,小于传统交流电弧炉80倍的要求,因此在同样电炉容量情况下,直流炉的“闪烁”值仅为交流炉的45~50%。
此外,直流炉电弧稳定,噪音也比交流炉低15~20dB.高阻抗电弧炉由于串入电抗器,减少了电流波动,减轻了闪烁和谐波对电网的干扰。
常用热处理炉型的选择

常用热处理炉型的选择
炉型应依据不同的工艺要求及工件的类型来决定
1.对于不能成批定型生产的,工件大小不相等的,种类较多的,要求工艺上具有通用性、
多用性的,可选用箱式炉。
2.加热长轴类及长的丝杆,管子等工件时,可选用深井式电炉。
3.小批量的渗碳零件,可选用井式气体渗碳炉。
4.对于大批量的汽车、拖拉机齿轮等零件的生产可选连续式渗碳生产线或箱式多用炉。
5.对冲压件板材坯料的加热大批量生产时,最好选用滚动炉,辊底炉。
6.对成批的定型零件,生产上可选用推杆式或传送带式电阻炉(推杆炉或铸带炉)
7.小型机械零件如:螺钉,螺母等可选用振底式炉或网带式炉。
8.钢球及滚柱热处理可选用内螺旋的回转管炉。
9.有色金属锭坯在大批量生产时可用推杆式炉,而对有色金属小零件及材料可用空气循环加热炉。
常见电炉分类

常见电炉分类感应电炉按电源频率可分为高频炉、中频炉和工频炉三类;按工艺目的可分为熔炼炉、加热炉、热处理设备和焊接设备等;按其结构形式、传动方式等也可进行分类。
常用的感应电炉习惯上归纳为有心感应熔炼炉、无心感应熔炼炉、真空感应熔炼炉、感应淬火设备和感应头热设备等。
1.有心感应熔炼炉有心炉以有穿过感应线圈的铁心而得名,又因热源是一环绕的金属沟槽,故又称为槽式炉。
有心炉又可分为开槽式和闭槽式两类,开槽式已基本被淘汰,现在的有心炉多为闭槽式。
有心炉主要用于铜、铝、锌等有色金属及其合金的熔炼和保温以及用于铸铁保温等。
该炉型具有加热速度快,电、热效率高,功率因数高,金属烧损少,熔炼成本低,设备投资少(为无心炉的1/2~1/3),操作方便等一系列优点。
但是,在开始使用时炉内要有起熔体,所以起炉和改换金属品种困难,故只适用于单一品种和大批量金属的连续熔炼和保温。
2.无心感应熔炼炉无心炉的命名是相对有心炉而言,其金属液盛于一坩埚中,故又名坩埚炉。
此种炉型主要用于特种钢、铸铁、有色金属及其合金的熔炼和保温。
无心炉具有熔炼温度高、杂质污染少,合金成分均匀、劳动条件好等许多优点。
与有心炉相比,无心炉起炉和改换金属品种比较容易,使用较灵活,但其电、热效率远比有心炉低。
无心炉由于表面温度低,不利于要求高温造渣工艺的熔炼。
无心炉有高频、中频和工频之分。
(1)高频无心炉高频无心炉容量一般在50公斤以下,适用于实验室和小规模生产中供熔炼特种钢和特种合金之用。
(2)中频无心炉中频无心炉的容量和功率都比高频炉大。
主要用于特种钢、磁性合金和铜合金等的熔炼。
这种炉子由于需要昂贵的变频设备,所以在一些较大容量的场合已改用工频无心炉。
但是,和工频炉相比,中频炉也有其独到之处。
如对于同样容量的炉子,中频炉的输入功率比工频炉大,所以熔化速度比较快,中频炉在冷炉起熔时不需要起炉块,金属液可以全部倒出等,所以使用时比工频炉灵活方便;另外,中频熔炼炉溶液对坩埚冲刷轻些,对炉衬有利。
家用电锅炉怎么选购
家用电锅炉怎么选购
导语
在选购家用地暖电锅炉前,请务必先测量房间的实际面积和高度。
在咨询制造商时,务必提供房间的具体面积和高度。
以下内容将介绍家用电锅炉的选型要点:
一、选服务
大多数人认为,厂商在推销产品时,往往夸大其优点,并在售后服务方面作出各种承诺,但真正兑现承诺的却为数不多。
因此,在选购时应注重以下服务:
恒温控制、定时开关机,合理利用电能
温度可调范围广(40℃-80℃),比燃煤更省
多重保护措施,保证安全(双重漏电保护、防干烧保护)
不污染室内空气
超温某,保障安全
升温快、热效率高,开机1分钟内,热水即可循环至暖气片
二、选功率
同一品牌通常提供不同功率的电锅炉。
功率过大,容易造成资金和能源浪费;功率过小,则无法满足采暖需求。
电供暖炉出口温度应在70℃ 以上,暖气片温度可在 30 分钟内达到 75 摄氏度以上。
无压水暖循环系统可同时供暖多个房间,且无干燥感,无需加湿。
电供暖炉在加热过程中采用了先进的设计,在冬季采暖中发挥着重要作用。
三、选技术
选购电壁挂炉时,应重点关注核心部件、加热技术和配件选择。
发热体核心技术应为水电分离,可有效防止水垢生成,延长使用寿命,减少热衰减。
控制系统的稳定某和循环泵的选用也是至关重要的。
25000KVA硅铁电炉开炉方案
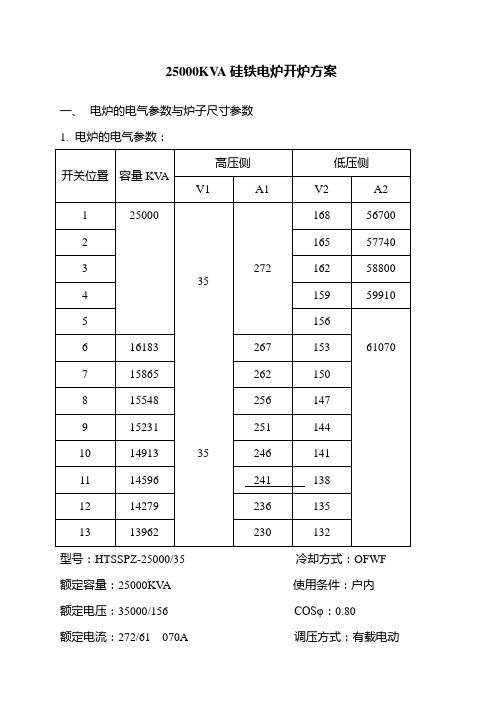
25000KV A硅铁电炉开炉方案一、电炉的电气参数与炉子尺寸参数1.电炉的电气参数:型号:HTSSPZ-25000/35 冷却方式:OFWF 额定容量:25000KV A 使用条件:户内额定电压:35000/156 COSφ:0.80额定电流:272/61 070A 调压方式:有载电动相数:3 有功功率:0.84 连接标号:2、电炉的尺寸参数及功率密度3、电炉其它参数3、1电极采用组合把持器。
3、2电极工作行程:1000mm3、3电极最大行程:2100mm3、4烟道直径:φ 2200mm3、5烟道高度:26 m3、6料管直径:φ400 mm3、7冷却水用量:270 t/h二、烘炉1、烘炉前的准备工作1、1电炉的供电、导电系统、电极升降、压放系统等机电设备,冷却系统均要进行检查和试车,所有设备经空载和有载(小负荷)运转正常方可烘炉。
由于是冬季开炉,一定要作到在投料后少出现事故。
1、2炉底中心、极心圆圆心和炉盖中心必须处于同一垂直线上(偏差小于15mm)方可烘炉。
1、3准备好炉上、炉下使用的各种工具以及两个干燥好的铁水包。
1、4准备烘炉木材4吨,及40吨大块冶金焦(φ100 mmφ200mm)1、5电极糊采用密闭糊,要求糊块度小于100 mm,粉末筛除。
1、6每根电极下平铺黏土砖三层,电极座在其上。
1、7导电元件下沿距炉口平面250—300 mm。
1、8电极压放的系统处于上限200 mm左右。
1、9每根电极用22 mm的圆钢做一个焦烘铁笼高1900mm,纵向间距35 mm 每400mm高焊接固定带,两个半笼组合,便于拉出,1、10外露电极壳用电钻或电焊机打φ5-6mm的孔,每个孔距大约100mm,便于挥发物挥发。
1、11装电极糊糊柱高度应至保护屏上沿500mm,经常监测,专人负责。
1、12炉底用细缝糊涂一层厚10 mm的保护层,炉墙碳砖外露部分砌一层黏土砖,避免氧化。
1、13将把持器冷却水量控制在正常水量的1/4,电极冷却风机停开。
1800kVA钢玉电炉设备选型

定 了设 备 选型 。
关 键词 : 电熔法制氧化锆; 烟气量; 混风; 收尘
18 0 k 0 VA t e a e F r a eDe u tn S e lJ d u n c d s i g
建 材 世 界
d i1 . 9 3 ji n 1 7 -0 6 2 1 . 4 0 1 o :0 3 6 /.s . 6 4 6 6 . 0 2 0 . 4 s
21 0 2年
第 3 3卷
第 4 期
18 0k A 钢 玉 电炉 设 备 选 型 0 V
史 辉
( 国建 材 国际工程 集 团有 限公 司 , 中 深圳 5 85 ) 104
SH JH
( iaTru h Itr ain l gie rn o, t S e z e 1 0 4, ia Chn imp n en t a o En n e ig C L d, h n h n5 8 5 Chn )
Ab t a t Th sp p rc c ltsa d a aye h u ou r d cd d r n fcu i fse l a ef r a c sr c : i a e a ua e n n lzst efmev lmnp o u e u i ma u a trn o te d u n n e g n g j
式 中 , 为烟气 量 , Nm。hVa 混 入 的 冷 空气 量 , /; 为 Nm。h C / ; g为 烟 气 在 t 及 t 的平 均 比热 的平 均 值 , 时 k a Nm。・℃ ; a cl / C 为混 入空 气在 t 及 t 时 的平 均 比热 的平均 值 ,clNm。 ka/ ・℃ ; £ 为混 入冷 空气 后 的烟气
电炉容量和座数的确定
电炉容量和座数的确定在进行电炉炉型设计之前首先要确定电弧炉的容量和座数,它主要与车间的生产规模,冶炼周期,作业率等因素有关。
在同一车间,所选电炉容量的类型一般认为不超过两种为宜。
座数也不宜过多,一般设置一或二座炉子。
为了确定电炉的容量和座数,首先要估算每次出钢量q :y Q q ητ8760=(t) (6-8)式中Q -车间产品方案中确定的年产量,吨;τ-冶炼周期,小时;η-作业率,年作业天数100%年日历天数η=⨯一般η=90~94%;y -良坯收得率 ,连铸一般95~96%;然后根据估算出的每次出钢量来选择电炉容量和座数。
要使车间各个电炉每次出钢量的总和稍大于或等于q 。
一般力求选用较大容量的电炉,大炉子技术经济指标较好,热损失和电耗较小。
在同一车间内所选电炉容量的类型不宜过多,一般认为不超过两种为宜,类型过多对车间的设备配置,配件的准备,炉子维修都有困难,一般按表6-5选择炉子容量。
表6-5 炼钢电弧炉系列及其主要技术性能中国冶金行业网 序号 型号 额定容量(t ) 最大容量(t ) 变压器容量(KV A ) 熔池尺寸(mm ) 炉壳直径(mm ) 炉膛直径(mm ) 二次电压(V ) 1HX─20202490003300⨯66042003400300~140十三级以上 2 HX 2─20 20 24 90003300⨯6604200 3400300~140十三级以上 3 HX 2─30 30 36 125003700⨯7404600 3800330~150十三级以上 4 HX 2─50 50 60 180004250⨯10005200 4350366~160十三级以上 5 HX 2─75 75 85 250004800⨯11005800 4950400~170十三级以上 6 HX 2─100 100 110 320005300⨯12206400 5400440~180十三级以上炉子座数:一个车间内的炉子座数也不宜过多,一般车间内设置一、二座炉子,对生产管理是有利的,要力求少,否则车间内生产调度复杂。
式加热炉炉型及关键设备的设计选择
4结论
(1)我国电弧炉炼钢近几年来不断发展,2008年电 炉钢产量达到6 340万t;但是我国电炉钢在粗钢总产量 中所占比重不断下降,到2008年以后降至10%左右,远 低于世界约30%的平均水平,有很大提升空间。 (2)电弧炉炼钢的能源供应包括电能和辅助能源,随 着电弧炉容量的增加、生产速率的加快,电弧炉炼钢过 程中使用辅助能源日益受到重视。 (3)我国电弧炉炼钢要缩小与世界先进水平的差距, 必须在节能降耗、缩短冶炼周期上大力发展电弧炉炼钢 节能技术,主要有电弧炉容量大型化,优化炉料结构技 术,节电技术,强化冶炼技术,余热利JH技术等。
2.3.1
ห้องสมุดไป่ตู้
阀体结构及动作方式 单通阀体积小,安装方便,阀板通常是旋转运动的。
ale
described and analysed,and then put forward
design;key
equipment;material seleciton
在世界能源日益紧缺的情况下,国家大力推行节能 减排技术。蓄热式燃烧技术是通过蓄热体实现了烟气余 热的极限回收,能够将高炉煤气等低热值煤气用作轧钢 加热炉燃料,同时对于高热值煤气,蓄热式燃烧方式最 大程度地降低了烟气带走热量,使得加热炉热效率大幅 提高。因此,在国内轧钢加热炉领域,蓄热式燃烧技术
500
1.1全蓄热式烧嘴供热炉型
该炉型的所有烧嘴均为蓄热式烧嘴,为全炉单蓄热 或全炉双蓄热烧嘴。此种炉型最大的优点是能够有效地 利用高炉煤气等低热值煤气,很大程度上解决了轧钢加 热炉对高热值煤气的依赖;不设常规烟道,空气(煤气) 预热器及常规排烟混凝土烟囱,节省一次性投资;热回 收率高,所有排放的烟气温度均降低至1 80℃左右,回 收了大量烟气余热;因为不需要设置空气(煤气)预热 器,助燃风机出口压力可适当降低,与同等产量的常规 加热炉相比,助燃风机功率小,电耗降低。理论上全蓄 热式烧嘴供热炉型比常规烧嘴供热炉型所同收的烟气余 热多出约17%,余热回收效果显著。 但全蓄热炉型也存在以下不足:炉压较难控制,炉 头易冒火;耐材施工质量和烧嘴的安装工序要求非常严 格.否则易出现炉墙发红、窜火等情况,严重影响加热
中频电炉型号参数
中频电炉型号参数1.额定功率:中频电炉的额定功率是指设备正常运行时的工作功率,一般单位为千瓦(kW)。
额定功率的大小直接影响到电炉的加热效果和能耗。
2.频率范围:中频电炉的频率范围一般为1kHz至20kHz,频率的选择取决于加热材料的性质和工艺要求。
一般来说,频率越高,加热速度越快,但渗透深度相对较小。
3.加热容量:中频电炉的加热容量指电炉能够同时加热的材料的重量或体积。
加热容量的大小决定了电炉的生产效率和加热效果。
4.加热温度:中频电炉的加热温度是指可以达到的最高温度。
不同应用场景中的中频电炉加热温度要求各不相同,因此在选择型号时需要根据具体需求确定加热温度范围。
5.控制方式:中频电炉的控制方式有手动控制和自动控制两种。
手动控制需要操作人员手动调节加热功率、加热时间等参数,而自动控制可以通过预先设置的程序来实现自动调节。
6.加热材料:中频电炉可以加热各种金属材料,包括铁、钢、铜、铝、锌等。
不同的加热材料有不同的导电率和磁导率,因此在选择中频电炉型号时要考虑加热材料的特性。
7.安全性能:中频电炉的安全性能是一个重要的指标。
常见的安全性能包括过流保护、过温保护、线路短路保护等,这些保护机制可以保证设备在异常情况下自动停止工作,防止事故发生。
除了上述的参数外,还有一些其他的特殊需求可以根据具体应用场景进行选择,比如是否需要防氧化处理、是否需要特殊形状的加热线圈等。
综上所述,中频电炉的型号参数包括额定功率、频率范围、加热容量、加热温度、控制方式、加热材料、安全性能等。
在选择中频电炉型号时,需要根据具体需求确定相应的参数,以满足工艺要求和提高生产效率。
2电弧炉炉型设计
2电弧炉炉型设计2.1电弧炉炉型设计电弧炉是电路炼钢车间的核心设备,电炉设计的好坏直接影响到炼钢生产的顺利与否。
如果设计不合理造成先天性缺陷,一旦投产就很难再做改动,所以对于电炉设计应予以重视。
2.1.1电弧炉炉型电弧炉炉型是指炉子内部空间的形状和尺寸,不同的熔炼炉因工作条件不同,供热热源不同而有不同的内部空间。
电弧炉近于球形体,从减少散热面出发,以球形为最好。
现代电弧炉炉体中部是圆筒形,炉底为弧形,炉顶为拱形。
作为发热体,电极端部的三电弧位于炉内中心部位。
电弧炉设计应保证高的生产率,电能、耐火材料、电极等消耗要低,同时要满足冶金反应顺利进行,故应考虑以下因素:(1)选用大功率变压器;(2)保证高的热效率和电流效率;(3)采用高质量的耐火材料砌筑材料;(4)炉子各部分形状和尺寸设计布局合理;(5)炉子熔炼室容积能一次装入堆比量中等的全部炉料;(6)炉子倾斜10°~20°能保证钢液顺利流出。
2.1.2熔池的形状和尺寸电弧炉的大小以其额定容量来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
实际生产过程中,随着熔炼炉数的增多,熔池容积逐渐增大,装入量或者出钢量也就不断增加。
另外生产中还经常用提高炉门槛即造假炉门槛的办法来增加炉产量,这样就出现了超装问题,一般认为吵装20%50%为宜,不宜超装太多,大电弧炉基本上都不超装。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
(1)池的形状其形状应有利于冶炼反应的顺利进行,砌筑容易,修补方便。
目前使用的多为锥球型熔池,上部分为倒置的截锥,下部分为球冠。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉破便于补炉,炉坡倾角45°,其优点如下○145°角叫自然锥角,砂子等松散材料成堆后的自然锥角正好也是45°(2)熔池尺寸计算○1熔池容积V池。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炼钢电弧炉技术与PHU MY钢厂电炉炉型选择
1. 概述
近年来,炼钢电弧炉技术有了长足的进步,直流电弧炉、高阻抗电弧炉、带废钢预热的竖式电弧炉及连续炼钢电弧炉等由于其独特的技术和良好的操作得到了不同程度的推广和使用。
开发和使用新炉型的根本出发点都是基于下列三种目的:
•最大限度地节能降耗;
•提高电炉设备的生产能力;
•减少并控制电炉生产对环境的影响。
(1)为最大限度地节能降耗,可采取如下技术措施:
•交流电炉改为直流电炉,降低电极消耗和电能损失;
•利用高温烟气对废钢进行预热,可最大程度地利用化学热和炉气显热预热废钢,节能降耗。
具有代表性的炉型有竖式交/直流电弧炉,Consteel炉等。
电炉采用喷吹助熔及二次燃烧技术,装备碳氧烧嘴、碳氧枪设备来强化冶炼,可充分利用化学能以达到节电和降低总能耗的目的。
代表性炉型有Danarc炉等。
(2)提高设备生产能力
现代电炉钢厂基本采用“三位一体”或“四位一体”短流程工艺,因此,要求电炉必须和精炼炉、连铸机及后部轧机系统协调一致,以保证整条生产线的连续性,实现多炉连浇。
所以电炉的冶炼时间一般缩短在1小时左右,电炉的生产能力可得到极大的提高从而获得最佳的经济规模,取得最大的经济效益。
提高变压器的功率水平,采用废钢预热、喷吹碳-氧进行强化冶炼及双炉壳电炉技术都有利于缩短冶炼时间,提高电炉的生产能力。
(3)减少和控制电炉生产对环境的影响
电炉生产对环境的影响主要集中在以下三个方面:
•烟气及有毒气体对空气的污染;
•电炉的噪音危害;
•电炉冶炼对电网冲击造成的闪烁。
Consteel电炉和竖式电炉由于废钢预热的温度比较高,一般在600~700℃,废气中的有害气体基本上可以得到较完全地燃烧而不裂
解为有害气体污染周围环境。
直流电弧炉要求的电网容量一般为变压器容量的40倍,小于传统交流电弧炉80倍的要求,因此在同样电炉容量情况下,直流炉的“闪烁”值仅为交流炉的45~50%。
此外,直流炉电弧稳定,噪音也比交流炉低15~20dB.
高阻抗电弧炉由于串入电抗器,减少了电流波动,减轻了闪烁和谐波对电网的干扰。
下面就Consteel电炉,Fuchs竖式电炉及高阻抗电弧炉作一简单的介绍和比较。
2. Consteel电弧炉
2.1 Consteel电弧炉的技术特点
Consteel电弧炉的最大特点是:
•采用了连续式废钢加料及预热器,可以实现连续加料、连续废钢预热,并且可减少烟尘的排放量。
•电炉采用较多的留钢操作,预热后的废钢加入电炉后被高温钢水熔化,电弧的主要作用为钢液升温和保持钢水温度稳定,因此,电弧操作稳定。
•炉门采用水冷氧枪。
Consteel炉炼钢工艺流程为:废钢料场—电磁吊—加料皮带机—废钢档料板—动态密封器—废钢预热板—连续加料车—电炉,入炉的废钢可以预热到540~600℃。
电炉烟气的流程为:炉内烟气—废钢预热段—余热燃烧室—冷却器—布袋除尘器。
电炉烟气基本得到完全燃烧,有效地控制了废气及毒气的排放;同时,由于烟尘在废钢预热段得到沉积,所以进入布袋的烟气量减少25%。
2.2 Consteel电炉的业绩及操作指标
世界上第一台Consteel电炉于1990年7月在Florida钢厂投产,电炉公称容量74t,每炉产钢约44t,留钢30t,变压器容量为24000KW,冶炼周期约50min。
1995年一季度操作结果见下表:
已投产的几座Consteel电炉的操作记录为:
Consteel 炉的主要优点:
•设备费用省
变压器容量和同容量电炉相比较低,电气费用省;吨钢烟尘量低,除尘布袋节省40%,投资少。
•操作成本低
利用废钢预热,电能消耗可降低~100kwh/t钢;由于电炉炉内留钢多所以冶炼过程中熔池平稳,电极不易折断,一般电极消耗在1.7kg/t。
•环境污染得到控制
由于可监测并控制废气的温度和氧含量,CO可完全燃烧,并避免形成dioxin,二次燃烧室及烟气冷却器保证排放烟气满足当地的环境
要求。
•由于供电电网中电炉负载非常稳定,闪烁大幅度减少,冶炼电弧平稳,噪音也比较低。
2.3 Consteel电炉建设需满足的条件
•总图布置上要有足够的废钢配料场及废钢进料线。
•车间内要布置废钢连续加料及预热装置,要留有足够空间及长度。
3.竖式(Fuchs)电弧炉
3.1竖式电弧炉的主要技术特点
•竖式电弧炉由于配备竖式废钢预热器,废钢在熔化前可被加热到~800℃。
•竖式电炉装备有炉壁烧嘴,用来强化冶炼和预热废钢,烧嘴可分别布置在炉壁和废钢预热器内,一般安装6~8支。
•竖式电炉配备水冷氧枪机械手向炉内喷吹氧气。
•炉壁安装有特殊设计的水冷喷枪向熔池面上喷氧,以进行二次燃烧操作。
•底吹系统可吹Ar(N2)进行钢水搅拌。
3.2 竖式电炉的种类
竖式电炉根据发展过程可分为单炉壳、双炉壳和指式单炉壳竖式电炉,其中指式竖炉废钢预热效果最佳。
单炉壳竖式电炉无法实现连续废钢预热,现基本不推荐使用。
我国95年建成的张家港润忠钢厂的电炉即为90t单炉壳竖式电炉。
双炉壳竖式电炉共用一套电极臂供电,最大限度地利用了变压器能力,减少了停电时间,但仍然无法实现废钢连续预热。
指式竖式电炉为新研制生产的电炉,竖炉内装有支承废钢的手指,可实现废钢连续预热,节能效果明显。
3.3 竖式电炉的业绩及操作指标
自第一套竖式电炉于1988年在丹麦投产以来,约有10多台投入生产。
我国于1995年11月投产了第一台竖式电炉,其变压器容量为65MVA,配备了8个烧嘴,设计年产钢水67万t。
主要操作指标为:
瑞士投产的70t指式竖式电弧炉操作指标为:
从两种竖式电炉的操作指标来看,指式竖式电炉优于单炉壳竖式电炉。
3.4竖式电炉的优缺点
优点:
①竖式电炉由于配备废钢预热装置、烧嘴和碳氧枪,操作指标比较好,电耗可达300~340kwh/t;
②冶炼周期比较短,易于和连铸机匹配实现连浇;
③电炉冶炼预热废钢,闪烁降低,操作平稳。
缺点:
①设备庞大,比常规电炉设备重量增加~25%,投资高;
②电极臂和炉盖各有一套回转系统,组成复杂,维修工作量大;
③竖井顶部高度可达16~18m,加上料篮高度和吊车极限,轨顶标高可达26~28m,厂房投资增加;
④竖炉占地面积较大,预热器和电极、炉盖传动系统分别布置在两侧,布置密闭罩困难,噪音大;
⑤竖式电弧炉容量一般在80t以上,适用于年产量大的炼钢厂。
4.高阻抗电炉
4.1高阻抗电弧炉的技术特点
高阻抗电弧炉的技术特点是在变压器一次侧和电网之间串接饱和电抗器或非饱和电抗器来减少对电网闪烁的影响,降低电炉二次侧电流,减少电极消耗。
为了大幅度提高化学能输入强度,电炉配备了底吹风口,侧吹氧—燃枪及熔池表面采用二次燃烧技术,工艺上采用长弧泡沫渣冶炼技术,不仅提高了电炉的生产效率,降低了电极消耗和电能损耗,缩短了冶炼周期,而且能更好地和连铸机匹配。
4.2高阻抗电弧炉的业绩和操作指标
高阻抗电弧炉中比较有代表性的是意大利Danieli的Danarc电弧炉,该种电弧炉在意大利及欧洲市场使用较多,我国淮阴利淮钢铁有限公司和南京钢厂各引进1台。
高阻抗电弧炉的典型性能表
在意大利Danarc 电弧炉取得了显著效果:
—高生产率,102吨/小时;
—短冶炼周期,47分钟(平均);
—低的能源消耗,295kWh/t;
—低电极消耗,1.4kg/t;
—闪烁减少35%。
意大利PITTINI 厂的电炉为85t,日产24~27炉钢,冶炼周期平均为51min,氧耗为22~27 m3/t,电极消耗1.6~2kg/t,炉底布置5根吹氧枪,侧壁布置4根机械手氧燃喷枪,熔池上方设置2根二次燃烧喷枪。
淮阴70t电炉变压器为60MVA+20%,炉门和炉墙上设置4支氧燃
烧嘴,同时设置炉门氧枪机械手,采用了电弧炉底吹氩技术。
操作指标:平均冶炼周期60min,电耗410kwh/t。
南京钢厂70t 电炉和淮阴钢厂差不多,变压器亦为60MVA+20%。
4.3 高阻抗电弧炉的优点
①高电压、低电流操作,降低电极消耗50%;
②电弧稳定性高,输入功率高,电能损失小;
③降低了电极电流波动,减轻了对电网的电压闪烁和谐波干扰;
④采用氧燃烧嘴及二次燃烧技术,提高了化学能量输入强度,缩短了冶炼时间,节约了电能,降低了电极消耗。
5.中国引进建设Consteel电炉情况
6. 几种炉型基本参数和消耗指标比较见下表
7.结语
上述几种炉型各有其优缺点,但是从节能降耗、缩短冶炼周期、提高经济效益角度看,应首选Consteel和Fuchs炉。
如果从废钢预热、电网容量、环境保护及投资等各个方面综合考虑,综合各国电炉生产实践,PHU MY钢厂炼钢电炉炉型选择为Consteel是比较合适的。