美国哈挺数铣中心 quest 编程指南
美国哈挺数铣中心 QUEST 副主轴编程

副主轴常规编程E字E轴( 副主轴) 绝对坐标位置大部分G代码与常规编程一致。
副主轴M代码:代码定义M07 主副轴相位同步M32 主副轴同步M33 副主轴正转M34 副主轴反转M35 副主轴停止,冷却液关M56 松开副轴夹持装置M57 闭合副轴夹持装置M65 每转进给采用副主轴反馈M69 副主轴内部夹紧模式M70 副主轴外部夹紧模式M76 副主轴驱动关M77 副主轴驱动低扭矩M78 副主轴驱动正常扭矩注:如机床配有VDI30刀架,则M68 副主轴内部夹紧模式M69 副主轴外部夹紧模式M70 副主轴定位M71 主轴定位副主轴基本的编程格式操作部分N____(__________); 顺序号及括号中的附加信息G10 P0 Z-____ 从程序中输入工件偏置G97 S____ M33(或)M34 P2; 设定主轴速度及方向M98 P2; 调用安全子程序T____; 指定刀位及刀补X____ Z-____ M8; 快速移动到起点,冷却液开_____________________________________________________________________如果采用恒定表面速度G50 S____; 限定副主轴最高转速G96 S____; 设定表面速度_____________________________________________________________________如果采用刀尖半径补偿G1 G41(G42) X____ Z____ F____; 进行刀尖半径补偿,需要一段空运行_____________________________________________________________________ G1 G99 X____ Z____ F____; 加工_____________________________________________________________________ X____ Z____; 刀具退出工件M98 P2; 调用安全子程序M1; 选择停止_____________________________________________________________________ M30; 程序结束安全子程序:O0002;G0 G40 G97 G98 M65;T0;X____ Z-____;M99;工件传递工件传输一般有三种方式:如需要主副轴相位同步则在以下程序的含有M32程序段的下面单独插入一段(M07)1.工件在主轴切断传递至副主轴N____; 顺序号及括号中的附加信息G10 P0 Z-____; 从程序中输入工件偏置G97 S____ M14 P1; 设定主轴速度及方向M98 P1; 调用安全子程序T____; 指定刀位及刀补X____ Z____ M32; 快速移动到起点,主副轴同步G50 S____; 限定副主轴最高转速G96 S____; 设定表面速度M56; 副主轴夹头松开G0 E____; 副主轴快速定位M77; 副主轴驱动低扭矩G1 G98 E-____ F____; 进给至传递设定点G4 U0.2; 暂停M57; 副主轴夹头夹紧G4 U0.2; 暂停M76; 副主轴驱动关M78; 副主轴驱动正常扭矩G1 G99 X____ F_____; 切断G53 E#5025; E轴位置确认G4 U0.2; 暂停G0 G53 E_____; 副主轴返回原点X____; 刀具X方向出毛坯M98 P1; 调用安全子程序M1; 选择停止2.工件在主轴传递至副主轴N____; 顺序号及括号中的附加信息G10 P0 Z-____; 从程序中输入工件偏置G97 S____ M14 P1; 设定主轴速度及方向M98 P1; 调用安全子程序M32; 主副轴同步M56; 副主轴夹头松开G0 E-____; 快速至传递设定点M77; 副主轴驱动低扭矩G4 U0.2; 暂停M57; 副主轴夹头夹紧G4 U0.2; 暂停M76; 副主轴驱动关M21; 主轴夹头松开G4 U0.2 暂停M78; 副主轴驱动正常扭矩G53 E#5025; E轴位置确认G0 G53 E_____; 副主轴返回原点M98 P1; 调用安全子程序M1; 选择停止3.工件在副主轴传递至主轴N____; 顺序号及括号中的附加信息G10 P0 Z-____; 从程序中输入工件偏置G10 P0 E-____; 从程序中输入工件偏置G97 S____ M14 P1; 设定主轴速度及方向M98 P1; 调用安全子程序M32; 主副轴同步M21; 主轴夹头松开M36; 主轴吹气开G0 E-____; 快速至传递设定点M77; 副主轴驱动低扭矩G4 U0.2; 暂停M22; 主轴夹头夹紧G4 U0.2; 暂停M37; 主轴吹气关M76; 副主轴驱动关M56; 副主轴夹头松开G4 U0.2; 暂停M78; 副主轴驱动正常扭矩G53 E#5025; E轴位置确认G0 G53 E_____; 副主轴返回原点M98 P1; 调用安全子程序M1; 选择停止。
美国哈斯CNC转 台 操 作 手 册

LIMITS and EXCLUSIONS of WARRANTY
Except as provided above, buyer agrees that all warranties express or implied, as to any matter whatsoever, including but not limited to warranties of merchantability and fitness for a particular purpose are excluded. Components subject to wear during normal use and over time such as paint, window finish and condition, light bulbs, seals, chip removal system, etc., are excluded from this warranty.
This Warranty Certificate supersedes any and all other agreements, either oral or in this writing, between the parties hereto with respect to the warranties, limitations of liability and/or damages regarding the Machine or Components, and contains all of the covenants and agreements between the parties with respect to such warranties, liability limitations and/or damages. Each party to this Warranty Certificate acknowledges that no representations, inducements, promises, or agreements, orally or otherwise, have been made by any party, or anyone acting on behalf of any party, which are not embodied herein regarding such warranties, liability limitations and/or damages, and that no other agreement, statement, or promise not contained in this Warranty Certificate shall be valid or binding regarding such warranties, liability limitations and damages.
CNC哈斯机器操作指南

开机启动 Start Up Procedure
1. 在关机状态下,按绿色的“Power On(开机)”按钮,机器随之进入 启动状态,请耐心等待。 If the machine is off, press the green “POWER ON” button. This will begin a startup cycle that may take a few minutes to complete.
5. 按“SELECT PROG(选择程序)”键。 Press “SELECT PROG” key.
18
从USB导入程序 Loading a Program into Memory From USB
显示屏上会显示程序内容。如果程序内容背景色是蓝色,按两次“MEM (记忆)”按键使其转换为白色。只有当程序内容背景色为白色时,才表 示程序即将启动。 The program will appear in the upper left window of the display screen. A white background means the program is ready to run. If the background is blue, press “MEM” key to activate.
31
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
7. 按“ENTER(输入)”键。 Press the “ENTER” key.
32
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
8. 利用方向键在屏幕上选择刀具种类:铣刀,钻头,丝攻。选好以后, 按“ENTER(输入)”键。
HASS立式加工中心控制键功能说明
机床启动/关闭机床的启动:拉上电闸→按下紧急停止(EMERGENCY STOP)→按下通电按钮(POWER ON 绿色按键)→机床启动后后拉上紧急停止(EMERGENCY STOP)按钮→重复按“复位”键(RESET)消除警报→按“当前指令”键(CURNT COMDS)可显示当前程序细节机床轴回零:启动后必须先对机床的轴回零后才能进行其他机械操作。
按下“回零”键(ZERO RET)进入回零模式→按下“所有轴”按钮(ALL AXES)则X.Y.Z轴返回到机床原点。
按下“回零”键(ZERO RET)进入回零模式→输入需要回零的轴的名称(X.Y.Z)→按下“单轴”按钮(SINGL AXES)则该轴返回机床原点。
机床的关闭:按下紧急停止(EMERGENCY STOP)→按下断电按钮(POWER OFF 红色按钮)→拉下电闸主要键位的说明和功能CYCLE START (循环开始):运行一个程序,也可以在图形模式下开始程序。
FEED HOLD(进给暂停):停止所有轴的运动。
注意:主轴仍然继续传动。
RESET(复位):机床停止(轴,主轴,冷却泵和换刀装置停止运行)。
POWER UP/RESTART(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
RESTORE(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
MEMORY LOCK KEY SWITCH(存储器锁定器开关):在转到锁定位时可防止操作员对程序进行编辑和修改设置。
SECOND HOME BUTTON(第二原位按钮):加速所有轴到工作补偿G129指定的坐标。
步骤如下:首先Z轴回到机床零点;然后移动X和Y轴;之后,Z轴移动到它的第二原点。
除DNC模式,该功能在所有模式中都能进行。
WORK LIGHT SWITCH(工作灯开关):开启机床内的工作灯。
功能键(FUNCTION KEYS)F1-F4: 根据不同的操作模式,这些键有不同的功能。
美国哈挺数铣中心 quest 编程指南

常规编程●程序就是确定机床的主轴、刀架的动作和一些辅助功能的指令的组合,以达到零件得到加工的目的。
这些指令以程序语言编写,含有一系列程序段(一行程序)。
一个程序段含有一个或几个数据字。
程序段是程序的最基本的单元。
每段结束必须含有结束符-分号(;)一程序段的字可依照任何合适的顺序。
但Hardinge推荐下列顺序:/, N, G, X, Z, U, W, B, C, I, K, P, Q, R, A, F, S, T, M●轴的命名:●X轴直径编程(非常重要)●小数点编程(非常重要)常用的数据字O字程序号O4N字顺序号N4G字准备功能代码G3X字X轴绝对坐标位置X±3.3U字X轴增量移动U±3.3Z字Z轴绝对坐标位置Z±3.3W字Z轴增量移动U±3.3F字进给率S字主轴速度T字选择刀位及刀补T4M字辅助功能代码M3常用G代码代码组别定义G00 1 快速定位模式G01 1 直线插补G02 1 顺时针圆弧插补G03 1 逆时针圆弧插补G04 0 暂停G1O 0 从程序中进行补偿值设定G20 6 英制数据输入G21 6 公制数据输入G28 0 返回参考点G32 1 螺纹切削(导程不变)G40 7 取消刀尖半径补偿G41 7 刀尖半径补偿(右补偿)G42 7 刀尖半径补偿(左补偿)G50 0 G96(CSS)中限制主轴最高转速RPM(转/分) G65 0 用户宏程序调用G70 0 自动精加工循环G71 0 自动外圆粗加工循环G72 0 自动端面粗加工循环G73 0 自动粗加工仿形循环G74 0 自动钻孔循环(固定深度)G75 0 自动切槽循环G76 0 自动螺纹切削循环G90 1 固定外圆切削循环G92 1 固定螺纹切削循环G94 1 固定端面加工循环G96 2 恒定表面速度G97 2 直接RPM(转/分)编程G98 5 进给率(英寸/分,毫米/分)G99 5 进给率(英寸/转,毫米/转)“0”组代码为非模态代码常用M代码代码定义M00 程序停止MO1 选择(任意)停止M03 主轴正转M04 主轴反转M05 主轴停止,冷却液关M08 冷却液开M09 冷却液关M13 主轴正转,冷却液开M14 主轴反转,冷却液开M21 松开主轴夹持装置M22 闭合主轴夹持装置M27 内部夹紧模式M28 外部夹紧模式M29 刚性攻丝模式M30 程序结束,光标返回程序号处M44 刀架双向分度M45 刀架单向分度M48 进给率倍率开关及主轴速度调整可调整M49 进给率倍率开关及主轴速度调整不可调整M64 每转进给采用主轴反馈M84 尾架前进M85 尾架回退到中间设定位置M86 尾架回退HOME位置M98 调用子程序M99 子程序结束,返回主程序选项M代码M25 接料器退回M26 接料器伸出M36 主轴吹气开M37 主轴吹气关基本的编程格式O____; 程序号G20(或)G21; 选择公、英制_____________________________________________________________________操作部分N____(__________); 顺序号及括号中的附加信息G97 S____ M13(或)M14 P_; 设定主轴速度及方向M98 P1; 调用安全子程序T____; 指定刀位及刀补X____ Z____; 快速移动到起点_____________________________________________________________________如果采用恒定表面速度G50 S____; 限定主轴最高转速G96 S____; 设定表面速度_____________________________________________________________________如果采用刀尖半径补偿G1 G41(G42) X____ Z____ F____; 进行刀尖半径补偿,需要一段空运行_____________________________________________________________________ G1 G99 X____ Z____ F____; 加工_____________________________________________________________________ X____ Z____; 刀具退出工件M98 P1; 调用安全子程序M1; 选择停止_____________________________________________________________________ M30; 程序结束安全子程序:O0001;G0 G40 G97 G98 M64;T0;X____ Z____;M99;S字使用:G50 S____ 转/分G96 S____ 米/分G97 S____ 转/分F字使用:G98 F____ 毫米/分G99 F____ 转/分T字使用:T××××前两位代表刀位号后两位代表刀补号●G00 快速定位格式:G00 X____ (和/或)Z____ ;X轴28000毫米/分,Z轴38000毫米/分,Y轴6000毫米/分,E轴38000毫米/分●G01 直线插补格式:G01 X____ (和/或)Z____ F____;X轴28000毫米/分,Z轴38000毫米/分,Y轴6000毫米/分,E轴38000毫米/分●G02 顺时针圆弧插补格式:GO2(G03) X____ Z____ R____;X、Z圆弧终点坐标R圆弧半径或G02(G03) X____ Z____ I____ K____X、Z圆弧终点坐标I:X方向圆弧起点至圆弧中心的距离、K: Z方向圆弧起点至圆弧中心的距离●G04 暂停格式:G04 X____ 单位:秒G04 U____ 单位:秒G04 P____ 单位:毫秒,无小数点G1O 从程序中进行补偿值设定1.从程序中进行工件偏置设定:格式:G10 P0 X0 Z-____Z:工件偏置值2.从程序中进行刀具补偿值设定:格式:G1O P× X___ Z___ R___ Q___其中×:1~32 磨损补偿号10001~10032 几何补偿号X:刀具在X方向的磨损补偿(当×:1~32)刀具在X方向的几何补偿(当×:10001~10032) Z:刀具在Z方向的磨损补偿(当×:1~32)刀具在Z方向的几何补偿(当×:10001~10032) R:刀具的刀尖半径值Q:象限号G74自动钻孔循环(恒定深度)格式:X____ Z____;(起始点)G74 R____;G74 G99 Z(W)____ Q____ F____;R: 回退量W: 增量Z: 孔的最深点的坐标Q: 每次钻孔的深度,(无小数点,单位μ)F: 进给率例:孔径为10mm,Z为40mm,Q为15000,N7;G97 S1000 M13 P1;M98 P1;T0707;X0. Z2.;G74 R.5;G74 G99 Z-40. Q15000 F0.1;M98 P1;M1;O9136 不定深度的深度钻孔循环格式:X____ Z____;G65 P9136 K____ B____ F____ W____ C____ A____ ;G65:调用宏程序P9136:宏程序号 9136 (深孔钻削)K: Z 轴终点坐标(绝对值)B:开始进给增量值F:进给率(毫米/转)W:第一刀钻削深度C:最小钻削深度A:在后退点处的暂停时间(秒)例:孔径为5mm,Z为40mm,B0.5mm,F为0.06mm,W为12mm, C为2mm,A为0.5秒N7;G97 S1600 M13 P1;M98 P1;T0707;X0. Z2.;G65 P9136 K-40. B0.5 FO.O6 W12. C2. A0.5;M98 P1;M1;● 插入倒角 格式:,C____● 插入圆角 格式:,R____ 例:G1 G99 X0 Z0 F.1; X18. ,C1.; Z-20. ,C1.; X36. ,R1.5; Z-40. ,R1.2; X50. ,R1.; Z-____;角度编程 格式:,A____例1:X0 Z0; X20.;Z-28. ,A35.; Z-____;例2:X0 Z0; X20.;X59.21 ,A35.; Z-____;例3:X0 Z0; ,A90.;X59.21 Z-28. ,A35.; Z-____;刀尖半径补偿1. 要使用刀尖半径补偿,编程时要使用格式中的“如果采用刀尖半径补偿”选项。
美国哈挺数铣中心quest 操作指南
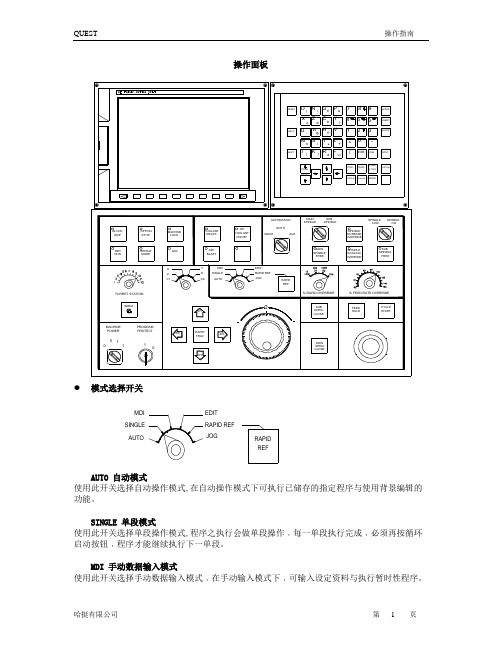
操作面板模式选择开关AUTO 自动模式使用此开关选择自动操作模式,在自动操作模式下可执行已储存的指定程序与使用背景编辑的功能。
SINGLE 单段模式使用此开关选择单段操作模式,程序之执行会做单段操作﹐每一单段执行完成﹐必须再按循环启动按钮﹐程序才能继续执行下一单段。
MDI 手动数据输入模式使用此开关选择手动数据输入模式﹐在手动输入模式下﹐可输入设定资料与执行暂时性程序。
REF RAPID JOG RAPID REF EDIT AUTO SINGLE MDIEDIT 编辑模式使用此开关选择编辑模式﹐在编辑模式下可输入新的程序或编辑、查看已存储的程序。
RAPID REF 快速返回参考点手动选择所需返回参考点的轴。
再按 按钮,所选择的轴将快速返回参考点。
注意:必须先 X 轴返回参考点。
JOG 手动操作模式使用此开关选择手动操作模式﹐在手动操作模式下可从面板之操作开关﹐操作轴的移动。
主轴运转及手动换刀等动作。
特殊模式BLOCK SKIP 段跳跃此按钮开关由操作者选择使用与否﹐在选择有效之情情况下﹐程序单段前如有(/)符号之单段将被忽略不执行。
M01 选择性停止注意!! 此操作开关依操作者之需要作选择﹐当开关的指示灯亮时表示M01功能有效﹐在M01 功能有效情况下: (1) M01 单节被执行。
(2) 各轴与主轴会停止。
(3) 切屑水停止与进给暂停指示灯亮。
(4) 按循环启动按钮开关后﹐程序继续执行。
进给暂停指示灯熄灭。
MACHINE LOCK 机械锁定此按钮开关可由操作者做选择﹐当指示灯亮时表示此功能有效﹐在机械固定机能有效情况下﹐所有移动轴会被终止﹐但程序可继续执行。
DRY RUN 程序空运行当操作者按下此按钮开关时﹐指示灯亮﹐在自动模式下执行程序﹐则程序内指定的进给率将被忽略﹐而以机床参数设定的50inch/min(1260mm/min)的进给率执行程序﹐在此开关灯灭时﹐则恢复程序内指定之进给率﹐此按钮开关仅在自动模式下有效。
哈挺TALENT 6-45车床在VERICUT中的建立与仿真

哈挺TALENT 6/45车床在VERICUT中的建立与仿真WS132一:前言VERICUT是美国CGTech公司的代表产品。
是一种运行在Windows或UNIX 平台计算机上的先进专用数控加工仿真软件。
其主要功能有:工件模拟验证与分析、刀具路径最佳化、机床与控制系统仿真。
VERICUT采用了先进的三维显示与虚拟现实技术,对数控加工过程模拟达到了极其逼真的程度。
本文将结合生产实际情况,讲解如何在VERICUT 5.4中建立哈挺TALENT 6/45车床,并且进行NC程序效验的方法。
二:机床的建立TALENT 6/45 是哈挺公司生产的精密数控车床,采用整体具有高刚性和稳定性的45度斜床身,使用标准12工位双向垂直刀塔,可安装20mm的左手或右手方刀柄,圆刀柄最大直径为32mm。
X、Z轴快速进给速度为30m/min,X轴正向行程为2mm(直径),负向行程为-306mm(直径),Z轴正向行程为2mm,负向行程为-407。
尾座为莫氏4号,最大快速进给速度为7.6m/min,最大行程为341mm。
控制系统为 fanuc 0i-TC 系统。
主轴最高转速为6000r/min。
最大回转直径(最大)457mm。
主轴端面至转塔表面距离500mm,主轴中心至转塔中心为337mm。
操作步骤如下:1.建立新文件运行VERICUT软件,在Properties中设定新文件单位为millimeter,其他为默认设定。
更改视图类型为Machine/cut Stock,视角为H-ISO。
2.建立车床组件模型(1) 在Component Tree中建立如图所视的结构树。
建立Z Liner与Z(1) Liner 时,因为机床是45度床身,所以改变 Liner Component 的Angles 为0 045 。
在Component Attributes中改变Z Liner 和X Liner 的Max feedvelocity 为30000mm/min。
QUEST3D教程06

Quest3D教程目录:第一节:Quest3d软件初步认识与虚拟现实技术了解第二节:从3DMax导入模型与熟悉Quest3d界面第三节:实现第一个可漫游场景与理解Quest3d程序运行规律第四节:常用编程模块的学习(if、trigger、switch……)第五节:声音与视频的控制第六节:在Quest3d中实现动画第七节:在Quest3d中制作GUI(操作界面)第八节:模型加载控制、变量的操作与系统函数调用第九节:特效的实现(实时阴影、实时反射、粒子系统……)第十节:制作一个完整的虚拟现实项目与合理构架项目框架第十一节:高级编程方法学习(LUA语言的运用、OO编程方法学习)第十二节:动力学模块学习第十三节:对VR硬件的支持第十四节:网路模块学习与多软件的嵌套开发项目第十五节:Quest3d的SDK学习第一节Quest3d软件初步认识与虚拟现实技术了解:软件简介:软件是由荷兰的Act 3D公司在1998年研发出来的专门从事虚拟现实方面的应用软件,软件有丰富的功能模块,可以实现模块化、图像化编程,不需要我们去书写代码就能够制作功能强大和画面效果绚丽的VR项目。
软件有很好的开放性,我们可以在3D Max或Maya中完成建模、材质、动画和烘焙渲染然后导入到Quest3D,可以跟大量的VR硬件很好的连接,还可以用软件提供的SDK 来开发新的功能模块和整合新的硬件设备。
认识界面:Quest3D主要分了三大功能区(模块区、动画区、物体区),每个功能区都是我们虚拟现实项目制作过程的关键环节。
1、模块区:模块区是Quest3D的心脏,在这里我们可以运用Quest3D提供的各种功能模块组建我们想要的功能和特效,模块区又分了3个功能区域,如图所示:1区域内存放着QUEST3D为用户提供的全部功能模块,我们可以根据自己的需求任意调用各种功能模块。
2区域为模块编辑区,我们调用各种功能模块在这里组建我们想要的功能。
3为小预览窗口和工程组列表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常规编程●程序就是确定机床的主轴、刀架的动作和一些辅助功能的指令的组合,以达到零件得到加工的目的。
这些指令以程序语言编写,含有一系列程序段(一行程序)。
一个程序段含有一个或几个数据字。
程序段是程序的最基本的单元。
每段结束必须含有结束符-分号(;)一程序段的字可依照任何合适的顺序。
但Hardinge推荐下列顺序:/, N, G, X, Z, U, W, B, C, I, K, P, Q, R, A, F, S, T, M●轴的命名:●X轴直径编程(非常重要)●小数点编程(非常重要)常用的数据字O字程序号O4N字顺序号N4G字准备功能代码G3X字X轴绝对坐标位置X±3.3U字X轴增量移动U±3.3Z字Z轴绝对坐标位置Z±3.3W字Z轴增量移动U±3.3F字进给率S字主轴速度T字选择刀位及刀补T4M字辅助功能代码M3常用G代码代码组别定义G00 1 快速定位模式G01 1 直线插补G02 1 顺时针圆弧插补G03 1 逆时针圆弧插补G04 0 暂停G1O 0 从程序中进行补偿值设定G20 6 英制数据输入G21 6 公制数据输入G28 0 返回参考点G32 1 螺纹切削(导程不变)G40 7 取消刀尖半径补偿G41 7 刀尖半径补偿(右补偿)G42 7 刀尖半径补偿(左补偿)G50 0 G96(CSS)中限制主轴最高转速RPM(转/分) G65 0 用户宏程序调用G70 0 自动精加工循环G71 0 自动外圆粗加工循环G72 0 自动端面粗加工循环G73 0 自动粗加工仿形循环G74 0 自动钻孔循环(固定深度)G75 0 自动切槽循环G76 0 自动螺纹切削循环G90 1 固定外圆切削循环G92 1 固定螺纹切削循环G94 1 固定端面加工循环G96 2 恒定表面速度G97 2 直接RPM(转/分)编程G98 5 进给率(英寸/分,毫米/分)G99 5 进给率(英寸/转,毫米/转)“0”组代码为非模态代码常用M代码代码定义M00 程序停止MO1 选择(任意)停止M03 主轴正转M04 主轴反转M05 主轴停止,冷却液关M08 冷却液开M09 冷却液关M13 主轴正转,冷却液开M14 主轴反转,冷却液开M21 松开主轴夹持装置M22 闭合主轴夹持装置M27 内部夹紧模式M28 外部夹紧模式M29 刚性攻丝模式M30 程序结束,光标返回程序号处M44 刀架双向分度M45 刀架单向分度M48 进给率倍率开关及主轴速度调整可调整M49 进给率倍率开关及主轴速度调整不可调整M64 每转进给采用主轴反馈M84 尾架前进M85 尾架回退到中间设定位置M86 尾架回退HOME位置M98 调用子程序M99 子程序结束,返回主程序选项M代码M25 接料器退回M26 接料器伸出M36 主轴吹气开M37 主轴吹气关基本的编程格式O____; 程序号G20(或)G21; 选择公、英制_____________________________________________________________________操作部分N____(__________); 顺序号及括号中的附加信息G97 S____ M13(或)M14 P_; 设定主轴速度及方向M98 P1; 调用安全子程序T____; 指定刀位及刀补X____ Z____; 快速移动到起点_____________________________________________________________________如果采用恒定表面速度G50 S____; 限定主轴最高转速G96 S____; 设定表面速度_____________________________________________________________________如果采用刀尖半径补偿G1 G41(G42) X____ Z____ F____; 进行刀尖半径补偿,需要一段空运行_____________________________________________________________________ G1 G99 X____ Z____ F____; 加工_____________________________________________________________________ X____ Z____; 刀具退出工件M98 P1; 调用安全子程序M1; 选择停止_____________________________________________________________________ M30; 程序结束安全子程序:O0001;G0 G40 G97 G98 M64;T0;X____ Z____;M99;S字使用:G50 S____ 转/分G96 S____ 米/分G97 S____ 转/分F字使用:G98 F____ 毫米/分G99 F____ 转/分T字使用:T××××前两位代表刀位号后两位代表刀补号●G00 快速定位格式:G00 X____ (和/或)Z____ ;X轴28000毫米/分,Z轴38000毫米/分,Y轴6000毫米/分,E轴38000毫米/分●G01 直线插补格式:G01 X____ (和/或)Z____ F____;X轴28000毫米/分,Z轴38000毫米/分,Y轴6000毫米/分,E轴38000毫米/分●G02 顺时针圆弧插补格式:GO2(G03) X____ Z____ R____;X、Z圆弧终点坐标R圆弧半径或G02(G03) X____ Z____ I____ K____X、Z圆弧终点坐标I:X方向圆弧起点至圆弧中心的距离、K: Z方向圆弧起点至圆弧中心的距离●G04 暂停格式:G04 X____ 单位:秒G04 U____ 单位:秒G04 P____ 单位:毫秒,无小数点G1O 从程序中进行补偿值设定1.从程序中进行工件偏置设定:格式:G10 P0 X0 Z-____Z:工件偏置值2.从程序中进行刀具补偿值设定:格式:G1O P× X___ Z___ R___ Q___其中×:1~32 磨损补偿号10001~10032 几何补偿号X:刀具在X方向的磨损补偿(当×:1~32)刀具在X方向的几何补偿(当×:10001~10032) Z:刀具在Z方向的磨损补偿(当×:1~32)刀具在Z方向的几何补偿(当×:10001~10032) R:刀具的刀尖半径值Q:象限号G74自动钻孔循环(恒定深度)格式:X____ Z____;(起始点)G74 R____;G74 G99 Z(W)____ Q____ F____;R: 回退量W: 增量Z: 孔的最深点的坐标Q: 每次钻孔的深度,(无小数点,单位μ)F: 进给率例:孔径为10mm,Z为40mm,Q为15000,N7;G97 S1000 M13 P1;M98 P1;T0707;X0. Z2.;G74 R.5;G74 G99 Z-40. Q15000 F0.1;M98 P1;M1;O9136 不定深度的深度钻孔循环格式:X____ Z____;G65 P9136 K____ B____ F____ W____ C____ A____ ;G65:调用宏程序P9136:宏程序号 9136 (深孔钻削)K: Z 轴终点坐标(绝对值)B:开始进给增量值F:进给率(毫米/转)W:第一刀钻削深度C:最小钻削深度A:在后退点处的暂停时间(秒)例:孔径为5mm,Z为40mm,B0.5mm,F为0.06mm,W为12mm, C为2mm,A为0.5秒N7;G97 S1600 M13 P1;M98 P1;T0707;X0. Z2.;G65 P9136 K-40. B0.5 FO.O6 W12. C2. A0.5;M98 P1;M1;● 插入倒角 格式:,C____● 插入圆角 格式:,R____ 例:G1 G99 X0 Z0 F.1; X18. ,C1.; Z-20. ,C1.; X36. ,R1.5; Z-40. ,R1.2; X50. ,R1.; Z-____;角度编程 格式:,A____例1:X0 Z0; X20.;Z-28. ,A35.; Z-____;例2:X0 Z0; X20.;X59.21 ,A35.; Z-____;例3:X0 Z0; ,A90.;X59.21 Z-28. ,A35.; Z-____;刀尖半径补偿1. 要使用刀尖半径补偿,编程时要使用格式中的“如果采用刀尖半径补偿”选项。
G41及G42的采用见上图。
2. 在刀具的几何补偿文档中要输入刀尖半径值和象限号。
(象限号见下图)3. 进入和退出工件切削时必须垂直于工件表面。
4. 切换 G41/G42,相应的 G 代码必须占一个程序段,在新的方向上的位移运动开始之前进行切换。
(如下图)X50. Z5.;G1 G41 X45. Z2. F500.; G1 G99 ZO. F0.1;X-0.8;G42; X30. Z-____● G90 固定切削循环(外圆)格式:X____ Z____;G90 G99 X____ Z____ F____; X____; . .G0(G1);X :每一刀的X 值 Z :Z 轴的坐标值 F :进给率当加工一个代锥体的工件。
用G90加工只要在格式中加入锥度量。
G90 G99 X____ Z____ R____ F____其中:R = ( A + B )×( -Tan α)● G94 固定切削循环(端面)格式:X____ Z____;G94 G99 X____ Z____ F____; Z____; . .G0(G1);X : X 轴的坐标值 Z : 每一刀的Z 值 F :进给率G71 自动外圆粗加工循环格式:X____ Z____;G99;G71 U____ R____;G71 P____ Q____ U____ W____ F____;N____ G0 X____;G1 G99 Z____ F____;...N____ X____第一行中的U:单边吃刀深度(如图中的U1)R:退回量第二行中的P:循环开始顺序号Q:循环结束顺序号U:X方向精加工余量(直径值)W:Z方向精加工余量F:粗加工进给率N:对应的循环开始及结束顺序号G1行中的F:精加工进给率注意: 1. 由 P 字规定的程序段不能包含 Z 的运动。
2. 仿形加工的轨迹必须始终在 X 和 Z 这两个坐标轴上以增加或减少的形式表示。
3. 在循环体P~Q内不能调用子程序。