MP1540不良改善
光伏组件焊带发黄不良改善报告

深圳珈伟太阳能芯片来料加工厂 Jiawei SolarChina GE Energy
1.实验过程
长度小于4mm,1 米处不明显可见
使用STR EVA,采用亿铖达助焊 剂焊接,用新工艺生产出现的发黄 组件,发黄组件比例约为2.3%
使用STR EVA,采用亿铖达助焊 剂焊接,用新工艺出现的不发黄组 件
黄兰 浮 新工艺焊
打助焊剂 焊接 接
华次 珍 新工艺焊
打助焊剂 焊接 接
张小 娟 新工艺焊
拉力平均值均大于3.5N,符合焊接要求。
深圳珈伟太阳能芯片来料加工厂 Jiawei SolarChina GE Energy
2.焊接性能评估
2.2.产品性能改善:避免助焊剂在电池片上的扩散,而减少电池片损伤的 隐患---其中MOTECH不允许有助焊剂扩散到电池片上
使用打助焊剂笔涂助焊剂,主栅 线周边均可见助焊剂扩散痕迹
使用新工艺不会造成助焊剂在电 池片上的扩散
深圳珈伟太阳能芯片来料加工厂 Jiawei SolarChina GE Energy
2.焊接性能评估
2.3.生产注意要点: (1) DONLIM烤箱容积较小,而且只有一层,每次烘烤涂锡带的量较少,难 以满足正常生产。 改善方案:增加DONLIM烤箱数量,制作工装,在每个烤箱中增加支撑架。 (2)亿铖达助焊剂有较强刺激性气味,尤其是在使用烘烤过的涂锡带进行焊 接时,会刺激呼吸道,造成焊接人员咳嗽。 改善方案:使用新工艺焊接的员工戴上口罩操作。 (3)使用新工艺焊接后的电池串,用异丙醇清洗之后,在涂锡带两侧有少量 的白色杂物,层压之后此杂物不会消失。 改善方案:在操作时,需要将白色杂物用刀片等轻轻刮去。
深圳珈伟太阳能芯片来料加工厂 Jiawei SolarChina GE Energy
SMT外观不良修理工作指引

1.目的:规范不良品维修处理的过程及要求,保证不良品维修品质。
2.适用范围:所有SMT贴片产品(红胶板和锡膏板)维修。
3.定义3.1 IPC-A-610 电子装配可接收性3.2 SMT (Surface Mount Technology)表面贴装技术3.3 PCB (Printed Circuit Board)印刷电路板3.4 PCBA(Printed Circuit Board Assembly)印刷电路板组件3.5 ESD (Electro Static discharge) 静电释放4.职责:4.1. SMT外观检查负责生产过程中将不良品截出并隔离、标识、反馈,维修组负责对不良品的具体维修工作。
4.2. PE对批量重工维修品,负责对不良品的鉴定及风险评估。
*4.3.IPQC负责对不良品的最终判定及维修过程的制程监督,烙铁温度测试。
5.工作内容:5.1修理基本流程:5.2 参数设定5.2.1 烙铁温度设定:常规贴片组件焊接温度:330±20度(温度设定330℃),导电条及接地片类370±20度(温度设定370℃)。
5.2.2 焊接时间:修理每个焊点焊接时间控制在3秒以内,避免高温损坏器件。
5.2.3热风焊台 HAKKO设定:(白光) FR-801 HEAT CONTROL(温度控制)4~5,AIR CONTROL (风量控制)10-15,温度/风力控制,根据实际需要在上述范围内进行调节。
5.2.4维修描述:A.SMT外观检验不合格的产品,用红色箭头纸标出位置,规范、正确填好相关《修理跟踪卡》(要写明检验工位,检验日期和时间,检验员,型号,不良现象,数量)。
B.交IPQC或QE鉴定并确认需要维修的数量,在《修理跟踪卡》写出修理方案。
C.由拉长或助拉将不良品给到及修理组。
D.修理组对不良品修理完成后,进行自检,在相应的《修理跟踪卡》卡上填写修理数量和需报废的数量。
修理后良品由拉长或助拉将返回入拉口,不能修复由IPQC或PE鉴定后退MRB。
SR1540替代MP1540
Rev. A.1 | Page - 6 - of 10
SR1540
当内部 MOSFET 关闭时,输出整流二极管补充电感电流。使用肖特基二极管,减少二 极管的正向电压和恢复时间损失。选择一个二极管的最大反向电压大于最大输出电压。 在负载电流小于 500mA 时,建议大多数应用中选择 MBR0520;在负载电流大于 500mA 时, 选择 UPS5817 是最好的选择。 补偿
RLOAD 是负载电阻和 REQ 等于:
这里 R1、R2 和 R3 见图 2. DC 环路增益:
在所有连续模式(在每一个周期,电感电流不将为零)升压转换器中存在一个右半 平面零点。右半平面频率为:
Rev. A.1 | Page - 7 - of 10
SR1540
稳定调控循环,截止频率(频率环路增益下降到 0dB 或者增益为 1,表示为 fc)应 该至少低于右半平面零点一个十倍频,并且最大 75KHZ。fRHPZ 的最低频率是在最大输出 负载(RLOAD 最小)和最小输入电压情况下。
升压转换 SR1540
产品概述
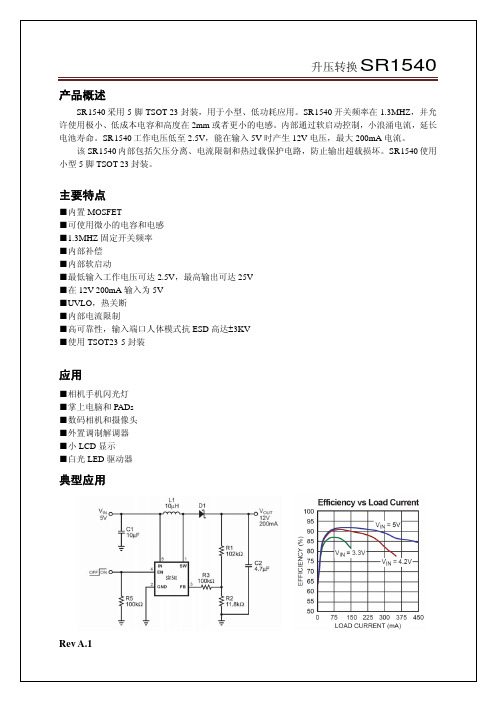
SR 1540 采用 5 脚 TSOT-23 封装,用于小型、低功耗应用。SR 1540 开关频率在 1.3MHZ,并允 许使用极小、低成本电容和高度在 2mm 或者更小的电感。内部通过软启动控制,小浪涌电流,延长 电池寿命。SR 1540 工作电压低至 2.5V,能在输入 5V 时产生 12V 电压,最大 200mA 电流。
up1540p引脚定义

up1540p引脚定义摘要:1.引脚定义概述2.UP1540P引脚的功能与特点3.UP1540P引脚在实际应用中的优势4.如何选择合适的UP1540P引脚5.总结正文:随着科技的不断发展,电子元器件在各类设备中的应用越来越广泛。
其中,UP1540P引脚作为一种重要的连接器件,得到了越来越多的关注。
本文将对UP1540P引脚进行详细介绍,包括其定义、功能、特点以及在实际应用中的优势,并为您提供选择合适UP1540P引脚的方法。
首先,我们来了解一下UP1540P引脚的定义。
UP1540P引脚是一种高密度印刷电路板(HDI)连接器,具有微型化、高密度、高可靠性的特点。
它广泛应用于各类电子产品、通信设备、计算机及周边设备等领域。
接下来,我们来看看UP1540P引脚的功能与特点。
UP1540P引脚具有以下几点优势:1.微型化:UP1540P引脚采用微型化设计,体积小,重量轻,便于安装和使用。
2.高密度:UP1540P引脚具有高密度排列,能够在有限的空间内实现更多的连接。
3.高可靠性:UP1540P引脚采用优质材料制成,具有良好的耐磨性、耐腐蚀性和抗振性能,保证了连接的可靠性。
4.良好的兼容性:UP1540P引脚可与多种类型的印刷电路板相兼容,适应性强。
5.易于维修:UP1540P引脚采用模块化设计,损坏时可单独更换,降低了维修成本。
在实际应用中,UP1540P引脚具有以下优势:1.提高设备性能:UP1540P引脚的高密度、微型化设计使得设备性能得到提升。
2.节省空间:UP1540P引脚的小巧设计为设备节省了大量空间,有利于设备轻量化。
3.提高连接可靠性:UP1540P引脚的高可靠性降低了连接故障的风险,提高了设备的稳定性和可靠性。
4.降低维修成本:UP1540P引脚的模块化设计使得维修更加方便,降低了设备的维修成本。
那么,如何选择合适的UP1540P引脚呢?以下几点可供参考:1.了解设备需求:根据设备的使用场景和性能要求,选择合适的UP1540P 引脚。
140AT20-401 EDID不良Assy 改善对策

Digital Innovation Display
们
!
,并记录 档.
示意图 现象: EDID “FF” Data显示,
6MAL11706E
长期对
: 电 Loss 处 , EDID »ƒ⁄ OQC 工 .
原因:该材料未经过FT设备检查,没有写入EDID Data
1.开发Sample Ł 现 —— 开发,PA,FT 工
不良确认及分析
1. Cell ID 6MAL11706E Lable , 现 Reprint 2 : 1).时间为2/11 9:40, 张Reprint Lable 贴 Glass ID 为 6MAL11706E ; 2). Reprint Lable 贴 Glass ID 为6MAL08817B , 2.开发Model Panel 电 Loss 处 3. 该两 产 e 与实 B/L Assy ,FT 工 ,导 EDID Miss 发 OQC 工 为 Lable 状态,导 .
2.
开发Sample
进
Aging in# Aging Out 时
须扫 大Lable ?
Cell ID
——Assy ,FT 工 3.FT工 对060 step? 须 经过EDID Check及 观检查 flow
为开发 员 供, 现 乱状况.. 没
Labl
4.FT员工对060 STEP
EDID CHECK进
LTN140AT20LTN140AT20-401 Sample
Date 2/12 Model LTN140AT20-401 Def EDID Miss
EDID Miss
CELL ID 6MAL11706E 发 工 OQC Loss Qty 1/500 ea 0.2% 处 数sample 进 sorting
不良改善对策 样式

对策:
SGE
4.表面水油印
一山电源盒不良改善对策
根本原因:因为产品内部顶针印高,产品在安灯过程中 冲压工具压制产品表面的顶针位置,致使表面出现类似 水油印的压痕。
冲压位置
SGE
4.表面水油印
一山电源盒不良改善对策
对 策:对安装JIG表面进行修改,在顶针位置设置凹陷, 以达到压制时产品表面平均受力,从而避免出现类似水 油印的压痕。
一山电源盒不良改善对策一山电源盒不良改善对策沈阳曙光电子有限公司沈阳曙光电子有限公司sge一山电源盒不良改善对策sge一山电源盒不良改善对策1dt149未成形根本原因
一山电源盒 不良改善对策
沈阳曙光电子有限公司
SGE
一山电源盒不良改善对策
DT149未成形
1.DT149未成形
根本原因:生产设备在生产中射嘴出现堵塞,造成料未 完全打入模腔,造成产品未成形。 对 策:作业者在发现产品出现未成形产品时马上通 知技师进行处理,同时对前2H产品进行追溯,有不合格 品的进行挑选废弃。
计划 10.21修改完成
压制位置添加圆形凹槽
SGE
一山电源盒不良改善对策
3.电源盒没装LED外灯 3-1 DT186数量800EA, 3-2 其他型号有个别 没装灯产品
原因:3-1一山临时要货,我司急于送货,误将1F作业的 成品中混入半成品(还没安装LED外灯的产品)出荷。 3-2作业者疏忽大意漏打灯
SGE
ቤተ መጻሕፍቲ ባይዱ
一山电源盒不良改善对策
3.电源盒没装LED外灯 3-1 DT186数量800EA, 3-2 其他型号个别没 装灯产品
对策: 3-1. 我司生产完的产品全部入到2F,出荷时从2F领取成品 出荷。 3-2.A对作业者进行再教育 B在客户处出现无灯时对相关作业者进行罚款处理。 C打灯后的产品放入纸箱时每放满一层后要求作业者 对打灯状态进行二次确认后方可摆放下一层产品(如 图)。
SMT 贴片机改善事例

0PPM
改善前 改善后
注:12、18LINE 投入3800EA,偏移0EA,不良率0PPM
A
As-Is
◇ 吸嘴:吸嘴SpLarge 1 ,吸嘴直径:7mm*1.62mm、吸取真空值: 570MMHG。 - 吸嘴真空值低,吸取接触面少,吸取贴装偏移
To-Be
◇吸嘴改善: SpLarge 1吸嘴直径:12mm*2.2mm、吸嘴真空值: 680mmhg 。 - 吸嘴真空值增加110MMHG,接触面积增加6*0.58mm,吸取更 稳定,贴装更精确。
SMT
SMT 设备贴装品质 改善
P
跳线吸嘴设计改善
跳线偏移,吸嘴设计未最优化。吸取偏移、贴装偏移,品质不
良增多。
O
吸嘴改善,品质向上
4000PPM
S
通过吸嘴改善,达到工程改善,品质向上
作业时间 项目
19 19 분 분
改善后(100ppm以下) 9.1 8s
1000 95%↓ PPM
改善前( 4000ppm)
▶ - 换料次数:25,590 19,258,换料次数减少6,334次, 减少比率 25%
- SMT 18个LINE OP 14名/SHIFT --》13名/SHIFT
P
O
换料次数【次】
S
25,590 19,258
改善前
改善后
A
As-Is
To-Be
13英寸
7英寸
5K
20K
SMT
SMT Mounter 改善 事例
SMT
SMT Mounter 改善 事例 单击此处编辑母版标题样式
贴片机Stopper挡块增加改善
部分机种PCB上面有缺口,机种变更时,需要调整Stopper等参 数,Loss发生 通过贴片机Stopper改善,实现机种变种时LOSS zero化
20150630ABB审厂缺失改善点

涂装车间 涂装车间 涂装车间 组装车间 冲压车间 冲压车间 仓库 仓库 仓库 仓库库 仓库 仓库 仓库 数冲车间 数冲车间 数冲车间 电焊车间 包装车间 包装车间 包装车间 包装车间 涂装车间
19 20 21 22 23 24 25 26 27 28 29
前处理处操作工站吊架内,无安全防护。 前处理处人员未带口罩。 喷粉人员口罩效果欠佳,用效果更好的替 代。 组装车间灭火器门坏。 冲压车间手砂轮放地上。 冲压车间中门上靠放产品件。 化学品仓洗眼器有标示无实物。 化学品仓化学品已过期。 化学品仓温、湿度记录与实际不符合。 化学品仓砂堆放置不合理。 二氧化碳气瓶放置需固定。 制表:周桂其 2015年7月1日
ABB审厂缺失改善点
ABB公司2015年6月29-30日审核了公司,目视现场不良改善项如下,请各责任人跟进改善。
序号 不符合描述 责任部门 责任人 原因分析 纠正措施 完成时间节点 整改进度 验证人 证据
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
仓库门口灭火器放置地上。 仓库不良品区未按要求放置,划红线区未 放,放不良品区未划红线。 不良品管制(要求有专区并可上锁能防误 用)。 铜排放地上 仓库产品堆放超高。 现场5S效果极差。 灭火器还是14年标签。 坏卡尺放货架上。 消防栓前花草过高。 氮气瓶放车间门口。 数冲操作工未带耳塞,有的有带,有的没 带。 数冲车间拉货掉地上。 焊接车间隔墙开洞,石棉外露。 检测室外不良产品无标示。 检测室外物料大部分无标示。 白电油空桶与装油桶放一起,没有按要求 放入柜内上锁。 检测室外工具柜内物料杂乱。 上挂架处矿泉水瓶,垃圾杂乱。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 团队组建
2.1小组概况
小组名称
MP1540改善QC小组
成立时间
2014年5月
课题名称
MP1540不良改善
节约增效型 组长 邓炳强
课题类型
活动日期
2014年5月-2015年3月
副组长
王子川
小组成员
9人
活动频次
2次/月
2 团队组建
2.2小组成员简介
2 团队组建
2.3小组活动计划
计划进度 实际进度 序号 活动计划 担当者 2014、5 2014、6 2014、7-----2015、1 2015、2 2015、3 2015、4
改善前 计划改善后
降低数量(目标) 返修率下降(目标)
月均53pcs 月均26pcs
26pcs
50%
目标制定
返修率下降
50%
5
原因分析
5.1、MP1540不良故障机表现:整机白屏、闪屏,更换MP1450后故障解除 5.2、MP1540不良品分析: 1)外观检查:不良品外观除焊接痕迹外无其它异常 2)引脚测试:测试各引脚对地电阻阻值是否存在异常 状况,下表是其中4个不良品与良品的引脚阻值对比
7
效果确认
7.1波形测试确认
改善波形 确认
7
效果确认
改善波形 确认
改善后无异常脉冲和负压
7
效果确认
7.2改善效果
返修率/数量降低
改善后每年节省:
1.提高了设计产品的可靠性; 2.减少产品维修台数53*12=636台主机维修! 3.产生经济效益:636*120=76320元。
7
效果确认
改善后效果确认
电源芯片MP1540不良
改善报告
报告单位:质量系统-质控部 报告时间:2015年6月26日
目 录
1 2 3 4 5 6 7 8 9
课题选定
团队组建
现状施
效果确认
标准化
总结
1
课题选定
MP1540不良改善
选题理由:
售后返修退料统计,电源芯片属于每月退回数量排名前五物 料,其中MP1540又占此类物料不良前五,改善其不良可有效 降低电源芯片类物料返修率,可降低返修成本,提升产品质量。
课题选定
组建团队 P 现状调查 设定目标 原因分析 制定对策
邓炳强
王子川 王子川 邓炳强 全体组员 全体组员
D
C A
实施对策
效果确认 巩固措施 反省及向后计划
全体组员
全体组员 全体组员 王子川
3 现状调查
返修不良高
2013---2014年返修共计1449台返修,占返修率的 0.35%。
年 2013 2014
引脚 VIN EN SW FB 1#(良品) 3.09M欧 5.85M欧 2.9M欧 5.65M欧 2# 3.12M欧 5.91M欧 开路 5.64M欧 3# 2.98M欧 470-1.5K欧波动 2.87M欧 5.71M欧 4# 3.06M欧 5.83M欧 2.88M欧 开路 5# 583KM欧 5.85M欧 378K欧 5.59M欧
/ / / / 张智泉 张智泉 张智泉 邓浩 李树铖 杨志初 杨志初
公司正常出货平台 最新电路符合规格书设计要求 新平台 新平台 新平台 最新电路符合规格书设计要求 最新电路符合规格书设计要求 最新电路符合规格书设计要求
公司正常出货平台 最新电路符合规格书设计要求 公司正常出货平台 最新电路符合规格书设计要求 新平台 最新电路符合规格书设计要求
因1540返修机台数
改善前 月均返修53台 76320元
7.3目标达成结果
节约成本
改善后
27台
减低50%返修,目标达成
7
标准化
序号 标准化制定的内容 拟定人员 完成时间 附件类
01
建立关于标准的 MP1540的使用单元 电路
谭观高
2015年3月
9
总结
改善电路后一年可节约RMB
76320元
/ 值 改善前月均返修 53 改善后 27 降低返修率 50%
2015.3
张智泉 邓浩 李树铖 杨志初
6
对策制定及实施
6.2应用电路改善后图片
去掉电感 增加消除负压电路
增加此处下拉电阻
增 加 反 馈 电 阻
6
对策制定及实施
使用半制
D106显示板 K007显示板 D116显示板 K005显示板 K006显示板 K006显示板 D190显示板 D129显示板 后视镜显示板 CN932显示板 D200显示板
5
原因分析
5
原因分析
3、SW引脚输出波形有超过-2V的下冲电压,超出规格书给的最大极限电压-0.3V,同时,其波形 在负载变化时也有几率出现不稳定的现象。具体见下图:
5
原因分析
5.5总结: 通过测试数据和返修不良品分析,公司电路VIN、EN、 SW引脚电压均超出正常工作范围,均是导致MP1540损坏的可能 原因。因此,基本可以确定公司的使用电路设计存在缺陷。
表1
5
原因分析
5.3、MP1540应用电路对比: 表2为规格书推荐标准应用电路 表3为公司设计应用电路
下拉100K 电阻
串接100K 反馈电阻
表2
5
原因分析
串接电感
未接下拉电阻:
规格书中使用了 R5=100K的下拉 电阻; 其使用条件为0.3V~6V,开启 电压大于1.6V, 关断电压低于 0.9V。此电阻还 充当一个泄放电 阻的功能,相当 于一个负载把电 荷放掉。
未串接反馈 电阻:规格书
FB引脚串接了 R3=100K, FB脚 是运放的反向输 入端,关系到反 馈环路零极点的 参数值,省略这 个电阻可能会出 现开关波形不稳 定,输出电压纹 波过大,EMI噪 音大,严重的会 烧坏IC
表 3
5
原因分析
5.4、电路波形测试分析
通过测试公司电路VIN、EN、SW引脚电压波形(D106-02,D116-02高压板),发现存在异常 状况,对比DATASHEET,认为可能是导致MP1540损坏的罪魁祸首。 1:VIN、EN上电时瞬间电压高达8V,超出规格书给的最大极限电压6V。 2:VIN、EN引脚上电时瞬间电压有下冲到-2~-6V,超出规格书给的最大极限电压-0.3V,具体见 下图:
6.3改善电路平台清单
使用平台
D106 K007 D116 K005 K006 D180 D190 D129 CN185等 CN932 D200
状态
公司停产平台 公司停产平台 公司停产平台 公司停产平台
确认结果
NG,因停产不再处理 NG,因停产不再处理 NG,因停产不再处理 NG,因停产不再处理
责任人
END
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月 总计 68 45 78 89 62 60 90 87 58 79 86 95 897 70 32 60 55 44 54 38 46 37 30 36 50 552
4 目标设定
降低售后返修率 提高产品质量
年度总返修数量(PCS)
6
对策制定及实施
6.1对策制定及方案
对策制定 实施方案 完成 时间 责任人
1、去除VIN引脚串联电感,降低VIN端负压 脉冲产生几率。 在新平台新项目中 2、使能引脚EN增加适当阻值下拉电阻。 MP1540应用电路, 3、FB引脚增加适当阻值串联电阻。 按照规格书要求重 4、SW脚增加消除振铃电路,消除负压冲 新设计电路 击。