焊接工艺方法对6061_T6铝合金焊接接头疲劳性能的影响
焊接缺陷对铝合金焊接接头疲劳性能影响

l 4 s 孵 9 帅6 8 I 7 0 2 6 1
8 4 6 2 8
一
新 ’ 齄
帅. 5 m m 气孔 1个
惋. 5 am r 乱 1个 诈 撒 小 气乳
j 辩陷
0茹
容 龠~
法对其进行全面研究。在本试验中采用的铝合金制品主要是强化铝合金 6 0 6 1 板材, 其焊接接头方式表现为采用的对接模式。 在进行焊接的过程中 一 还需要在焊接口添加合理 的焊丝,这对焊接 顷利进行起到非常重要的 ~ % 作- 用 。在本过程 中采用的焊丝为 5 3 5 6 焊丝。 根据本次亩 £ 验中选取的材料 进行成分深 ^ . 分析, 发现本次试验中两种材料本身化学碗 乍 常多。 具体
・
5 8・
科 技论 坛
焊接缺陷对铝合金焊接接头疲劳性能影响
瞬 号
鑫 蚰" 妯~ 、
范清海
童
~
( 中车长春轨道客 车股份有限公司 , 吉林 长春 1 3 0 0 0 0 )
摘
要: 铝合金在人们 日常生活 中非常常见 , 采 用这种材料制作成的各种产品 由于 自身性能 良 好 而在 社会 上得 到广泛应 用。但是 这
1试验材料 及试 验方法 在对铝合金焊接中接头产生的疲劳进行分析中,可以通过试验的方
1 0 0 0 4 0 5
1 7 8. 4
耙缺 编
3 7 5 7 1 3
~ 2 6 9 0 l 2
蜥 '挪缱
晰 f烨 琏 断 于 跸 缝 断 于琳 鲢 断 于蚪 姥
m域龋
雀 埘气 拽 光酶鹬 中 0 . 5 am r 乳 3 十 帅 5 a r m 气 扎 2个 M
由于铝合金 自身存在非常多的优点, 使得这种材料在 人 . 们 日常生活 中者 翻 乍 常广泛 的应用 。 而 目铝合 酶蟋 焊接的过程 中, 经常 会因为外 界因素的影响, 造成疲劳断裂的情况出现。 这种疲劳凼 客 l 在^ 体肉眼 艮
转速、焊速对6061-T6 铝合金搅拌摩擦焊性能的影响

6.88
#2
1 200
700
251.608
7.34
#3
1 300
700
232.727
6.64
#4
1 400
700
226.836
6.24
#5
1 500
700
207.242
9.24
#6
1 200
550
247.210
7.56
#7
1 200
600
246.684
7.84
#8
1 200
750
247.504
7.04
焊接速度对焊接接头力学性能和焊缝中“S”线缺陷的影响。研究结果表明,当搅拌头转速保持在 1 200 r ⋅ min-1时,焊接工
艺窗口较宽;当焊接速度为 700 mm ⋅ min-1 、搅拌头的旋转速度为 1 200 r ⋅ min-1时焊缝的强度最高,为 251.608 MPa,焊缝强
度达到了母材的 81.16%。焊接过程中提高搅拌头的旋转速度、减小焊接速度能够减少焊缝中“S”线缺陷的产生。
《铝加工》
2020 年第 2 期总第 253 期
组织性能
转速、焊速对 6061-T6 铝合金 搅拌摩擦焊性能的影响
康 铭,孙 巍,李鹏伟,申 智,鄂英凯
(辽宁忠旺集团有限公司,辽阳 111003)
摘要:对 3 mm 厚 6061-T6 铝合金板材的搅拌摩擦焊工艺进行试验研究,分析了在搅拌摩擦焊焊接过程中不同搅拌头转速、
#9
1 200
800
226.903
4.96
2 试验结果及分析
焊速 700 mm· min-1
2.1 拉伸性能 在上述工艺参数下得到的 6061-T6 焊缝力学性
焊接工艺对铝合金焊接性能的影响

焊接工艺对铝合金焊接性能的影响发布时间:2021-12-09T10:19:54.263Z 来源:《电力设备》2021年第9期作者:李治[导读] 能实现半自动和全自动焊接,并且焊缝熔深大,强度高,工艺适应性宽等诸多优点,在工业上得到了广泛应用。
(山东电力建设第三工程有限公司山东省青岛市崂山区 266100)摘要:随着社会经济的发展,各地区建设工程逐渐增多,铝合金是建设工程的重要原材料之一,在实际工作期间,铝合金焊接头软化问题给工作人员带来了很大困扰,也是铝合金焊接结构发展的难题,在业内该问题已经引起了热议。
通过实践调查与相关资料分析可以了解到,一般铝合金具有强度高、密度小、耐腐蚀性强、无磁性等特点,目前,在各种焊接结构中,铝合金材料得以广泛利用,并且受到了相关单位与工作人员的青睐。
但是,现阶段铝合金焊接头软化问题较为严重,对于其运用于相关行业发展造成了阻碍性影响,本文将对铝合金焊接头软化问题及改善措施进行具体分析,希望能够提高铝合金在各项工程中的应用质量和效率。
关键词:焊接工艺;铝合金焊接性能;影响引言铝合金以其耐腐蚀性好、密度低、价格优等特点在航空航天、交通运载工具、石油化工等领域得到广泛应用。
随着铝合金应用的广泛发展,铝合金焊接性能越来越重要。
因此,提高铝合金的焊接性能成为铝合金发展的重点。
铝合金焊接材料是铝合金钎焊和熔化焊所必需的填充材料,是决定焊接技术和焊接质量的重要因素之一。
现今,越来越多铝合金焊接采用熔化极惰性气体保护焊(MIG焊),由于其焊接效率高,能实现半自动和全自动焊接,并且焊缝熔深大,强度高,工艺适应性宽等诸多优点,在工业上得到了广泛应用。
1铝合金焊接接头软化因素分析铝合金焊接后,接头软化问题较为常见,在不同焊接工艺及焊接热输入现象下,接头软化程度也不尽相同,但是,热处理强化铝合金焊接接头软化问题极为严重,不利于后续工作的顺利实施。
在退火情况下,非热处理强化铝合金焊接过程中,母材与接头强度方面基本相同,在冷作硬化情况下焊接,母材强度则大于接头强度。
焊接工艺对6061-T6铝合金接头疲劳性能的影响
106
1O
应力循环 次数Ⅳ
10
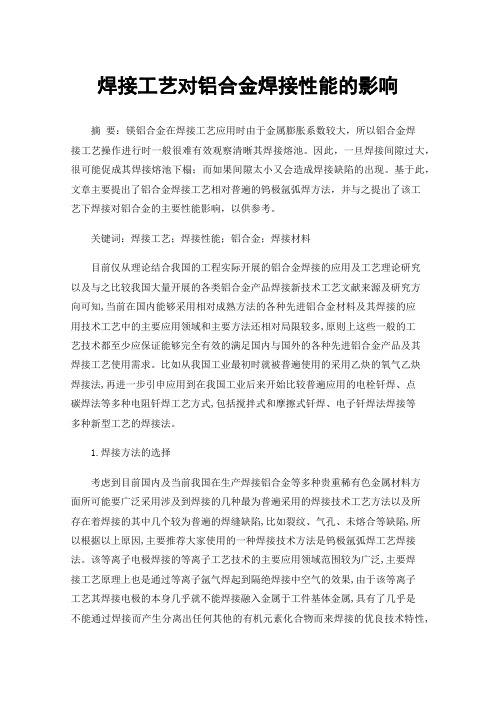
图 2 不 l司 线 能 量 下 S-N 曲 线 对 比
图 2中脉动拉 伸疲 劳试 验确 定 的指 定寿 命 为 1×10 的中值疲劳极 限 分别为 :小线能量 时 为 88 MPa,中线 能 量 时 为 92 MPa,大 线 能量 时 为
将 焊 接 后 的试 板 按 图 1的 尺 寸 进 行 机 械 加 工 ,得 到疲 劳试 件 的疲 劳 试 验 是在 PLG一100型 微 机 控制 高频 疲 劳试 验 机 上 进 行 的.试 验 采 用 的循 环 应力 比 R =0.1,指 定循 环寿命 取 1×10 次 .在 试 验过 程 中 ,当疲 劳裂 纹 尺 寸足 够 大 导 致 载 荷 加 不 上去 时 ,自动 停 振 ,并 记 录循 环 次 数 .试 验 时 各 S—N 曲线 测 定 时 均按 常规 方 法 进 行 ,即 各 s—N 曲
0 引言
近 年来 ,随着我 国轨 道车 辆 的发 展 ,对 轨道 车 辆 的用 材提 出 了越 来 越 高 的 要 求 .铝 合 金 由 于具 有 密度 小 、比强度 高 、易 于 加 工 成 型 、具 有 良好 的 耐 腐蚀 性等 诸 多优点 ,被 广泛 应 用 于城 际列 车 、地
铝合金 ,供 货状态 为 ,焊 接试板 尺寸 为 300 mlTl× 300 mm×16 I11113,焊 接材料 为 1.2 him 的 ER5356 焊丝 .6061一T6铝合 金 及 ER5356焊 丝 的化 学 成 分 及力 学性 能如 表 1和表 2所示 .
文对不同预热温度和不 同层 问温度下 的 16 nqlTl板厚 6061一T6铝合金对接接头 的疲 劳性 能 进 行 了 系统 的 研究 ,并 对其 断 口形貌 进行 了分 析 .
焊接工艺对铝合金焊接性能的影响李学成雷济旭
焊接工艺对铝合金焊接性能的影响李学成雷济旭发布时间:2021-10-13T03:57:14.570Z 来源:《中国科技信息》2021年10月中29期作者:李学成雷济旭[导读] 现如今,我国的经济在快速发展,社会在不断进步,铝合金焊接结构在轨道交通、航空航天、石油化工和船舶等领域广泛应用。
为提高铝合金的焊接性能,本文研究了焊接工艺和焊接材料对焊接性能的影响。
实验材料采用5083-H116铝合金和6082-T6铝合金,利用光学显微镜、显微硬度仪、扫描电镜等测试手段,对接头组织、力学性能进行了分析。
实验结果表明:采用仰焊的焊接接头的硬度较高,焊接质量较好;6082铝合金在拉伸性能上略高于其他材料,且在硬度上较高。
中国航发哈尔滨东安发动机有限公司李学成雷济旭黑龙江哈尔滨 150066摘要:现如今,我国的经济在快速发展,社会在不断进步,铝合金焊接结构在轨道交通、航空航天、石油化工和船舶等领域广泛应用。
为提高铝合金的焊接性能,本文研究了焊接工艺和焊接材料对焊接性能的影响。
实验材料采用5083-H116铝合金和6082-T6铝合金,利用光学显微镜、显微硬度仪、扫描电镜等测试手段,对接头组织、力学性能进行了分析。
实验结果表明:采用仰焊的焊接接头的硬度较高,焊接质量较好;6082铝合金在拉伸性能上略高于其他材料,且在硬度上较高。
关键词:铝合金;焊接工艺;焊接性能;力学性能;显微组织引言铝合金产品是现代工业生产中比较常用的一种合金材料,该材料不仅仅具有较高的热电导率和抗腐蚀能力,还具备较强的物理力学性能,在现代工业中的应用范围越来越广,但是在运用过程中还存在一些问题,尤其是在焊接环节,经常出现裂缝。
之所以出现这个问题,一方面是因为铝合金自身的化学活性比较强,容易形成氧化膜,具有难溶的特点,增加了焊接的难度,另一方面则是因为工作人员在施工过程中焊接方法以及工艺不达标,没有按照正确的施工顺序开展焊接工作。
1激光焊接铝合金的特点(1)功率大的激光头能够稳定焊接质量,随着激光加工的深入开发,功能越来越强大的激光头得到快速的应用。
焊接材料及工艺对铝合金焊接性能的影响
焊接材料及工艺对铝合金焊接性能的影响摘要:近几年来,随着水利工程和智能控制的快速发展,建筑机械产品逐渐走向专业化、多样化,简约化、量化,知识型、知识型。
建筑机械的质量和基本技术依赖于单个系统和大型结构的生产能力,与焊接结构,焊接技术,特别是焊接材料的发展,焊接设备和工艺管理模式密切相关。
关键词:工程机械;结构;工艺技术引言影响焊接产品质量的因素很多,焊接产品的最终产品可能不同于相关标准和使用要求。
焊装制品的经济效益与原设计要求相差较大,焊接技术的应用直接关系到大型金属结构的生产安全和产品的使用寿命。
焊接模具的工艺使用不当,会引起产品焊接模具结构的改变。
对焊接结构质量应采取有效的控制措施,为避免焊接质量问题的发生,本文对此问题的焊接改造控制工艺进行了研究和补充。
一、铝合金焊接材料对焊接性能的影响铝型材焊接材料的物理化学性能直接影响着焊接材料和焊接金属的物理、化学性能,优化焊接材料的性能至关重要。
MIG焊和 TIG焊是目前铝合金最常用的焊接方法。
保护气及焊丝是铝合金的重要焊接材料,铝合金的焊接性能受焊接材料的影响。
1.焊丝的选择选用铝及铝合金焊丝时,不仅要考虑良好的焊接工艺,还应根据接头结构要求,考虑其拉伸强度和塑性(弯曲试验)。
铝合金中镁含量大于3%时,应满足抗冲击性能要求,焊接材料的耐蚀性应达到母材高度或焊缝高度。
因此,选择焊丝时应遵循以下原则:纯铝焊丝的纯度一般不低于母材;铝合金焊丝的化学成分一般或类似母材;铝合金中抗腐蚀元素(镁、锰、硅等)的含量一般不低于母材;不同铝材的焊接温度比对铝不敏感材料的焊接温度高。
必须选用高强度母材的焊丝;不耐腐蚀(经热处理强化的铝合金)的高强度铝合金可以选用不同成分的焊丝,例如抗裂性好的盐酸焊丝。
推荐5,6,7系列母材ER5356焊丝型号为:/AlMg或er5087/almg4.5mnzr7。
两种材料均具有良好的抗裂强度和抗裂孔隙,并具有良好的强度性能。
选用焊丝规格时,首选大直径焊丝。
焊接工艺对铝合金焊接性能的影响
焊接工艺对铝合金焊接性能的影响摘要:镁铝合金在焊接工艺应用时由于金属膨胀系数较大,所以铝合金焊接工艺操作进行时一般很难有效观察清晰其焊接熔池。
因此,一旦焊接间隙过大,很可能促成其焊接熔池下榻;而如果间隙太小又会造成焊接缺陷的出现。
基于此,文章主要提出了铝合金焊接工艺相对普遍的钨极氩弧焊方法,并与之提出了该工艺下焊接对铝合金的主要性能影响,以供参考。
关键词:焊接工艺;焊接性能;铝合金;焊接材料目前仅从理论结合我国的工程实际开展的铝合金焊接的应用及工艺理论研究以及与之比较我国大量开展的各类铝合金产品焊接新技术工艺文献来源及研究方向可知,当前在国内能够采用相对成熟方法的各种先进铝合金材料及其焊接的应用技术工艺中的主要应用领域和主要方法还相对局限较多,原则上这些一般的工艺技术都至少应保证能够完全有效的满足国内与国外的各种先进铝合金产品及其焊接工艺使用需求。
比如从我国工业最初时就被普遍使用的采用乙炔的氧气乙炔焊接法,再进一步引申应用到在我国工业后来开始比较普遍应用的电栓钎焊、点碳焊法等多种电阻钎焊工艺方式,包括搅拌式和摩擦式钎焊、电子钎焊法焊接等多种新型工艺的焊接法。
1.焊接方法的选择考虑到目前国内及当前我国在生产焊接铝合金等多种贵重稀有色金属材料方面所可能要广泛采用涉及到焊接的几种最为普遍采用的焊接技术工艺方法以及所存在着焊接的其中几个较为普遍的焊缝缺陷,比如裂纹、气孔、未熔合等缺陷,所以根据以上原因,主要推荐大家使用的一种焊接技术方法是钨极氩弧焊工艺焊接法。
该等离子电极焊接的等离子工艺技术的主要应用领域范围较为广泛,主要焊接工艺原理上也是通过等离子氩气焊起到隔绝焊接中空气的效果,由于该等离子工艺其焊接电极的本身几乎就不能焊接融入金属于工件基体金属,具有了几乎是不能通过焊接而产生分离出任何其他的有机元素化合物而来焊接的优良技术特性,所以该等离子工艺技术其等离子电弧的有效清除及对被焊接的金属工件表面中残留的有机金属氧化膜效果上亦相对较为之优越与可靠,能够同时可以对一些表面易于发生高温或氧化而破坏的薄铝合金表面直接予以快速成功稳定地进行焊接,具有一种相当成熟良好稳定的焊接成形电弧稳定性,甚至是可实现在极薄较为微小的短路电流条件下焊接电弧仍能稳定的维持在燃烧状态的良好状态,对其他诸如超薄合金板件表面的快速焊接与成形等效果则都已较为成熟理想。
6061-T6铝合金激光焊接接头腐蚀疲劳裂纹扩展

摘 要 : 目的 研 究 6 0 6 1 . T 6铝合金激光焊接接 头的腐蚀 疲劳裂纹扩展 特性 ,并分析 裂纹扩展 的影响 因素。方
法 利 用 光 纤 激 光 器 ,焊 接 尺 寸 为 1 5 0 m l T l ×1 0 0 mm×4 mm( 焊接 方 向 、横 向 、熔 深 方 向1 的6 0 6 1 . T 6 铝合金 ,
Wu h a n 4 3 0 0 7 4 , C h i n a )
AB S T R ACT : T h e p a p e r a i ms t o s t u d y c o r r o s i o n f a t i g u e p r o p a g a t i o n c h a r a c t e i r s t i c s o f 6 0 6 1 一 T 6 a l u mi n u m a l l o y we l d i n g j o i n t
u s e d t o we l d 6 0 6 1 - T 6 a l u mi n u m a l l o y b y t h e s i z e o f 1 5 0/ D ' A n x 1 0 0 mmx 4 mm ( we l d i n g d i r e c t i o n , t r a n s v e r s e a n d p e n e t r a t i o n d i - r e c t i o n ) . T h e t h r e e p o i n t b e n d i n g c r a c k p r o p a g a t i o n t e s t o f S E( B ) s a mp l e a n d t h e me t h o d o f c o n t i n u o u s d e c r e a s e o f K w e r e u s e d
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第24卷 第3期2004年6月 航 空 材 料 学 报JOURNAL OF AERONAU TICAL MA TERIAL SVol.24,No.3J une2004焊接工艺方法对60612T6铝合金焊接接头疲劳性能的影响李敬勇,马建民(华东船舶工业学院材料科学与工程学院,江苏镇江212003)摘要:通过对6061铝合金MIG焊接头和TIG焊接头在对应的加载应力条件下疲劳寿命的测定,对比分析了两种工艺方法对铝合金焊接接头疲劳性能的影响。
结果表明,在加载应力低于焊接接头静载力学性能的90%时,焊接接头的疲劳寿命均能满足需求背景的需要(100000次不破坏)。
同样载荷条件下,MIG焊接头的疲劳性能优于TIG焊接头,尤其是在高应力条件下,MIG焊接头的优势更为明显。
焊接接头显微组织分析表明,MIG焊接头比TIG焊接头具有更为细小的晶粒和焊接热影响区,有效地提高了接头的滑移形变抗力,抑制了循环滑移带的形成和开裂,从而提高接头的疲劳性能。
疲劳断口分析显示,试件的表面缺陷(疏松、气孔、夹杂等)及机械损伤是疲劳裂纹主要的策源地。
关键词:铝合金;焊接接头;MIG焊;TIG焊;疲劳性能中图分类号:G405 文献标识码:A 文章编号:100525053(2004)0320052206 铝合金由于具有优越的性能特点,在各领域的应用正迎来前所未有的机遇。
资料表明,铝合金焊接结构中90%的断裂是由承受重复性载荷的焊接接头处疲劳破坏引起的[1]。
因此铝合金焊接接头的疲劳性能已经受到设计及使用单位的普遍关注。
关于铝合金焊接接头疲劳性能的研究,大多数集中在应力集中及焊接缺陷对疲劳寿命及疲劳强度的影响等方面[2~4]。
而对焊接工艺方法对于焊接接头疲劳性能的影响则尚未见系统的研究报道。
铝合金焊接目前应用最广泛的是熔化极惰性气体保护焊(M IG)和钨极惰性气体保护焊(TIG)[5]。
关于铝合金M IG焊接头和TIG焊接头疲劳性能的对比,对于5000系列铝合金国外已经有研究报道,但其研究结果依然是建立在焊缝成形优劣的基础之上的,而且没有明确的结论。
随着焊接工艺方法的发展和改进,两种工艺方法均能获得理想的焊缝外形,因此,对比研究两种工艺方法对焊接接头疲劳性能的影响,并得出明确的结论,对于合理采用两种工艺方法具有重要的意义。
本文结合应用背景的需要,针对性地测定了6061铝合金TIG焊接头和M IG焊接头的疲劳性能,并对其断裂特征进行了分析。
1 试验材料 本研究采用的试验材料为Al2Mg2Si系6061铝合金,材料状态为T6,试板厚度4mm,试板尺寸为300mm×120mm。
焊接填充材料为Al2Mg 系5356合金。
试验板材及填充材料的化学成分列于表1。
焊接采用的保护气体为He2Ar混合表1 6061铝合金及填充材料的化学成分(wt%)Table1 Chemical composition of6061aluminum and welding wire5356aluminum(wt%) Materials Si Fe Cu Mn Mg Zn Cr Ti Al 60610.4~0.80.70.15~0.40.150.8~1.20.250.04~0.350.15Bal 5356welding wire0.250.10.05~0.2 4.5~5.50.10.05~0.20.06~0.2Bal收稿日期:2004202218;修订日期:2004204228作者简介:李敬勇(19632),男,副教授,博士研究生。
气,混合气比例为75%He+25%Ar。
6061铝合金母材及TIG焊接头、M IG焊接头的静载力学性能见表2。
表2 6061铝合金母材及TIG 焊接头、MIG 焊接头的静载力学性能Table 2 Mechanical properties of 6061aluminumbase material and its welded jointsTest specimens σb ΠMPaσ0.2ΠMPaδΠ%Base material 31228615MIG Welding joint 2231337.5TIG Welding joint1881287.22 试样的制备 TIG 焊、M IG 焊试板均采用平位并在工装夹具夹持下进行焊接,接头形式全部为I 型对接接头,单面焊双面成形。
焊后对焊缝进行100%的X 射线探伤检验,在此基础上进行疲劳试样的截取。
试样加工后,再次对试样逐个进行射线探伤检验,以获取每根试样的真实状况。
图1为疲劳试样的形状及尺寸。
鉴于焊缝形状对疲劳性能的影响已经进行专门的研究,因此,本试验的试样均采用机械方法去除焊缝余高。
图1 疲劳试样形状尺寸Fig.1 The shape and dimensions of fatigue samples3 疲劳试验3.1 试验方案的确定 根据背景结构的受力特点,并考虑与已有研究成果相对应,本试验采用轴向加载方式进行疲劳试验。
应力比r =σmin Πσmax =0.1,加载频率f =20Hz 。
试验加载应力以焊接接头的静载拉伸强度为参照依据,分别取两种接头抗拉强度的60%~90%。
通过试验测定不同加载应力下的疲劳寿命。
根据背景结构的使用条件,疲劳寿命要求一般不高于100000次,因此,试验最高寿命设定为500000次。
为了对比两种接头的性能,在加载应力选取时,还兼顾在同一载荷下进行试验。
由于铝合金焊接时,极易产生气孔、夹杂及未焊透等缺陷,因此本试验采用扫描电镜对断口形貌进行观察,对两种接头的疲劳断裂特征和焊接缺陷对焊接接头疲劳性能的影响进行了分析研究。
3.2 疲劳试验及其结果 疲劳试验在810型M TS 万能实验机上进行。
加载应力首先选择两种接头各自静载抗拉强度的60%进行试验。
经过500000次的循环加载,两种接头均未发生破坏。
将加载应力提高至M IG 焊接头的70%,80%进行试验,而且两种接头采用同一加载应力(此时TIG 焊接头的加载应力已接近其自身静载抗拉强度的84%和95%),结果两者的疲劳寿命依然高于100000次。
继续将M IG 焊接头的加载应力提高到其抗拉强度的90%和95%,除个别有缺陷试样的寿命稍低外,大多试样疲劳寿命依然高于100000次。
将TIG 焊接头的加载应力提高到其自身抗拉强度的95%和98%,所有试样的寿命均低于100000次。
疲劳试验结果列于表3。
4 试验结果分析4.1 两种工艺方法焊接接头疲劳性能对比 从表3所列试验结果可以看出,在去除焊缝余高后,只要焊缝具有较好的内部质量,且接头区域保持较好的表面状态,M IG 焊接头和TIG 焊接接头在试验加载条件下均表现了较好的疲劳性能。
加载应力低于其各自静载抗拉强度的60%时,疲劳寿命均达500000次而不断裂,而且M IG焊接头在加载应力为静载抗拉强度的70%时,还出现1000000次不断裂的记录。
在加载应力低于静载抗拉强度90%的情况下,两种接头的疲劳寿命也均能高于100000次。
图2是根据表3试验结果绘制的两种工艺方法焊接接头的s 2N 曲线。
图2 TIG 和MIG 接头疲劳曲线Fig.2 Fatigue curves of TIG and MIG welded joints35第3期 焊接工艺方法对60612T6铝合金焊接接头疲劳性能的影响 表3 6061合金对接接头轴向疲劳性能Table3 Fatigue properties of6061aluminum welding jointsStress loaded σΠMpa Fatigue lifeNΠcycleRupturesituasionsσΠσbΠ%Welds’qualityWeldingprocess133.8500000Not broken60No weld defects156.1251439Broken at weld70<0.8,<0.6slag inclusion156.11000405Not broken70No weld defects178.4292113Broken at weld80No weld defects MIG 200.7164589Broken at weld90No weld defects200.799668Broken at weld90<0.5porosity211.9120060Broken at weld95<0.5porosity112.8500000Not broken60No weld defects150.4500000Not broken80No weld defects156.1420169Broken at weld83Dispersion porosities156.1153381Broken at weld83No weld defects156.197011Broken at weld83Dispersion porosities,<0.2slag inclusion TIG 169.2328252Broken at weld90Dispersion porosities178.6418281Broken at weld95No weld defects178.692673Broken at weld95Dispersion porosities178.683003Broken at weld95<0.5tungsten inclusion184.261885Broken at weld98Dispersion porosities 从图2中两条s2N曲线的变化趋势看,TIG 焊接头和M IG焊接头的疲劳强度均随着循环次数的增大而降低。
而TIG焊接接头疲劳曲线的斜率小于M IG焊接接头,说明随着循环次数的增加,TIG焊接接头的疲劳强度降低的程度要小于M IG焊接接头的疲劳强度降低的程度,两条曲线有相交的趋势,表明在高应力下,两种焊接方法对疲劳性能的影响有显著差异,随着应力的降低,两种焊接方法对疲劳性能的影响的差异逐渐减小。
即在加载应力较低时,M IG焊接头疲劳性能并未表现为明显好于TIG焊接头,但由于TIG焊接头静载强度较低,因此在高应力下,M IG焊接头疲劳性能要好于TIG焊接头。
对两条s2N曲线进行拟合可得,TIG焊接接头和M IG焊接接头的s2N曲线的方程分别为: M IG焊接头:lgs=2.199173-0.13391lg N TIG焊接头:lgs=2.53653-0.05987lg N 疲劳试验所得的结果往往是比较分散的,与静载拉伸试验的结果相比,其分散性要大得多。