捏合机使用说明书2
捏合机操作规程

捏合机操作规程
《捏合机操作规程》
一、前言
捏合机是一种用于搅拌、打碎或混合材料的设备,广泛应用于食品加工、制药、化工等行业。
为了保障操作人员的安全,提高设备的使用效率,制定并严格执行捏合机操作规程是非常必要的。
二、操作前的准备
1. 巡检设备是否完好,各部位是否有松动或损坏。
2. 确认工作环境是否整洁干净,无易燃易爆物品。
3. 准备好所需的原料和配料。
4. 穿戴好工作服,并佩戴好防护用品。
三、捏合机的操作
1. 打开电源,确保电源线路连接正确并接地。
2. 启动设备,按照设备说明书的要求设置参数。
3. 将原料和配料逐步加入捏合机内,并根据工艺要求进行相应的搅拌、打碎或混合操作。
4. 在操作过程中,注意观察设备运行情况,发现异常立即停止操作并进行排查。
5. 操作结束后,关闭电源,对设备进行清洁和维护。
四、安全注意事项
1. 操作人员必须经过相应的培训和考核,持证上岗。
2. 操作过程中,禁止随意触摸设备转动部位,以免造成意外伤
害。
3. 禁止在设备运行时随意更改参数或进行维修保养。
4. 若发生设备故障或异常情况,应及时通知设备维修人员进行处理。
通过严格按照《捏合机操作规程》执行,能够有效地保障设备的安全运行,提高生产效率,降低生产事故的发生率。
同时,操作人员也会因为得到有效的保护而感到安心,更好地投入到工作中去。
捏合机安全操作规程模版(3篇)

捏合机安全操作规程模版一、总则为确保捏合机操作人员的人身安全和设备的正常运行,特制定本安全操作规程。
本规程适用于所有操作捏合机的人员。
二、操作前准备1. 检查捏合机工作区域,确保工作区域整洁、干燥,并清除杂物。
2. 检查机器的电源线、电气插头及控制面板,确保无任何损坏。
3. 检查工作站是否稳固,机器底座是否平整。
4. 穿戴个人防护装备,包括安全帽、防护眼镜、防滑鞋等,并确保个人防护装备良好状况。
5. 合理安排操作时间和量,避免疲劳操作。
三、操作规程1. 开机操作(1) 打开电源开关,确认电源指示灯亮起。
(2) 检查机器的操控系统,确保控制面板正常运行。
(3) 按照操作手册上的程序,进行机器的开机启动操作。
2. 捏合机操作(1) 在操作前,应仔细阅读操作手册,了解机器的工作原理和操作要点。
(2) 在启动机器之前,应先调整机器的工作参数,如捏合时间、捏合速度等。
(3) 在操作过程中,操作人员应全神贯注,不得做与操作无关的事情,如吃零食、聊天等。
(4) 在机器运行过程中,严禁用手或其他物体接触机器的旋转部件,以免发生伤害。
(5) 禁止将非工作物件放置在机器的工作平台上。
(6) 禁止将湿手或带有油污的手接触机器,以免发生触电或滑脱事故。
(7) 如需调整捏合机的工作参数,应先停机并拔掉电源插头,再进行调整。
(8) 操作过程中,如有异常情况,应及时停机并向维修人员报告。
四、操作后维护1. 关机操作(1) 停止机器工作,切断电源,确认所有指示灯熄灭。
(2) 清理机器上的杂物和残留物,确保下次操作前准备工作正常进行。
2. 设备维护(1) 定期进行机器的清洁和保养,保持机器的干净、整洁。
(2) 定期检查机器的电线、插头及控制面板等部件,如有损坏及时更换。
(3) 需要操作机器时,应先进行设备的调试和检查,确保机器运行正常。
3. 事故处理(1) 操作人员在发生事故时,应立即停机并切断电源,并及时报告上级或维修人员。
(2) 完成事故报告后,应根据事故原因进行必要的整改和维修工作,并做好相关记录。
NHZ-5型真空捏合机作业指导书文档

NHZ-5型真空捏合机作业指导书
文件编号:
控制状态:
发放编号:
生效日期:
编写
审核
批准
1、目的
规范实验室研发岗位人员操作。
2、范围
适用于实验室研发岗位人员及使用本实验设备人员。
3、职责
3.1严格遵守技术标准及技术质量管理有关规定,确保分析质量,防止质量差错,杜绝质量事故。
3.2严格遵守安全技术规程,时刻警惕安全事故的发生,确保人身设备安全事故为零。
3.3 爱护设备,精心操作,节约用电,不浪费试剂、胶料、填料等实验试剂,努力减少实验研发成本。
3.4努力学习钻研技术业务,不断提高自身技术素质。
4、作业方法与要求
真空捏合机使用及安全事项
1、使用前先检查紧固件有无松动,并将拌缸内杂物清理干净;
2、电机启动后,观测整机运行情况,应无不正常噪音或其它异常情况;在随机附件中的变频器使用说明书指导下进行变频操作。
3、倒出挤出水或出料时,手摇右侧减速器的把手翻转拌缸,倒料时可点动主电机转动搅拌浆。
4、机器应接地线。
5、缸盖的顶部设置有放空阀门,在缸盖与储气罐之间设置有抽真空控制阀门。
抽真空前关闭放空阀,打开控制阀门;在抽真空效果完成后,则打开放空阀,关闭控制阀门。
维修与保养
1、各润滑部位应经常注油,滴注加油式润滑每班加机油不得少于二次,压入式加油润滑每二十天压入黄油一次,油池是润滑每三个月更换一次。
2、墙板轴封,应根据使用磨损情况,适当调整或更换密封件。
3、经常检查真空管道及各结合处,不允许有渗漏现象。
4、机器运行六个月应进行检修,检查易损零件并作适当的修理或更换。
硅胶捏合机作业指导书
硅胶捏合机作业指导书一、介绍硅胶捏合机是一种用于加工硅胶材料的机械设备,通过捏合硅胶材料使其达到一定的柔软度和可塑性。
本指导书将为操作人员提供详细的作业指导,以确保安全、高效地操作硅胶捏合机。
二、安全注意事项1. 操作前应穿戴个人防护装备,如手套、护目镜和面罩,以防止材料溅出和机械伤害。
2. 需要定期检查硅胶捏合机的电源线和电气连接是否完好,并确保接地良好。
3. 操作人员应熟悉硅胶捏合机的工作原理和操作流程,且禁止未经培训的人员操作设备。
4. 避免将手指或其他物体放入运行中的硅胶捏合机内部,以防止意外伤害。
5. 捏合过程中,应保持机器周围的工作区域整洁,避免材料堆积和乱放。
三、操作流程1. 将硅胶材料准备好,确保其干燥、无异物和杂质,并将其放置在硅胶捏合机的进料斗中。
2. 打开硅胶捏合机的电源,并将开关调至待机状态。
3. 按照硅胶捏合机的设定值,调整操作参数,如捏合时间、温度和旋转速度等。
4. 确保所有调整完毕后,按下启动按钮,启动硅胶捏合机。
5. 监视捏合过程,确保硅胶材料在设定的时间内被充分捏合。
6. 捏合完成后,将硅胶捏合机切换至待机状态,关闭电源,并停用硅胶材料的进料。
四、设备维护1. 每次使用后,应对硅胶捏合机进行彻底的清洁和消毒,以防止杂质和细菌滋生。
2. 定期进行设备的保养和维修,如清洗机器内部、润滑传动部件等。
3. 根据设备说明书,进行定期的检查和更换易损件,以确保硅胶捏合机的正常运行。
4. 若发现硅胶捏合机有异常现象或故障,应立即停用并联系维修人员进行维修处理,切勿擅自修理。
五、事故处理1. 若在操作过程中发生浓厚烟雾、异味或异常噪音等情况,应立即停用硅胶捏合机,并确保操作人员安全。
2. 在紧急情况下,应立即按下停止按钮或切断电源,阻止任何继续的操作。
3. 若发生人身伤害或其他意外事故,应立即进行急救和报警,并配合相关部门的调查和处理。
六、总结硅胶捏合机作为一种常见的硅胶材料加工设备,其操作流程和安全注意事项需要被操作人员严格遵守。
α-淀粉酶测定的操作规程
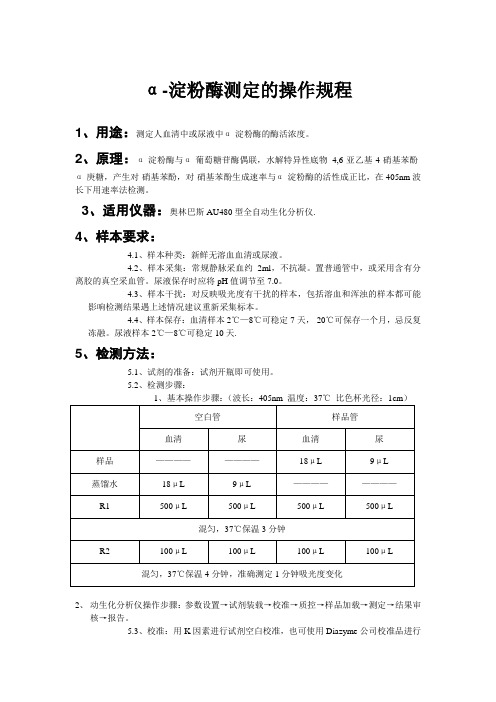
α-淀粉酶测定的操作规程1、用途:测定人血清中或尿液中α-淀粉酶的酶活浓度。
2、原理:α-淀粉酶与α-葡萄糖苷酶偶联,水解特异性底物4,6-亚乙基-4-硝基苯酚-α-庚糖,产生对-硝基苯酚,对-硝基苯酚生成速率与α-淀粉酶的活性成正比,在405nm波长下用速率法检测。
3、适用仪器:奥林巴斯AU480型全自动生化分析仪.4、样本要求:4.1、样本种类:新鲜无溶血血清或尿液。
4.2、样本采集:常规静脉采血约2ml,不抗凝。
置普通管中,或采用含有分离胶的真空采血管。
尿液保存时应将pH值调节至7.0。
4.3、样本干扰:对反映吸光度有干扰的样本,包括溶血和浑浊的样本都可能影响检测结果遇上述情况建议重新采集标本。
4.4、样本保存:血清样本2℃—8℃可稳定7天,-20℃可保存一个月,忌反复冻融。
尿液样本2℃—8℃可稳定10天.5、检测方法:5.1、试剂的准备:试剂开瓶即可使用。
5.2、检测步骤:2、动生化分析仪操作步骤:参数设置→试剂装载→校准→质控→样品加载→测定→结果审核→报告。
5.3、校准:用K因素进行试剂空白校准,也可使用Diazyme公司校准品进行校准操作,当试剂更换批号、出现质控漂移、仪器做完保养后及重要零件更换时,须重新校准。
5.4、结果计算:全自动生化分析仪会自动给出检测结果。
3、6、参考范围:(各医院应根据本地区实际情况建立自己的参考范围。
)7、注意事项:7.1、试剂具有一定的酸碱性,避免直接接触皮肤和眼睛,切勿吞咽。
7.2、使用后的器具应按照规定处理,扔入指定的垃圾箱内,不可随处乱扔,防止环境污染和二次使用。
7.3、由于运输过程产生渗液或漏夜的产品,或在运输贮存中没有按照说明书要求进行维护的试剂,不可使用。
7.4、试剂只用于体外诊断。
8、参考文献:中华人民共和国卫生部医政司,全国临床检验操作规程(第三版),东南大学出版社,2006。
王惠萱、李雪梅、王冈,临床检验操作手册,云南科技出版社,2008.陆永绥、李清华、张伟民主编,临床检验自动化仪器分析标准操作规程,浙江大学出版社,2006.。
捏合机的安装方法
捏合机的安装方法
1. 浇注地基:在安装前,先在安装地点浇注一个地基,并在地基中放置六块经水平角尺校正好的20cmx20cm的碳钢中板。
2. 移动设备:将捏合机移至已预制的地基上。
3. 固定设备:将捏合机的底盘与浇注在地基中的六块方铁直接焊接,以将设备固定在地基上。
4. 设备检查:安装后,进行清理、去污和擦拭防锈油脂等操作。
检查各润滑点,并注入润滑油(脂)。
检查紧固件是否松动,蒸汽管道是否泄露,电路及电器设备是否有接地装置。
5. 试运行:在使用前,先进行10-15分钟的空运转,以确认机器运转正常。
请注意,在进行安装操作之前,请务必仔细阅读设备的说明书和安装指南,并确保遵守所有安全规定和操作指南。
如果你不确定如何安装,请寻求专业人士的帮助。
捏合机使用说明书2

生热量,温度过高将通过冷却水循环加大或减小冷却水流量控
制罐内温度,保证良好的工艺要求。
五、正常停机
1、关闭水阀
2、关闭液压系统
沈阳杰飞医药设 备制造有限公司
捏合机
NHJ—500 共4页 第4页
3、关闭主机
4、清理罐仓里的余胶
六、维护与保养
1、每班生产前检查机器各部运转是否正常
2、曲轴两侧与轴套密封是否漏胶,调整压盖
3、传动各部是否注油
4、该设备属于重型设备,每季度检修 1 次,更换减速机
机油。
七、设备示意图
合 格证
产品名称 产品型号 生产日期 质检结果 质量检查员 出厂编号
捏合机 NHJ—500
本产品经检验合格准许出厂
总 经 理: 年月日
沈阳杰飞医药设备制造有限公司
Shenyang Jiefei Medical Equipment Manufacturing CO .,LTD
捏合机
NHJ—500 共4页 共3页
2、接通电源查看冷却系统是否漏水。
3、设备安装后检查各部位的螺栓是否松动,通电后是否有漏
电情况,检查各液压系统运行是否正常工作,查看机械传动是否
正常,观察双轴旋转方向,双轴旋转方向向内旋转为准,查看正
常,空载运行 30 分钟后,无异常,可试生产。
四、操作使用
1、准备好生产用胶料与配料
2、接通电源,启动液压系统,水阀打开。
3、首先通过液压系统启动仓盖开启按钮将仓盖开启,注
意!必须开启到位置,再启动罐体开启按钮将料仓罐体旋转
90°位置,将需搅拌的胶料按生产工艺分次投放如罐内,启动
料仓罐体归位按钮使料仓罐体归位,启动仓盖归位。在搅拌过程中因摩擦产
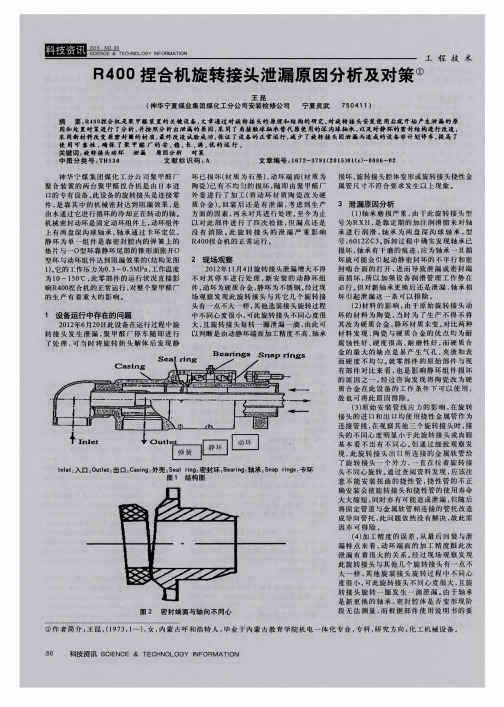
R400
5 改进后效 果
以 上 改造 方案 , 从2 0 1 3 年实施以来 , 运 行 一年多时 间, 该 设 备 机 械 密封 未 发 生 泄 漏 , 证 明改造 是成功 的 , 措 施 是 正 确 有 效 的。
材料要 求 , 找 与 国 内 材 料 标 号 相 同 或 相 近 的 材料 进 行 代替 。 为 了检 验 备 件 的 质量 , 可 以先加 工几套进行试 用 , 在 不 影 响 生 产 的 情况下 , 进一步降低生产成本 。 ( 3 ) 改变轴承形式 , 由于 现 阶 段 缺 乏 原 装备件 , 动 静 环加 工 精 度 无 法 测 量 ( 只 能 测 量基本尺寸) , 考 虑 到 现 阶 段 密 封 组 件 的 不 同心旋转 , 可 以 将 两 盘 深 沟 球 轴 承 更 改 为 角接 触 球 轴承 。 原装 部 件为 两 盘6 0 l 2 Z C 3 深 沟球轴承 , 由 于 深 沟 球 轴 承 只 可 承 受 轻 微 的 偏心 现 象 ( 1 / 6 度) 且 是 两盘 紧靠 着 安 装 , 这种装 配由于两盘轴 承本身制造 的差异 , 安装使用性 能不是很 好 , 再 加 上 它允 许 使 用 的偏 心度 很 小 在 旋 转 接 头 密 封 组 件 上 使 用 很 容 易造 成 静 环 的 损 坏 。 但 如 果 改 为 调 心轴承效果 最好 , 但 是 查 询 资 料 后 调 心 轴
( 5 ) 改变静 环的密封形式 , 由于 原 密 封 形 式 是 靠 静 环 尾 部 的 锥形 面 胀 大 0型环 来 达 到密封效果( 见 图3 ) , 此 密封 形 式 一但 静 环 损坏 , 密 封 也 就 不 能再 密ห้องสมุดไป่ตู้ 。 更 改 方 案 保 持 原 始 尺 寸 不变 , 在 原静 环 上 开 一 道O型环 槽形成二道 密封( 见 图4 ) , O型 环 材 质 为 聚 四 氟 乙烯 ( 耐磨) , 这 样 即使 0型 环 下 方 的锥 形面密封 圈损坏 , 密 封 轴 向 的 二 道 密 封 环 还 可以 将 介 质 密 封 住 , 以 使其 不 产 生 泄 漏 , 减 少零部件 损坏和泄漏 , 从 而 避 免 不 必 要
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本产品经检验合格准许出厂
总 经 理: ቤተ መጻሕፍቲ ባይዱ月日
沈阳杰飞医药设备制造有限公司
Shenyang Jiefei Medical Equipment Manufacturing CO .,LTD
二、技术参数
1、搅拌缸总容积:500L
2、主机功率:37KW/6P
3、油泵电机功率:3.0KW/4P
4、夹套蒸汽压力: ≦0.4MPa
5、双轴速比:1:1.45
6、快慢浆速度: 35/25rpm
7、料仓旋转最大角度:90°
8、外形尺寸:2875×1950×1680mm
9、主机重量:4700kg
三、安装调试
正常,观察双轴旋转方向,双轴旋转方向向内旋转为准,查看正
常,空载运行 30 分钟后,无异常,可试生产。
四、操作使用
1、准备好生产用胶料与配料
2、接通电源,启动液压系统,水阀打开。
3、首先通过液压系统启动仓盖开启按钮将仓盖开启,注
意!必须开启到位置,再启动罐体开启按钮将料仓罐体旋转
90°位置,将需搅拌的胶料按生产工艺分次投放如罐内,启动
捏合机
NHJ—500 使用说明书
沈阳杰飞医药设备制造有限公司
Shenyang Jiefei Medical Equipment Manufacturing CO .,LTD
沈阳杰飞医药设 备制造有限公司
捏合机
NHJ—500 共4页 第1页
目录
一、 机器用途 二、 技术参数 三、 安装调试 四、 操作使用 五、 正常停机 六、 维护保养 七、 设备简图
沈阳杰飞医药设 备制造有限公司
捏合机
NHJ—500
共4页
共2页
一、机器特点
该机用于高粘度的弹性物料的捏合及混炼,可用于橡胶、硅
橡胶、食品胶基、医药剂等。该机采用卧式双轴型,常压状态下
捏合,变频调速,液压倾缸倒料及液压启闭缸盖。本机是在全封
闭状态下进行生产,改善室内环境卫生,减轻体力劳动,提高生
产率。
1、安装:本机属于重型设备,应安装特制牢固的钢筋水泥基
础上,要求基础水平,地脚螺栓垂直,定位准确。
沈阳杰飞医药设 备制造有限公司
捏合机
NHJ—500 共4页 共3页
2、接通电源查看冷却系统是否漏水。
3、设备安装后检查各部位的螺栓是否松动,通电后是否有漏
电情况,检查各液压系统运行是否正常工作,查看机械传动是否
料仓罐体归位按钮使料仓罐体归位,启动仓盖归位按钮使仓盖
归位,此时启动主搅拌电机开始工作。在搅拌过程中因摩擦产
生热量,温度过高将通过冷却水循环加大或减小冷却水流量控
制罐内温度,保证良好的工艺要求。
五、正常停机
1、关闭水阀
2、关闭液压系统
沈阳杰飞医药设 备制造有限公司
捏合机
NHJ—500 共4页 第4页
3、关闭主机
4、清理罐仓里的余胶
六、维护与保养
1、每班生产前检查机器各部运转是否正常
2、曲轴两侧与轴套密封是否漏胶,调整压盖
3、传动各部是否注油
4、该设备属于重型设备,每季度检修 1 次,更换减速机
机油。
七、设备示意图
合 格证
产品名称 产品型号 生产日期 质检结果 质量检查员 出厂编号
捏合机 NHJ—500