航模全系列无刷电机绕线方法 ()
电动机绕线方法

电动机绕线方法电动机绕线是电机制造中非常重要的一部分,它直接影响到电机的性能和效率。
在进行电动机绕线时,我们需要注意一些方法和技巧,以确保绕线的质量和效果。
本文将介绍电动机绕线的方法,希望能为电机制造者提供一些帮助。
首先,选择合适的绕线工具和材料非常重要。
通常情况下,我们会选择具有一定硬度和柔韧性的绝缘线,以及适合绕线的绕线工具。
在选择绕线工具时,我们需要考虑到电动机的尺寸和绕线的复杂程度,以确保能够顺利进行绕线操作。
其次,我们需要根据电动机的设计要求和绕线图纸进行绕线。
在进行绕线之前,我们需要仔细阅读绕线图纸,了解每个绕组的位置和绕线的方法。
在实际操作中,我们需要按照绕线图纸上的要求,将绝缘线依次绕制在电动机的定子或转子上。
在绕线过程中,我们需要确保绕线的紧密度和均匀度,以避免出现绝缘线交叉或松动的情况。
另外,在进行绕线时,我们需要注意绕线的顺序和方向。
通常情况下,绕线的顺序和方向会直接影响到电动机的工作效果。
因此,在进行绕线时,我们需要按照设计要求,选择合适的绕线顺序和方向,以确保电动机能够正常工作并达到设计要求的性能指标。
此外,绕线过程中需要注意保持绝缘线的质量。
绝缘线的质量直接关系到电动机的安全性和稳定性。
因此,在进行绕线时,我们需要选择质量可靠的绝缘线,并在绕线过程中注意保护绝缘线,避免出现划伤或磨损的情况。
最后,进行绕线之后,我们需要进行绕线的检测和调试。
在进行绕线之后,我们需要对绕线进行检测,确保绕线的质量和效果符合设计要求。
同时,我们还需要进行电机的调试,检查电机的工作效果和性能指标,以确保电机能够正常工作。
总的来说,电动机绕线是电机制造中非常重要的一部分,它直接影响到电机的性能和效率。
在进行电动机绕线时,我们需要选择合适的绕线工具和材料,根据设计要求和绕线图纸进行绕线,注意绕线的顺序和方向,保持绝缘线的质量,并进行绕线的检测和调试。
希望本文的介绍能够为电机制造者提供一些帮助,使他们能够更好地进行电动机绕线工作。
航模全系列无刷电机绕线方法详解

航模全系列无刷电机绕线方法详解一模型无刷电机是无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
二N和P搭配的规律N:电机绕组槽 P:磁钢1、N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
2、N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
3、P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
4、N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
5、同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
6、一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
三三角接法和星形(Y)接法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!详解三角接法与星形接法现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法例如:一台2212 1400电机(默认三角绕法)改用星形绕法,转速将变为1400除以1.732得出808,并且该电机在12V电压下工作功率大为降低,如要实现之前功率,需要提高电压到12V*1.732=21V,在21V电压下和之前的功率相近。
同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压1.732倍使用,否则极易烧坏电机。
星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低实际运用:3S电机改6S电机,最简单的办法就是将三角绕法改为星形绕法即可。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
电机绕线接线方法图解

电机绕线接线方法图解电机绕线是将电机定子和转子上的线圈连接起来,以形成电磁场来实现电机的转动。
电机绕线有两种常见的接线方法,即星形接线和三角形接线。
星形接线是将三个电机相线分别连接到一个星形连接点上,然后将三个星形连接点连接到电源上。
具体的绕线步骤如下:1.首先,将电机定子上每个槽中的线圈绕完,然后将线圈连接在一起。
每个槽中的线圈必须按照一定的顺序连接起来,以确保正常的电流流动。
2.接下来,将第一个槽中的线圈的一端连接到第二个槽中线圈的一端,然后将第二个槽中线圈的另一端连接到第三个槽中线圈的一端。
依此类推,将最后一个槽中线圈的另一端连接到第一个槽中线圈的一端。
这样,所有线圈都会形成一个星形连接。
3.最后,将星形连接的中心连接到电源的一端,将星形连接的三个末端连接到电源的另一端。
这样,电机绕线完成。
三角形接线是将三个电机相线两两连接在一起,形成一个三角形连接。
具体的绕线步骤如下:1.首先,将电机定子上每个槽中的线圈绕完,然后将线圈连接在一起。
与星形接线相同,每个槽中的线圈必须按照一定的顺序连接起来。
2.接下来,将第一个槽中的线圈的一端连接到第二个槽中线圈的另一端。
然后将第二个槽中线圈的一端连接到第三个槽中线圈的另一端。
最后,将第三个槽中线圈的一端连接到第一个槽中线圈的一端。
这样,线圈就形成了一个闭合的三角形连接。
3.最后,将三个槽中线圈的中间点连接到电源的一端,将三个槽中线圈的另外三个端点连接到电源的另一端。
这样,电机绕线完成。
这两种接线方法在不同的情况下有不同的应用。
星形接线适用于高效率和高起动力矩的应用,而三角形接线适用于高起动电流和低耗电功率因数的应用。
根据实际需求,可以选择适合的接线方法来实现电机的高效运行。
总之,电机绕线的接线方法有星形接线和三角形接线两种。
这两种方法在连接方式上有所差异,适用于不同的应用场合。
正确的绕线方法可以确保电机的正常运行,并提高电机的效率和性能。
无刷电机烧线重绕法
无刷电机烧线重绕法本帖不为商业目的,只因爱好做实用讲解,如有错误请指正。
以无刷电机为例,无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
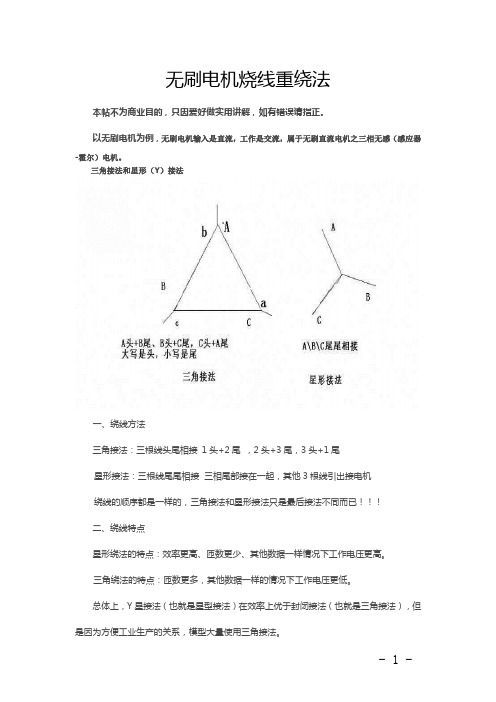
三角接法和星形(Y)接法一、绕线方法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已二、绕线特点星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高。
三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
三、绕线步骤(一)基本知识1.线径、股数、匝数线径:漆包线直径(一般是包括漆皮的)股数:绕线时多股线一起绕的根数匝数:每个电极上所绕的圈数如:0.21*4*13圈(线径*股数*匝数)2.绕线顺和逆定子尾部朝下,上面朝天。
顺:绕线顺时针逆:绕线逆时针3.影响转速的因素在磁钢和定子不变的情况下,匝数是影响无刷电机转速的最大因素。
总体规律是匝数越多,转速越慢;匝数越少,转速越快。
4.槽满率在电机电极上所绕线圈与最大极限所能绕进去的线圈的比例。
在磁钢强度前提下,槽满率越高,功率更大;槽满率越低,功率越小。
5.N和P搭配的规律(N:电机绕组槽P:磁钢)(1)N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
(2)N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
(3)P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
(4)N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
(5)同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
(6)一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
无刷电机烧线重绕法

无刷电机烧线重绕法本帖不为商业目的,只因爱好做实用讲解,如有错误请指正。
以无刷电机为例,无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
三角接法和星形(Y)接法一、绕线方法三角接法:三根线头尾相接 1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!二、绕线特点星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高。
三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
三、绕线步骤(一)基本知识1.线径、股数、匝数线径:漆包线直径(一般是包括漆皮的)股数:绕线时多股线一起绕的根数匝数:每个电极上所绕的圈数如:0.21*4*13圈(线径*股数*匝数)2.绕线顺和逆定子尾部朝下,上面朝天。
顺:绕线顺时针逆:绕线逆时针3.影响转速的因素在磁钢和定子不变的情况下,匝数是影响无刷电机转速的最大因素。
总体规律是匝数越多,转速越慢;匝数越少,转速越快。
4.槽满率在电机电极上所绕线圈与最大极限所能绕进去的线圈的比例。
在磁钢强度前提下,槽满率越高,功率更大;槽满率越低,功率越小。
5.N和P搭配的规律(N:电机绕组槽P:磁钢)(1)N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
(2)N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
(3)P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
(4)N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
(5)同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
(6)一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
电机绕线方法

电机绕线方法
电机绕线是电机制造中非常重要的一个环节,它直接影响到电
机的性能和效率。
在电机绕线的过程中,需要考虑到绕线的方式、
线圈的布局、绕线的材料等多个因素。
本文将从电机绕线的基本原理、常见的绕线方法和注意事项等方面进行介绍。
首先,我们来了解一下电机绕线的基本原理。
电机绕线是指将
导线绕制成线圈,然后将线圈安装在电机的定子或转子上,通过线
圈中通以电流来产生磁场,从而实现电机的运转。
在绕线的过程中,需要考虑线圈的匝数、绕组的方式、导线的截面积等因素,以确保
电机能够正常工作。
常见的电机绕线方法包括分布式绕线和集中式绕线。
分布式绕
线是指将线圈的每个匝数分布在电机的定子或转子上,通常用于多
相交流电机。
而集中式绕线是指将线圈的所有匝数集中在电机的定
子或转子上,通常用于直流电机。
在选择绕线方法时,需要根据电
机的类型和工作要求来进行合理的选择。
在进行电机绕线时,还需要注意一些事项。
首先,需要选择合
适的导线材料,通常选择具有良好导电性能和耐高温性能的材料。
其次,需要注意绕线的方式和线圈的布局,以确保线圈的匝数和方
向符合设计要求。
另外,还需要注意绕线的工艺,包括绕线的张紧度、绝缘处理等,以确保线圈的质量和可靠性。
总之,电机绕线是电机制造中至关重要的一个环节,它直接关
系到电机的性能和效率。
在进行电机绕线时,需要考虑绕线的方式、线圈的布局、绕线的材料等多个因素,并且需要注意绕线的工艺,
以确保电机能够正常工作。
希望本文的介绍能够对大家有所帮助。
无刷电动车控制器接线方法(配图)
无刷电动车控制器接线方法(配图)-CAL-FENGHAI.-(YICAI)-Company One1无刷电动车控制器接线方法(配图)——程国锦2345无刷电动车控制器接线说明 1.电源输入粗红色线为电源正端黑色线为电源负端细橙色线为电门锁2.电机相位(u、v、w输出)粗黄色线为U 粗绿色线为V 粗蓝色线为W 3.转把信号输入细红色线为+5V电源细绿色为手柄信号输入细黑色线为接地线 4.电机霍耳(A、B、C输入)细红色线为+5V电源细黑色线为接地线细黄色线为 A 细绿色线为 B 细蓝色线为 C 5.刹车(柔性EABS+机械刹)细黄色线为柔性EABS;细蓝色线为机械刹(高电平刹车:+12V)细黑色线为接地线(低电平刹车) 6.传感器细红色线为+5V电源细黑色线为接地线细绿色线为传感器信号输入 7.仪表(转速):细紫色线 8.巡航:细棕色线9.限速:细灰色线10.自动识别开关线:细黄色线PIC16F72智能型无刷电动车控制器使用方法和注意事项 1、在接线前先切断电源,按接线图所示连接各根导线; 2、该控制器应安装在通风、防水、防震部位。
3、控制器限速控制插头应放置容易操作的地方。
4、控制器接插件应接插到位,禁止将控制器电源正负极反接(即严禁粗红、细橙和粗黑;细红和细黑接反)。
5、电机模式自动识别:正确接好电动车控制器的电源、转把、刹把等线束,,将电机识别模式开关线(细黄)短接,打开电门锁,使电机进入自动识别状态,若电机反转则按一下刹车即可使电机正向转动,在控制器识别电机模式10秒后将电机识别模式开关线(细黄)直6接断开即可完成电机模式自动识别。
6、1+1助力方向调整:在通电状态,将调速电阻从最大值调到最小值,再回到原始状态后,可将1+1助力的方向从正向模式切换到反向模式,再调整一次可从反向模式切换到正向模式,并将最终的模式存入单片机。
7。
无刷电机全自动绕线机使用方法和操作规程

无刷电机全自动绕线机使用方法和操作规程无刷电机在生产过程中,定子绕线环节很重要,需要用到专业的绕线设备,不同的绕线机设备,针对的产品是不一样的,外绕产品常用飞叉绕线机设备;内绕产品常用针式绕线机设备。
不管是用哪种绕线设备,都有正确的使用方法及操作规程,如果使用不当,就容易造成机器设备出现问题,甚至是安全问题。
其实绕线机听起来复杂,实际操作也比较简单,只要稍微熟悉,经过专业技术人员的培训,很快就可以上岗。
全自动绕线机使用方法及操作规程:一、如果只是单一的生产一种产品,不需要更换模具,这种就比较简单,技术调试好了,员工只需直接开机启动就好,没那么多复杂的事。
二、如果是生产多型号产品,会涉及到更换模具,这是需要培训的,因为涉及到模具、护板、磨头三者间的配合,当定位准确后,控制器参数设置、基础调试很重要,如果设置不恰当,定位不准确,就容易导致断线、伤线、挤线、跳线等情况。
1.程序一般都是设定好的,调用出对应型号的程序即可,设置好漆包线线径及绕线速度等参数,然后进行调试,采用手动模式,一步一步的前进,观察模具定位是否准确,不要自动运行,不然很容易撞针或者定子槽对不准模头,在确定位置无误后,开始绕线,当走到一定步数,确定没有问题,绕线排线都正常后,可以慢速运行,在确定慢速运行正常的情况下,适当加快速度,直至达到规定范围速度。
绕完几个产品后,可以进行盐水测试,确保漏电值符合标准,才开始生产。
2.注意张力器、线嘴、羊毛毡等辅助工具的合理应用,检查工作台面是否干净,有杂物要及时清除;机器工作时,严禁伸手进去,注意带好防护具。
机器出现紧急问题,不能搞定的,要及时关闭,上报处理。
以上简单介绍了全自动绕线机使用方法及操作规程,当然也还有其他很多因素,这里就不一一介绍了,只要按照正确使用方法,遵循操作规程,设备才会正常运行,生产顺利。