激光放大器使用说明
epion光纤放大器说明书

epion光纤放大器说明书一、什么是光纤放大器光纤放大器(OpTIcalFiberAmplifier,简写OFA)是指运用于光纤通信线路中,实现信号放大的一种新型全光放大器。
根据它在光纤线路中的位置和作用,一般分为中继放大、前置放大和功率放大三种。
同传统的半导体激光放大器(SOA)相比较,OFA不需要经过光电转换、电光转换和信号再生等复杂过程,可直接对信号进行全光放大,具有很好的“透明性”,特别适用于长途光通信的中继放大。
可以说,OFA为实现全光通信奠定了一项技术基础。
光纤放大器的调节方法_光纤放大器的作用及原理二、光纤放大器分类光纤放大器是可以将信号进行放大的一种新型全光放大器,根据它在光纤线路中的位置以及作用,一般可以分为中继放大、前置放大和功率放大三种。
同传统的半导体激光放大器相比较,OFA不需要经过光电转换、电光转换和信号再生等复杂过程,可直接对信号进行全光放大,具有很好的“透明性”,特别适用于长途光通信的中继放大。
光纤放大器的调节方法_光纤放大器的作用及原理三、光纤放大器原理光纤放大器技术就是在光纤的纤芯中掺入能产生激光的稀土元素,通过激光器提供的直流光激励,使通过的光信号得到放大。
传统的光纤传输系统是采用光—电—光再生中继器,这种中继设备影响系统的稳定性和可靠性,为去掉上述转换过程,直接在光路上对信号进行放大传输,就要用一个全光传输型中继器来代替这种再生中继器。
在掺铒光纤中注入足够强的泵浦光,就可以将大部分处于基态的Er3+离子抽运到激发态,处于激发态的Er3+离子又迅速无辐射地转移到亚稳态。
由于Er3+离子在亚稳态能级上寿命较长,因此很容易在亚稳态与基态之间形成粒子数反转。
当信号光子通过掺铒光纤时,与处于亚稳态的Er3+离子相互作用发生受激辐射效应,产生大量与自身完全相同的光子,这时通过掺铒光纤传输的信号光子迅速增多,产生信号放大作用。
Er3+离子处于亚稳态时,除了发生受激辐射和受激吸收以外,还要产生自发辐射(ASE),它造成EDFA的噪声。
放大器操作说明

放大器操作说明一、放大器的设置1.打开Nexus 元件的电源并使Nexus 元件初始化。
2.如果Nexus 元件没有显示主菜单,则应按底下的“Home ”键,直到出现主菜单。
在主菜单上应有诸如“Amplifier Set -up (放大器设置)”,“Transducer Set -up (传感器设置)”等选项。
如照片1所示:3.滚动到“Amplifier Set -up (放大器设置)”并按底下的“↙”一次。
如照片2所示:照片 1照片 24.在“Amplifier Set -up (放大器设置)”菜单下,应通过在底下箭头键来滚动到“Hz ”,以确保“Hz ”显示加亮。
一旦“Hz ”显示加亮,则按 “Ch ↓”键。
随后应用“+”和“-”按键来设置Hz (频率)为A 。
一旦通道1设置为A ,则应按 “Ch ↓”键,并对通道2,3和4作同样的工作。
如果是2通道Nexus 元件,那么只需要编程两个通道。
当所有通道设置为A 时,按“Home ”键返回。
如照片3所示:然后,用“→”键移动到“Out (输出)”。
一旦“Out (输出)”被显示加亮,使用“Ch ↓”键和“+”与“-”键把每个通道都设置为316mV/Pa 。
当所有通道都设置为316mV/Pa 后,按“Home ”键返回。
最后回顾一下菜单,确保所有的通道都被分别设置在A 下,“Out ”输出为316 mV/Pa 。
当所有设置项都设置正确后,按“Home ”键返回。
如照片4所示:照片 3滚动到“Transducer Set -up (传感器设置)”下并按底下的“↙”一次。
如照片5所示:(此步可以省略,因为麦克风的灵敏度是自动识别的不用设置)编辑此菜单需要声学传感器的校准数值。
当得到校准数值后,滚动到“Sensitivity (灵敏度)”并按“Ch ↓”键。
如照片6所示:照片 4照片 5随后将处在显示加亮的十进制数值的通道#1。
用“+”与“-”键把此数值设置为对应于此通道/声学传感器的校准/灵敏度数值。
激光机标准操作规程

激光机标准操作规程
一、操作规程
开机
a. 开启激光机控制器电源,待自检画面结束后,按下开总电源按钮,主机正常后,打开泵浦电源,调整泵浦功率按钮,设定泵浦工作电流,待激光器预热完成后,进行下一步操作。
b. 打开Q开关,让其自动打开。
根据工作需要调整Q聚焦镜位置和输出能量,然后在激光器开启正常后,返回初始界面。
c. 调整激光功率和模式,根据工作需求调Q振荡的频率,在Q频率正常后,打开光路开关,根据工作需求调整光路模式。
d. 在控制系统中选择需要的图形或文字,按下手动开关在电脑上或触摸屏上打出图形或文字,在激光图形正常后,调整焦距在材料上打出所需图形或文字。
关机
完成工作后,首先按下紧急停止按钮关闭激光系统,然后关闭泵浦电源,最后关闭控制系统电源。
二、注意事项
严格禁止在聚焦镜片表面放置任何物品,以免对镜片造成损伤。
当Q开关出现异常时,如Q开关不能自动打开或关闭时,应立即切断电源并及时通知维修人员检查处理。
在工作过程中发现异常情况应立即按下紧急停止按钮并及时通知维修人员检查处理。
严禁私自拆装机器内部的任何部件,以免造成机器故障。
使用后应及时清理工作台面上的杂物和尘埃以免对机器造成损伤。
三、应急处理
如遇紧急情况应首先按下紧急停止按钮切断电源。
如果发生火灾应立即停止工作并立即使用灭火器灭火并立即拨打火警电话报警。
如果有人受伤应立即停止工作并立即将伤者送往医院治疗。
OMRON 激光型 E3Z-LT E3Z-LR E3Z-LL 放大器内置型激光光电传感器 说明书

⬉ӴЎE3Z ▔ 䗖 ⫼ʽBGSӀ 30㉇ Փ⫼Ӵ ˈԚ 䇗㡖 䕈 Ͼ䲒乬DŽ䇗㡖㣗 䗮䖛 ⚍Ⳉ DŽӀ Ẕ⌟䖥䎱⾏ⱘⶀ䯈⠽ԧˈԚ ⚍ⳈѢ䖥䎱⾏㗠㿔䖛 ϨẔ⌟ϡ〇 DŽ䯂乬ㄪ䯂乬E3Z ▔ ㋏㒳 ϔϾ⣀⡍ⱘ 㒧 DŽ ⚍Ⳉ ˈ ϟ՟ ⼎DŽ䗮䖛 䗣䬰䇗㡖 Ⳉǃ∈ ⏅ Ϟⱘ Շԡ㕂ˈ ⦄ ˄f1 ˅ⱘ DŽ 䬰▔▔ ὖE3Z LASERE3Z LASERЎ▔ ㄝ㑻1˄JIS IEC ˅ˈ 䴭DŽBGS300mm ⱘ䭓䎱⾏Ẕ⌟˄ⱑ㒌˅ҹ ⚍ㅔ 䖯㸠 ӊ ⱘẔ⌟Ẕ⌟ ⏋ 买㡆ⱘ ⫼Ё咥 ⱑ䫭䇃⥛Ԣg Ϯ⬠ 䭓Ӵ 䎱⾏ˈ 䆌♉⌏ 㺙Ӵg Ԣ㟇5%ⱘ咥/ⱑ䫭䇃ՓẔ⌟ 䖤㸠 〇 DŽg Ң ⒥ⱘ㚠 Ϟ䖯㸠ϡ ⱘ〇 Ẕ⌟DŽg BGS ⱘ ⚍Ⳉ Ў0.5 mm ˄ ՟ Ў300 mm ˅DŽҙ5%ⱘ⊶ 㣗 ˈ Փ ⱘ г㛑Ẕ⌟ DŽg ⫼ѢẔ⌟ 䗳⿏ ⠽ԧˈ 䯈Ў0.5 ms ⱘ ˄E3Z-LL ƶ3/ƶ8˅г Ϟ DŽẔ⌟さ ⱘ㒚⎆ ⦏⩗Ẕ⌟ Ϟⱘ㢃⠛㒘ӊ6放大器内置型激光光电传感器 E3Z 激光订购信息*1.反射器另售。
选择最适合于应用的反射器型号。
*2.括号中的数值表示传感器和反射器之间所需的最小距离。
*3.此类产品亦有配有0.5m 电缆的预先配线型号。
订购时,在型号末尾添加“0.5M ”来指定电缆长度(例如,E3Z-LT610.5M )另有M12导线引出连接器型号。
订购时,在型号末尾添加“-M1J ”(例如,E3Z-LT61-M1J )。
电缆长度为0.3m 。
·带有1m 或5m 电缆的预先配线型号·带有M84端子连接器端子,M83连接器或e-CON 连接器的预先配线连接器型号*4.如检测距离需大于10m 时请联系欧姆龙销售人员。
可生产带有大型定制尺寸点的产品. 这使得光轴调节更容易并且使接收器接受光线更稳定,即使存在振动。
附件狭缝(E3Z-LT □□用)反射板(E3Z-LR □□用)狭缝宽度传感距离最小可检测距离(典型)型号内容Φ0.5mm3m用Φ0.1mmE39-S65A投/受光器 各1个名称反射器距离型号备注反射器15m 〔300mm 〕E39-R1·回归反射型未提供反射器·将传感器和反射器分开至少括号内所述的距离·M.S.R.功能可用7m 〔200mm 〕E39-R127m 〔200mm 〕E39-R6放大器内置型激光光电传感器 E3Z 激光7装配支架注.使用对射型时,为接收器和发射器分别订购一个支架。
泰德系列光纤放大器说明书

TED SERIESINSTRUCTION MANUALCONTROLS1 and2 OUTPUT LEDsThe yellow LEDs indicate the status of the corresponding outputs duringthe normal operating status.1 and2 READY/ERROR LEDs (bicolour)The bicoloured LEDs are permantely green indicate that the receivedsignal guarantees a stable output status.The alternative blinking of the LEDs indicate a wrong setting condition.Please refer to the “SETTING” paragraph for correct for setup procedureindications.SET1 and SET2 PUSHBUTTONA long pressure on the pushbutton activates the self-setting procedureof the corresponding channels.INSTALLATIONprotection lid can be removedopening it completely and pullingit slightly.Mount the sensor on a DIN rail orthanks to the fixing holes usingscrews (M3x20 or longer) withwashers.Installation of the fibre-optics:Press the lock pushbutton and keep it pressed until all the fibres hasbeen completely inserted.Insert the fibres in the corresponding holes as described in thedimension drawing.The transparent CLEAR-LOCK TM fixing block allows to easily check thatthe fibres are close to the photoelements.The insertion resistance is due to the O-ring seal; please insert the fibresfor about 6mm deeper until they touch the photoelements.CONNECTIONSOUTPUT 1OUTPUT 20 VM8 CONNECTOR12 … 24 VdcOUTPUT 10 VOUTPUT 2(WHITE)(BROWN)(BLUE)(BLACK)+-TECHNICAL DATAPower supply: 12 … 24 Vdc±10% (reverse polarity protection)Ripple: 2 Vpp max.Current consumption(output current excluded): 60 mAOutputs: NPN (TED-x-N) or PNP (TED-x-P)Output current: 100 mA max. at 25 °C derating –2 mA/°COutput saturation voltage: 1.2 V max.Response time: 250 μs max.Indicators: 2 OUTPUT LEDs (YELLOW) and 2 READY/ERROR LEDs (RED/GREEN)Setting: 2 SET1 and SET2 pushbuttonsData retention: non volatile EEPROM memoryOperating temperature: -10 … 55 °CStorage temperature: -25 … 70 °CElectrical shock protection: Class 2Operating distance (typical values): proximity (with OF-xx-ST fibre-optic) 0 … 70 mmthrough beam (with OF-xx-ST fibre-optic) 0 … 280 mmEmission type: red (630 nm)Ambient light rejection: according to EN 60947-5-2Vibrations: 0.5 mm amplitude, 10 … 55 Hz frequency, for every axis (EN60068-2-6)DARK/LIGHT selection: 11 ms (30 G) 6 shock for every axis (EN60068-2-27)Housing: PolycarbonateMechanical protection: IP65Connections: 2 m cable ∅ 4.5 mm / M8-4 pole connectorWeight: 115 g. max. cable vers. / 30 g. max. connector vers.SETTINGEASY TOUCH™The sensor uses the patent-covered EASY TOUCH™ technology thatallows a rapid and safe self-setting of the product.Two different setting possibilities are available:- EASY TOUCH™; a long pressure of the SET pushbutton allows self-setting.- FINE DETECTION; to be used only in particularly critical conditions.This setting procedure is used only when the EASY TOUCH™ is notsufficient.TED settingThe EASY TOUCH™ foresees the LIGHT operating mode.Thus using proximity fibres, the output is closed and the output LED isON when the object is detected.Using through beam fibres, the output is closed and the output LED isON when the object does not interrupt the beam (i.e. the object is notdetected).- EASY TOUCH™ (standard detection)Place the object to detect either in front of the proximity fibres withinthe operating range, or in the middle of the through beam fibres.Press the SET1 pushbutton (or SET2 for the second channel).Keep the pushbutton pressed until the signalling LED turns green andthe READY/ERROR LED turns off.Release the SET pushbutton. The sensor is now ready to detect theobject.- Fine detectionThis mode offers an improved detection precision. The sensor canfunction either in the DARK operating or in the LIGHT operatingmode.1) Place the object to detect in front of the proximity fibres within theoperating distance, or in the middle of the through beam fibres.Press the SET1 pushbutton (or SET2 for the second channel) andkeep it pressed until the READY/ERROR LED turns on.Keep it pressed until the LED turns off and maintain the pressureuntil the signalling LED begins to blink green.The sensor is now ready for the second setting.2) Remove the object to detect and press the SET pushbutton againuntil the READY/ERROR LED turns on.The sensor is now ready to detect very precisely the pre-set object.If the READY/ERROR LED begins to blink red and green, thesetting has failed, as the contrast is insufficient. Thus the settingprocedure has to be repeated.Following this setting procedure, the sensor functions in the LIGHTmode with proximity fibres and in the DARK mode with through beamfibres. To set the sensor in the DARK mode for proximity or LIGHTmode for through beam, invert the sequence given above.The operative DARK/LIGHT mode is automatically selected by thesensor when is used as contrast sensor.‘OR’ function by means of parallel output connectionThe 1 and 2 outputs can be connected together in parallel, obtainingan ‘OR’ function; this means that the common output is activatedeven if just one of the two fibres has detected the object.DECLARATION OF CONFORMITYWe DATALOGIC AUTOMATION declare under our sole responsibilitythat these products are conform to the 2004/108/CE and successiveamendments.WARRANTYDATALOGIC AUTOMATION warrants its products to be free fromdefects.DATALOGIC AUTOMATION will repair or replace, free of charge, anyproduct found to be defective during the warranty period of 36 monthsfrom the manufacturing date.This warranty does not cover damage or liability deriving from theimproper application of DATALOGIC AUTOMATION products.DATALOGIC AUTOMATIONVia Lavino 265 - 40050 Monte S.Pietro - Bologna – ItalyTel: +39 051 6765611 - Fax: +39 051 6759324e-mail:********************************Datalogic and the Datalogic logo are registered trademarks of DatalogicS.p.A. in many countries, including the U.S.A. and the E.U.826000992Rev.C© Copyright Datalogic 2008-2010。
激光放大器.pptx
上式适用于矩形输入脉冲,从小信号增益到 放大器完全饱和,它都是有效的。现在考虑 两种极端的情况。
1)输入能量较低,即 E 近似表示为
in
Es
1
则式(4.11)可
G G0 exp g0l (4.12)
2)输入能量较高,即 E 为
in
Es
1 则式(4.11)变
Es G 1 g0( l 4.13) Ein
图4.9示出了激光MOPA 系统的原件布局图。在 高峰值功率的激光系统 中,空间滤波片是重要 的原件,它有三种用途 :在光束功率按指数规 律增大到高功率之前, 除去光束中的少量不规 则成分;降低光束空间 包络中自聚焦相前畸变 ;扩展光束,使光束形 状与不同通光孔的放大 器匹配。
为了使激光系统比单MOPA产生更多的能量,或者 为了获得几种多光束辐射分布,将小MOPA 的输出 光束分成若干所需要的光束,每条光束都用来激励 整个MOPA。
如果脉冲持续时间比荧光寿命 f 长,则反转 粒子数和增益系数就与准静态强度有关。 在放大器情况下,增益与放大器轴向Z坐标上 的测量值有关
g ( z) g0 (I I ( z) I s )(4.42) g ( z ) 是信号强度为I ( z )时 式中 g0 是小信号增益,
I s为饱和强度 在放大器内点z处获得的增益, (定义为小信号增益降低一半时的信号功率)。
4.1.1红宝石放大器 两个能级之间是否确实发生能量转移,取决于 这两个能级之间的弛豫时间是比放大脉冲的长 度短还是长。在红宝石中,两个受激能级之间 的弛豫时间在1ns量级,或者更短。 1 Q开关脉冲放大 2 锁模脉冲放大
1.Q开关脉冲放大
当脉冲长于1ns时,两个上能级(即 E 和2 A 能级 )处于热平衡,可以从这两个能级提取能量。上 能级中的总储存能量为 Est hvn hv(2n2 ntot )(4.25) 从红宝石中可以提取的最大能量为
光钎放大器说明书

出厂默认值仅为“1”。 只有在显示定制选择中选定后( 第5 页第8 项),方可显示
其它项目。
*1 选择ULTRA/MEGA 模式时,可以以五位数显示当前接收的光强。
按一次按钮时,设置值会闪烁。
闪烁时,按按钮可以修改设置值。
*2 超出的增益在85% 至115% 的范围内以5% 的增量显示。
化。 配置灵敏度设置值的方法与一般检测模式相同。
设置显示比例
此功能用于根据“目标值比例”调节接收光强。
1 选择显示值校正功能时( 第5 页第6 项),首先选择显示比例功能,然后设置目标
值。 ( 这里说明的是目标值设置为2000 的情况。)
2 正常显示过程中,同时按MODE( 模式) 和SET( 设置) 按钮。
请记录下PIN 号码,以防遗忘。
如果没有使用正确的PIN 号码,键盘锁将无法停用。
正确使用的提示
? 请勿沿着电源线或高压线对放大器进行配线,否则传感器会因噪声发生故障或
受损。
? 使用商用开关式稳压器时,确保将机框接地端子和接地端子接地。
? 请勿在室外或者外部光线能够直接进入光接收表面的位置使用FS 系列。
须更换传感器。
解除键盘锁的步骤与此相同。
有关键盘锁定水平和PIN 号码键盘锁功能的更多信息,请参考第6 页。
操作配置
一般情况下,该模块可以在基本设置下使用。
也可以根据需要设置其它功能。
按 至少3 秒钟显示基本菜单。
使用按钮选择功能,并按 确定。
选择END,并按时确认每个项目的设置值。
基本
设置菜单
( 这时,对当前光强执行按比例缩放。)
根据目前接收到的光强,在如下范围设置基准光接收强度:
几种常见的光放大器的比较
对几类放大器的认识在DWDM系统中,特别是超远距离的传输中,由于不可避免的存在光纤信号功率的损失和衰减,所以补偿是必要的。
现在常用的放大器有掺铒光纤放大器(EDFA),拉曼放大器(FRA),半导体激光放大器(SOA),光纤参量放大器(OPA)。
现就这几类放大器的工作原理和特殊情况做一下说明。
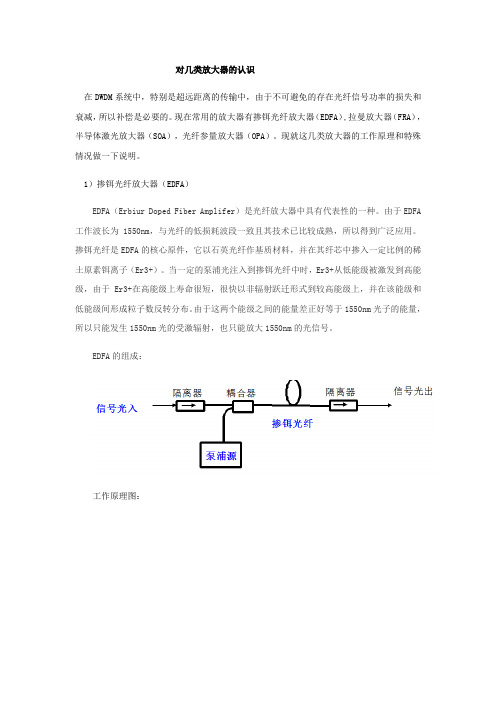
1)掺铒光纤放大器(EDFA)EDFA(Erbiur Doped Fiber Amplifer)是光纤放大器中具有代表性的一种。
由于EDFA 工作波长为1550nm,与光纤的低损耗波段一致且其技术已比较成熟,所以得到广泛应用。
掺铒光纤是EDFA的核心原件,它以石英光纤作基质材料,并在其纤芯中掺入一定比例的稀土原素铒离子(Er3+)。
当一定的泵浦光注入到掺铒光纤中时,Er3+从低能级被激发到高能级,由于Er3+在高能级上寿命很短,很快以非辐射跃迁形式到较高能级上,并在该能级和低能级间形成粒子数反转分布。
由于这两个能级之间的能量差正好等于1550nm光子的能量,所以只能发生1550nm光的受激辐射,也只能放大1550nm的光信号。
EDFA的组成:工作原理图:那么,EDFA的输出公路车是如何控制的呢?一般来说,EDFA的输出功率与输入信号光强度,铒纤的长度以及泵浦光的强度。
在EDFA使用的过程中,一般要控制好EDFA的平坦增益,那么不平坦的增益和平坦增益有什么区别呢?平坦的输出增益会使EDFA放大的输出功率得到一个稳定的信号增益。
如何控制增益?增益的控制室有2种选择的,一种是掺金属元素,另外一种是GFF定制,所谓的掺金属元素是值得是掺杂金属铝元素。
有上图可以知道,掺铝的金属元素的EDFA在增益的控制上明显要比不掺铝的EDFA平坦的多。
需要注意的是:EDFA在放大信号的同时也放大了噪声,而噪声主要来自EDFA的自身受激辐射,是主要的噪声源,也是系统OSNR劣化的主要原因。
放大器产生的自发辐射噪声功率为:PASE = -58 + NF + G (dBm)其中NF为光放大器噪声系数(dB)、G为光放大器的增益(dB)除了放大功率之外,还有几个量也是EDFA中比较重要的,了解他们,有助于在EDFA 故障中的维护定位:作电流:也称作偏置电流,其决定着放大板的输出光功率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GDPH-270激光放大器使用说明
一、调整放大器设定值
放大器是检测PVC两板之间泡沿距离大小的一种传感器。
如果设置不好,放大器将找不到两版之间的最大值,会导致冲裁初始化失败,也会导致冲裁步进的不准确,从而影响照相检测功能。
一般情况下,只需要调整放大器设定值就可以满足要求,调整放大器设定值的方法如下。
设定放大器的数值可以通过手动把PVC片子慢慢的通过冲裁导板的检测区域观察放大器的数值变化,记住放大器数值的最大值,然后用最大值减去200-400就是我们需要设定的数值,然后把这个数值输入到放大器中就可以了。
把数值输入到放大器的方法是:直接按住放大器的左右键入下图1-25所示。
图1-25 放大器设置
图中区域1为黄色数值是需要设置的数值,就是需要人为输入进去的数值。
区域2红色数字是所检测到的实际数值,区域3是放大器的左右键,即手动按钮,直接按下即可增大或减小设定数值。
一般情况下只需要调整设定值就可以满足现场要求,如果工艺改变,实际检测精度达不到要求,可以更改放大器的灵敏度,可以对放大器进行复位和初始化等操作,详细方法见本说明第二章。
二、激光传感器设置
-1-
第一章第7步介绍了调整放大器设定值的方法,如果实际检测精度达不到要求,可以更改放大器的灵敏度,2.1节为调整灵敏度方法。
2.2节为初始化放大器的方法,如果需要复位,可参照2.3节的步骤。
如果需要重设默认值,可以对放大器初始化。
2.4节为激光传感器感测头安装要求。
2.1灵敏度设置
放大器灵敏度共分5档,下面再简单介绍一下如何设置放大器灵敏度。
第一步:按住“MODE”键3秒钟以上,如下图所示:
图2-1 灵敏度调整
第二步:按方向键,将出现几种模式,默认为“”模式,可根据所需灵敏度来选择不同的模式。
例如,如果要求灵敏度较高,可选择“hsp”模式。
第三步:按“MODE ”键,显示“”,再按“MODE”键,显示“”,再按“MODE”键,出现数字,这样就完成了放大器的灵敏
-2-
度设置。
如果需要重设默认值,可以对放大器初始化,2.2节为初始化放大器的方法。
2.2初始化设定
第一步:同时按下“SET”和“PRE SET”键3秒钟以上。
进入到如下图2-2所示画面:
图2-2 SET和PRE SET键
第二步:点击“MODE”键,出现如下图2-3画面:
-3-
-4-
图2-3 MODE 键
第三步:按左右方向键(手动按钮)直到出现“
”字样,如下图2-4
所示:
图2-4 初始化
然后按下“MODE”
键,显示,按
手动按钮,选择“”,再按“MODE”按钮或设定按钮。
这样就完成了初始化设置,放大传感器返回到默认状态。
2.3 复位
在无工件的情况下,按一下“PRE SET”键,
可以看到‘PST’灯亮起,
可以看到设定值为‘50’,当前值为‘100’,这样就完成了复位设置。
2.4感测头安装注意事项
放大器是检测PVC两板之间泡沿距离大小的,在安装时激光传感器感测头要与PVC泡沿保持合适的距离,否则光强度会受到影响,影响测量准确性。
安装时,要确保激光传感器感测头发送端的光束在两条虚线之间,如图2-5所示。
图2-6为实际安装图。
-5-
图2-5 示意图
图2-6 实际安装图
-6-。