色差检验培训
色容差培训x
色容差培训x标题:色容差培训的重要性及实施策略一、引言在当今社会,随着科技的发展和人们生活水平的提高,色彩已成为产品设计和生产过程中不可或缺的一部分。
然而,由于色彩感知的个体差异,人们在识别和评价色彩时往往存在差异,这种现象被称为色容差。
为了提高产品色彩的一致性和市场竞争力,色容差培训显得尤为重要。
本文将探讨色容差培训的重要性,并提出实施策略。
二、色容差培训的重要性1. 提高产品色彩一致性色容差培训有助于提高员工对色彩的识别和评价能力,从而减少生产过程中因色彩差异导致的次品率。
通过培训,员工可以更好地掌握色彩搭配和调整技巧,使产品色彩达到统一标准,提高产品品质和市场竞争力。
2. 提升企业品牌形象色彩是品牌形象的重要组成部分。
色容差培训有助于提高员工对色彩的敏感度和审美能力,使产品色彩更具吸引力,增强消费者对品牌的认同感和忠诚度。
此外,统一的色彩风格还有助于树立企业专业、严谨的形象。
3. 优化生产流程色容差培训有助于提高员工对色彩的判断和调整能力,减少生产过程中的色彩问题。
通过培训,员工可以更加熟练地操作色彩设备和仪器,提高生产效率,降低生产成本。
4. 满足消费者需求随着消费者对产品品质的要求越来越高,色彩已成为影响消费者购买决策的重要因素。
色容差培训有助于企业更好地了解和把握消费者对色彩的喜好和需求,从而生产出更符合市场需求的产品。
三、色容差培训的实施策略1. 制定合理的培训计划企业应根据自身需求和员工素质,制定合理的色容差培训计划。
培训计划应包括培训目标、培训内容、培训方式、培训时间和培训讲师等内容。
同时,企业还应定期对培训效果进行评估和调整,确保培训计划的有效性和实用性。
2. 选拔专业的培训讲师色容差培训讲师应具备丰富的色彩知识和实践经验,以及较强的沟通和表达能力。
企业可邀请专业色彩培训机构或高校色彩专家进行培训,或选拔内部具有丰富经验的员工担任培训讲师。
3. 创设实践性强的培训内容色容差培训应注重实践操作,使员工在实际工作中能够运用所学知识。
色容差培训资料

能源之星(ANSI)色容差色区标准
以下是Philips色区,蓝线内区域为色容差≤5SDCM.橙色区域为色容差≤3SDCM.
标准点 X
Y
6500K 0.3123 0.3282
5700K 0.3287 0.3417
5000K 0.3447 0.3553
4500K 0.3611 0.3658
4000K 0.3818 0.3797
色容差5 入BIN率 99.47% 色容差3 入BIN率 91.81% 27W-1 入BIN率 91.3% 27W-2 入BIN率 6.7% 备注:多余的部分在中线上
备注:≤5SDCM色区 划分成两色区,分别为 xxx-1和xxx-2.
Your company slogan
5700K 0.3287 0.3417
5000K 0.3447 0.3553
4500K 0.3611 0.3658
4000K 0.3818 0.3797
3500K 0.4073 0.3917
3000K 0.4338 0.4030
2700K 0.4578 0.4101
划分说明: 以各色温区色容差≤5SDCM区域 外框为界,以Y值平分色区。
Your company slogan
能源之星(ANSI)色容差色区标准
能源之星ANSI C78.378,下图红线内区域为色容差≤4SDCM.蓝色区域为色容差≤3SDCM. 以下是CREE色区。代表厂家: CREE, PHILIPS, OSRAM等
标准点 X
Y
6500K 0.3123 0.3282
X 0.313 0.346 0.380 0.409 0.440 0.463
Y 0.337 0.359 0.380 0.394 0.403 0.420
色差培训
Opaque/Absorb
• The ability to capture the incident light and not transmit or scatter it
Transparent
• The ability to allow the incident light to pass through an object without being scattered or absorbed
Energy Spectrum
(ROY G BIV)
Near Ultra Violet
Visible
Near Infrared
200 nm
380 nm
550 nm Wavelength
700 nm
1100 nm
Energy
Spectral Curve = “Fingerprint”
%R
400 nm
+Db *
Red
+Da *
+Db *
Gray
+Da *
Da*
Da*
Db*
Db*
+Db *
Green
Da*
+Db *
Yellow
Da*
+Da *
+Da *
Db*
Db*
Color Tolerance Examples Using CIE L*a*b*
Color #1 Color #2 Color #3
Requirements for Color
Light Source
White Light Consists of Many Colors
Typical Light Sources
色差培训资料

个体差异与文化背景也会影响人眼对色差的感觉。例如,不同文化背景的人对颜色的命名和理解存在差异。
视觉疲劳与适应性
长时间观看某种颜色或进行颜色辨识任务可能导致视觉疲劳,从而影响对色差的感觉。同时,人眼对颜色的适应性也会影 响色差的感知。
03
图像处理中的色差
色彩空间与色差关系
RGB色彩空间
05
色差校正方法
色差校正基本原理
Hale Waihona Puke 010203
颜色感知
人类对颜色的感知依赖于 物体表面反射或透射的光 线,以及光线对人眼的刺 激。
色差定义
色差是指两种或多种颜色 之间的差异,包括亮度、 饱和度和色调等。
色差校正目的
通过调整图像或设备的色 彩属性,使颜色达到视觉 上的一致和准确性。
色差校正技术分类
基于红绿蓝三种基本颜色 的混合
CMYK色彩空间
基于青洋红黄黑四种颜色 的混合
LAB色彩空间
基于人眼对颜色的感知
RGB与CMYK色彩空间的色差
RGB到CMYK的色差:由于RGB和CMYK的色彩空间不同
RGB和CMYK的色差计算方法:采用人眼对颜色的感知进行 计算
不同色彩空间的色差计算方法
RGB到RGB的色差计算方法:采用人眼对颜色的感知进行 计算
颜色表现
在艺术中,色差被用来表现不同的色 彩表现形式和方法。例如,可以使用 色差来表现水彩画、油画等不同画派 的特色和风格。
颜色心理学
此外,色差还被用来研究颜色对人类 心理的影响。例如,不同的颜色可以 引起不同的情感反应,如红色可以引 起兴奋和热情的情绪,而蓝色则可以 引起平静和冷静的情绪。
THANKS
《色差培训资料》
色容差培训资料
仪器检测法
优点是精度高、准确性好;缺点是成本高、操作复杂。
目视检测法
优点是操作简单、成本低;缺点是主观性强、精度低。
自动检测法
优点是高效、准确、自动化程度高;缺点是成本较高、技术难度较大。
03
CHAPTER
色容差控制技术与应用领域
通过建立统一的色彩空间和标准,确保不同设备、材料和观察条件下的色彩一致性。
操作原理
目视检测法适用于颜色差异较大的情况,但对于微小色差或特定颜色的检测可能存在困难。
适用范围
仪器检测法是一种利用专业色差检测仪器对产品表面颜色进行测量的方法。
定义
通过测量产品表面的反射光谱或透射光谱,得到颜色差异的数据。
操作原理
仪器检测法适用于微小色差或特定颜色的检测,具有较高的精度和准确性。
产品质量影响
消费者体验影响
市场竞争力影响
色容差可能导致消费者对产品颜色的期望与实际不符,影响消费者的购买决策和体验。
在竞争激烈的市场中,产品颜色准确与否可能影响产品的市场竞争力。
03
02
01
02
CHAPTER
色容差检测方法与设备
目视检测法是一种通过人眼直接观察产品表面颜色差异的方法。
定义
操作人员通过对比产品不同区域的颜色,判断是否存在色差。
加强品牌宣传和推广,提高品牌知名度和美誉度,以增强市场竞争力。
加强品牌建设
THANKS
感谢您的观看。
01
色彩平衡调整
通过调整图像的RGB通道的强度,以实现色彩的平衡和校正。
02
色彩饱和度调整
通过调整图像的饱和度参数,以增强或减弱图像的色彩强度。
1
2
3
色差检验培训课堂PPT
5
型标准光源箱操作规程
• 4、D65光源(平均太阳光,色温度6500度K), 一般作为标准光源用作配色检验比色;A(色温 度2854度K,近日出或日落时之日光)、F光源用 作评价颜色的异谱同色程度;UV光源(紫外光) 用作补充D65光源的紫外成份及检验荧光物。四 种光源可单独使用,D65光源和UV光源也可组合 使用。
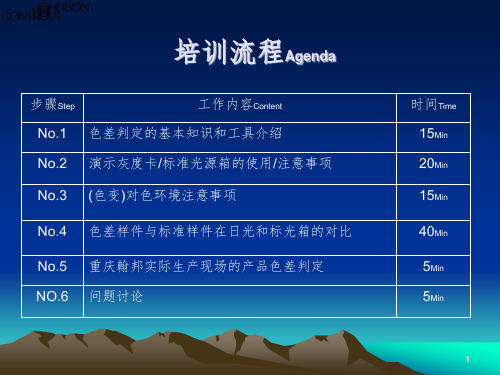
培训流程Agenda
步骤Step
工作内容Content
No.1 色差判定的基本知识和工具介绍
No.2 演示灰度卡/标准光源箱的使用/注意事项
No.3 (色变)对色环境注意事项No.4ຫໍສະໝຸດ 色差样件与标准样件在日光和标光箱的对比
No.5 重庆翰邦实际生产现场的产品色差判定 NO.6 问题讨论
时间Time 15Min 20Min 15Min 40Min 5Min 5Min
• 5、使用光源箱对比颜色时,应尽量避免外界光线 照射到被测物品上,灯箱内不放置其它杂物。
6
对色环境注意事项:
• 1、光源亮度必须足够。 (光源不足时会影响对色效果,尤其是深暗色。)
• 2、材质纹路必须是同一方向。 (对色时材质方向不同时,色浓度及色光可能会 误判。)
• 3、背景色必须一致。 • 4、比较样与样品的温度要保持一致。
2
基本知识和判定工具
➢ 判定工具 灰度卡:
灰色样卡是由五对或九对无光的灰色卡片组成的、用于分辨判定纺织品色差级别的标准样卡.在一 定的外界条件,如光源、光入射方向、试样方向等在规定条件下,检验人员通过肉眼比较实物颜色变化 和灰色样卡色差的一致性,对检测样品给出相应的判定。
色差培训课件

色差产生的原因
光源
不同光源发出的光具有不同的 颜色特性和能量分布,可能导
致物体表面颜色的变化。
物体表面特性
物体表面的反射、透射和散射特 性决定了物体在特定光源下的颜 色表现。
环境因素
环境因素如空气污染、气候变化等 也可能对物体的颜色产生影响。
色差的分类
可察觉色差
在给定照明和观察条件下,两 种或多种颜色之间的差异足够 大,以至于至少一名观察者能
打印预览
在打印之前,使用打印预览功能来 检查颜色是否准确,并根据需要进 行调整。
定制化解决方案
色彩标准制定
制定适合企业或行业的色彩标 准,并对员工进行色彩标准培
训,以确保颜色一致性。
色差补偿
根据实际需要,对颜色进行色 差补偿,以获得更准确的颜色
表现。
色彩再现
采用色彩再现技术,使用户能 够根据目标颜色来调整显示器 的颜色,以获得更准确的颜色
案例二
校准工具简介
X-Rite iMatch和Spyder5ELITE是常 用的色彩校准工具,可以帮助用户快 速准确地校准显示器、投影仪和打印 机等设备的色彩,以确保色彩的一致 性和准确性。
校准实例一
使用X-Rite iMatch进行校准。使用 X-Rite iMatch进行校准时,用户可 以通过简单的步骤快速准确地校准显 示器的色彩,以确保显示器输出的颜 色准确性。
校准实例二
使用Spyder5ELITE进行校准。 Spyder5ELITE是一种高精度的校准 工具,可以帮助用户快速准确地校准 打印机的色彩。通过使用 Spyder5ELITE进行校准,用户可以 确保打印机输出的颜色与显示器上的 颜色一致,提高工作效率和质量。
案例三
培训色差试题
培训色差试题
姓名:工号:部门:
一、选择题
(1)、单角度色差仪指的是()度角的色差数据。
A、45
B、65
C、90
(2)、天山白现采用()色差仪进行测量。
A、单角度
B、三角度
C、多角度
(3)、检验员在现场发现色差异常的情况下(色差超出标准范围内),应做()(多选题)
A、检查仪器是否异常,校准仪器,重新测量
B、确认仪器无异常后通知领班,并填写不合格评审单
C、通知相关工程师
(4)、若一颜色45°△E值管控范围在1.5以内,且25°和75°△E值管控范围都有在2.0以内,以下()需要开不合格评审单,并通知领班以及相关工程师。
A、45°有四个异常点,且都在1.5-2.0范围内
B、45°无异常点,25°有3个异常点在2.0-2.5之间,75°有2个异常点在2.0-2.5之间
C、45°有两个异常点,其中一个△E为3.0
二、填空题
(1)、三角度色差仪管控的颜色主要看()度角的△E值,以()度角数据作为参考。
(2)、25°和75°角作为参考,有条件接受,在目视无色差的前提下,()角度△E 值允许有()个点超出标准()以内。
(3)、紫红珍珠三角度管控的标准分别为()()()。
(4)、单角度色差校准步骤为()。
三、问答题
1、作为IPQC检验员/领班,如何处理现场色差异常现象,请简要概述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
6
型标准光源箱操作规程
• 4、D65光源(平均太阳光,色温度6500度K), 一般作为标准光源用作配色检验比色;A(色温 度2854度K,近日出或日落时之日光)、F光源用 作评价颜色的异谱同色程度;UV光源(紫外光) 用作补充D65光源的紫外成份及检验荧光物。四 种光源可单独使用,D65光源和UV光源也可组合 使用。
• 1、将光源箱安置好后,插上电源,参照控制面板, 按电源开关,再按D65按钮开关,此时D65标准 关及F按钮开关为互 锁开关,UV按钮开关为带锁开关,可以单独操作, 以与其他各类光源相配合。
• 3、灯管使用时间为2000小时,参阅时间显示器, 更换灯管后一定要按“清零”键和所更换的灯管 对应键,对累计时间清零,保证灯管使用时间从 零开始累计。
重庆****汽车配件有限公司
色差检验培训
.
1
培训流程Agenda
步骤Step
工作内容Content
No.1 色差判定的基本知识和工具介绍
No.2 演示灰度卡/标准光源箱的使用/注意事项
No.3 (色变)对色环境注意事项
No.4 色差样件与标准样件在日光和标光箱的对比
No.5 重庆翰邦实际生产现场的产品色差判定 NO.6 问题讨论
• 5、使用光源箱对比颜色时,应尽量避免外界光线 照射到被测物品上,灯箱内不放置其它杂物。
.
7
对色环境注意事项:
• 1、光源亮度必须足够。 (光源不足时会影响对色效果,尤其是深暗色。)
• 2、材质纹路必须是同一方向。 (对色时材质方向不同时,色浓度及色光可能会 误判。)
• 3、背景色必须一致。 • 4、比较样与样品的温度要保持一致。
(色样出缸需冷却后对色。) • 5、连续对色时必须注意残像有影响。
.
8
色变对色环境注意事项:
• 1、对色的光源要固定。 • 2、看色样的角度要固定。 • 3、看色样的距离要固定。 • 4、光源的亮度要固定。 • 5、观测者眼睛的类别要一致。
.
9
灰度卡的使用
• 将标样和取样并列置于同一平面按同一方 向紧靠,灰卡也靠近置于同一平面上,背 景应为中性灰颜色,单体布看色差应取原 布二层或多层垫衬于取样之下,光源从垂 直入射角照射到被检测物品上,观察者从 45度角观察
• 判断方法:目测(标准光源下+灰度卡) 色差判定仪
.
3
基本知识和判定工具
➢ 判定工具 灰度卡:
灰色样卡是由五对或九对无光的灰色卡片组成的、用于分辨判定纺织品色差级别的标准样卡.在一 定的外界条件,如光源、光入射方向、试样方向等在规定条件下,检验人员通过肉眼比较实物颜色变化 和灰色样卡色差的一致性,对检测样品给出相应的判定。
.
10
现场的材料色差判定
.
11
谢谢大家 Thanks a lot
.
12
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!
.
时间Time 15Min 20Min 15Min 40Min 5Min 5Min
2
No.1 基本知识和使用工具
➢ 色差知识
• 概念:
染同一颜色的产品,其批与批之间出现颜色不一致,或者同一批染色的产品出现颜色差 别的现象称为色差。特别是绒面产品更易出现色差。可指不同部位的色泽差别,也可指同一 批的颜色差异,还可指原定染同一颜色之不同批次间的颜色差别。
标准光源箱:
较常用的有D65-模拟日光,CWF(F02)-冷白荧光,F11(TL84)-模拟橱窗光。 操作时观察角度以 90 度光源、45 度视线为宜;
标准色差仪:
定量表示的色知觉差异。从明度、色调和彩度这三种颜色属性的差异来表示。
.
4
• No.2 演示灰度卡/标准光源箱的使用/
注意事项
.
5
标准光源箱操作规程