filler灌装阀拆装操作指引
拆装安全阀作业方案
拆装安全阀作业方案(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March拆装安全阀作业方案一、风险分析1、砸伤、挤伤等机械伤害2、冻伤3、窒息4、着火、爆炸二、准备工作1、操作员工按规范穿戴劳保用品(工衣、工鞋、防冻手套等)。
2、准备好操作所需防爆工具(扳手、管钳、螺丝刀等)。
3、效验合格的安全阀。
4、作业现场设置35公斤灭火机两具。
5、将作业现场清理干净。
6、对操作人员进行安全交底。
7、专人进行全程安全监护。
三、操作步骤1、停机(将设备状态切换至待机模式,启动风扇,报警控制柜保持正常运行)2、关闭罐体3个根部阀门。
3、关闭安全阀进出口控制阀门,打开放空阀泄压。
1)拆罐体两个安全阀:将HCV115向左旋转90°,打开HCV116B ;将HCV115向右旋转90°,打开HCV116A。
2)拆阀池安全阀:关闭HCV124,HCV126,打开HCV113。
3)拆饱和线路安全阀:关闭HCV101。
4、确认已泄压,松开活接头,将余压放净后再彻底拆除。
5、将拆下的安全阀进出口进行封堵,运到安全地带。
6、更换密封介质,将效验好的安全阀装上,拧紧接头。
7、缓慢打开控制阀门,达到全开状态。
8、安全阀进口控制阀门打铅封。
四、安全注意事项1、按规范使用工具,禁止野蛮操作。
2、操作过程中禁止无关人员靠近。
3、禁止从事卸液、加注等操作。
4、拆掉一个安全阀后立即将校验好的安全阀装上,防止灰尘进入。
五、应急处置1、立即使伤者脱离伤害源,严重者立即就近送往医院或拨打120急救电话。
2、组织疏散逃生,发生火灾、爆炸立即拨打119报警。
3、向事业部领导汇报。
【实用文档】opl_zs_14 酸奶灌装阀的快速正确拆卸和安装
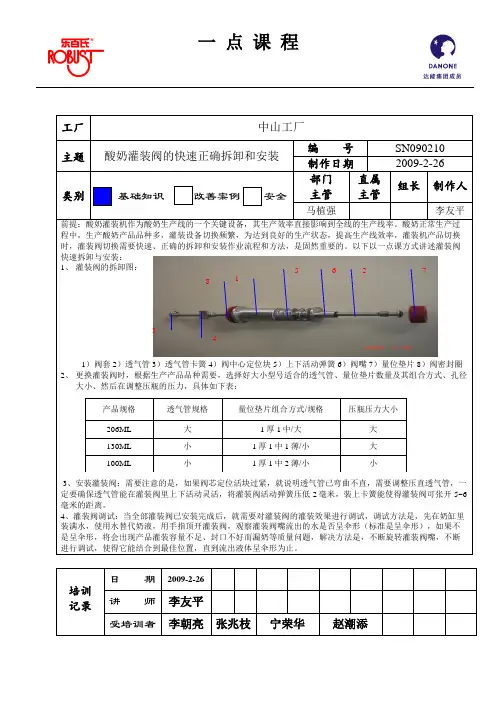
一 点 课 程工厂 中山工厂主题 酸奶灌装阀的快速正确拆卸和安装编 号 SN090210制作日期2009-2-26类别基础知识 改善案例 安全部门 主管 直属主管组长 制作人马植强李友平前提:酸奶灌装机作为酸奶生产线的一个关键设备,其生产效率直接影响到全线的生产线率。
酸奶正常生产过程中,生产酸奶产品品种多,灌装设备切换频繁,为达到良好的生产状态,提高生产线效率,灌装机产品切换时,灌装阀切换需要快速、正确的拆卸和安装作业流程和方法,是固然重要的。
以下以一点课方式讲述灌装阀快速拆卸与安装: 1、 灌装阀的拆卸图:1)阀套2)透气管3)透气管卡簧4)阀中心定位块5)上下活动弹簧6)阀嘴7)量位垫片8)阀密封圈 2、 更换灌装阀时,根据生产产品品种需要,选择好大小型号适合的透气管、量位垫片数量及其组合方式、孔径大小、然后在调整压瓶的压力,具体如下表:3、安装灌装阀:需要注意的是,如果阀芯定位活块过紧,就说明透气管已弯曲不直,需要调整压直透气管,一定要确保透气管能在灌装阀里上下活动灵活,将灌装阀活动弹簧压低2毫米,装上卡簧能使得灌装阀可张开5~6毫米的距离。
4、灌装阀调试:当全部灌装阀已安装完成后,就需要对灌装阀的灌装效果进行调试,调试方法是,先在奶缸里装满水,使用水替代奶液,用手指顶开灌装阀,观察灌装阀嘴流出的水是否呈伞形(标准是呈伞形),如果不是呈伞形,将会出现产品灌装容量不足、封口不好而漏奶等质量问题,解决方法是,不断旋转灌装阀嘴,不断进行调试,使得它能结合到最佳位置,直到流出液体呈伞形为止。
产品规格 透气管规格 量位垫片组合方式/规格 压瓶压力大小 206ML 大 1厚 1中/大 大 130ML 小 1厚 1中 1薄/小 大 100ML 小 1厚 1中 2薄/小 小培训记录 日 期2009-2-26讲 师 李友平受培训者 李朝亮 张兆枝 宁荣华 赵潮添34 8 156 2 7。
更换法兰阀门操作详细说明
更换法兰阀门操作详细说明法兰阀门是流体控制系统中常见的一种阀门类型,其特点是通过法兰连接来实现管道的开关。
当法兰阀门出现故障或需要更换时,我们需要按照以下步骤进行操作。
1.准备工作a.确认阀门位置:确定需要更换的法兰阀门所在的管道位置,并关闭进、出口阀门。
确保操作区域的安全性。
b.准备工具:准备必要的工具和材料,如扳手、螺丝刀、润滑油等。
2.拆卸法兰阀门a.制定拆卸计划:根据阀门的大小和复杂程度,制定详细的拆卸计划,并安排足够的人手。
b.拆开法兰螺栓:使用扳手逆时针拧下法兰螺栓,逐个将法兰与阀门本体拆开。
c.拆下法兰阀门:将拆卸下来的法兰阀门小心放置在安全的地方,避免损坏。
3.安装新的法兰阀门a.准备新法兰阀门:根据需要更换的阀门规格和要求,选择合适的新法兰阀门。
确保其质量和性能符合要求。
b.安装法兰阀门:将新法兰阀门小心安装到原来的位置。
确保阀门与管道连接紧密,并使用扳手顺时针拧紧法兰螺栓。
c.检查安装质量:确认阀门是否正确安装并紧固,检查法兰连接处是否密封且无漏水漏气现象。
4.调试新法兰阀门a.打开进、出口阀门:逐步打开进、出口阀门,规避由于压力突变造成的事故或损坏。
b.检查操作性能:检查新法兰阀门是否正常开关,是否能够流畅控制流体的通断。
如有异常情况,及时排除并进行调整。
c.测试泄漏情况:充分测试新法兰阀门是否存在泄漏现象。
可以使用肉眼观察、听声辨别泄漏点或使用喷油剂等方法进行检查。
5.清理和保养a.清理工作区域:清理拆卸和安装过程中产生的碎屑和杂物,保持工作区域整洁。
b.维护阀门:根据阀门的使用要求,对新安装的法兰阀门进行定期维护和保养,包括润滑、检查紧固件、更换零部件等。
综上所述,更换法兰阀门需要严格按照操作规程进行,以确保工作的安全和质量。
同时,对法兰阀门的选择和维护也是非常重要的,只有选择合适的阀门并进行正确的维护,才能保证阀门的正常运行和延长其使用寿命。
灌装手的流程及注意事项
灌装手的流程及注意事项1.首先,确保灌装手整洁干净,消毒好。
First, make sure the filling hand is clean and disinfected.2.将原料装入灌装器中,按照规定的比例进行配比。
Put the raw materials into the filling machine and mix them according to the prescribed ratio.3.确保灌装器的压力和温度设定正确。
Ensure that the pressure and temperature of the filling machine are set correctly.4.将容器放置在正确的位置,准备接受灌装物。
Place the containers in the correct position to receive the fill.5.调整灌装器的流速和流量,以确保灌装的准确性。
Adjust the flow rate and flow of the filling machine to ensure accuracy.6.开启灌装机,进行灌装作业。
Start the filling machine for filling operation.7.确保灌装的均匀性和稳定性。
Ensure the uniformity and stability of the filling.8.注意观察灌装过程中是否有异常情况发生。
Pay attention to any abnormal situations during thefilling process.9.注意灌装器的运行状态,及时进行维护和保养。
Pay attention to the operation of the filling machine and maintain it in a timely manner.10.确保灌装操作人员佩戴好相应的防护用具。
拆装安全阀操作规程
拆装安全阀操作规程1范围本规程规定了调压柜拆卸安全阀检查准备、操作步骤和注意事项。
2规范性引用文件安全阀一般要求GB/T12241-2005压力释放装置性能试验规范GB/T12242-2005安全阀安全监察规程TSGZF001-20063术语安全阀safetyvalve一种自动阀门,它不借助任何外力而利用介质本身的力来排出一额定数量的流体,以防止压力超过额定的安全值。
当压力恢复正常后,阀门再行关闭并阻止介质继续流出。
4操作说明4.1检查与准备4.1.1准备工具、材料:管箍、丝堵或安全阀、管钳、灭火器、可燃气体探测仪、阀门开关标识、锁具、标签;4.1.2检查安全阀型号,检查铭牌、铅封牌、检测报告上放散压力是否相符合。
4.1.3检测相关区域可燃气体浓度。
4.1.4进行管线打开作业申请,填写作业许可证,经批准后方可作业。
4.2操作程序4.2.1安全阀拆卸4.2.1.1关闭安全阀下球阀,更换开关标识,对阀门进行上锁挂签。
4.2.1.2用管钳松动安全阀,排净管道内天然气,拆卸安全阀(注意防止滑落损坏管道或砸伤人员)4.2.1.3在两管处加装管箍与丝堵或安装备用安全阀,作业许可关闭。
4.2.2安全阀安装4.2.2.1检查安全阀下球阀是否处于关闭状态,松动管箍丝堵,注意可能有天然气排出,拆下管箍、丝堵。
4.2.2.2重新安装安全阀4.2.2.3解锁解签,微开安全阀下球阀,测漏4.2.2.4完全打开安全阀下球阀,更换开关牌,作业许可关闭5注意事项5.1安全阀都应垂直安装。
5.2安全阀出口处应无阻力,避免产生受压现象。
5.3安全阀在安装前应专门测试,并检查其密封性。
FLXE 大罐搅拌层皮带更换说明书
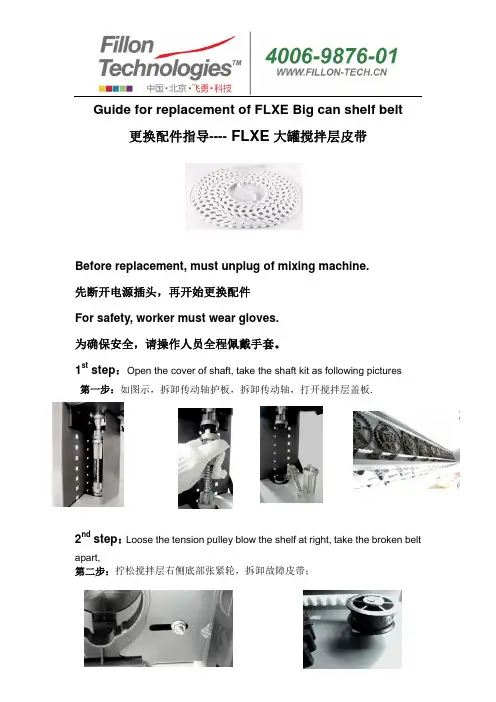
Guide for replacement of FLXE Big can shelf belt 更换配件指导---- FLXE大罐搅拌层皮带
Before replacement, must unplug of mixing machine.
先断开电源插头,再开始更换配件
For safety, worker must wear gloves.
为确保安全,请操作人员全程佩戴手套。
1st step:Open the cover of shaft, take the shaft kit as following pictures
第一步:如图示,拆卸传动轴护板,拆卸传动轴,打开搅拌层盖板.
2nd step:Loose the tension pulley blow the shelf at right, take the broken belt apart,
第二步:拧松搅拌层右侧底部张紧轮,拆卸故障皮带;
Guide for replacement of FLXE Big can shelf belt 更换配件指导---- FLXE大罐搅拌层皮带
3rd step: Install the new belt of shelf, pay attention the belt goes around the tension pulley
第三步:安装搅拌层新皮带,如图所示:注意皮带绕行张紧轮方式。
4th step: Install the cover of shelf, the transmission shaft, and the cover of shaft.
第四步:复位搅拌层盖板,复位轴及轴护板。
瓶阀拆装机安全操作规程
瓶阀拆装机安全操作规程
1. 拆装瓶阀前,瓶阀拆装机必须进行加油、试车,经检查确认瓶阀机和气瓶固定架,各部分都处于完好状态时,方可拆装瓶阀。
2. 拆装阀前必须先到室外排放剩余气体,严禁带压拆卸。
3. 拆装瓶阀前,必须把气瓶牢固地用机械夹具固定在瓶阀机的固定架上。
4. 气瓶上架后,瓶口不准朝门窗、通道或有人活动的场所,以防拆卸瓶阀时发生意外情况导致人身事故。
5. 拆卸下的瓶阀应作标志编号,与瓶对号放好。
6. 瓶阀装回原气瓶,装到瓶口上的瓶阀应留一定的螺牙数(3-5牙),如果留不出应有的牙数,应调换瓶阀安装。
阀门填料更换方法及流程
阀门填料更换方法及流程英文回答:Valve packing replacement is an important maintenance procedure that ensures the proper functioning of valves. It involves replacing the packing material around the valve stem to prevent leakage.The first step in valve packing replacement is to shut off the valve and relieve any pressure in the system. This can be done by closing the upstream and downstream valves and opening the drain valve to release any trapped pressure.Once the valve is depressurized, the next step is to remove the old packing material. This can be done by loosening the gland nuts and removing the gland follower. The packing material can then be pulled out using a packing extractor or a hook tool.After removing the old packing, it is important toclean the packing area thoroughly. Any debris or dirt should be removed to ensure a proper seal. This can be done using a wire brush or compressed air.Once the packing area is clean, the new packing material can be installed. It is important to choose the correct type and size of packing material for the valve. The packing material should be cut to the appropriate length and wrapped around the valve stem. The glandfollower is then reinstalled and the gland nuts are tightened to compress the packing material.After the packing material is installed, the valve can be tested for leakage. This can be done by slowly opening the valve and checking for any signs of leakage around the stem. If there is any leakage, the gland nuts can befurther tightened to achieve a proper seal.It is important to follow the manufacturer's instructions and guidelines when replacing valve packing. Each valve may have specific requirements and recommendations for packing replacement.Valve packing replacement is a routine maintenance procedure that should be performed regularly to ensure the integrity of the valve system. By following the proper procedure and using the correct packing material, valve leakage can be prevented, and the valve can operate efficiently.中文回答:阀门填料更换是一项重要的维护程序,确保阀门的正常运行。
克朗斯灌装机工作原理
克朗斯灌装机工作原理克朗斯灌装机(Krones filler)是一种专门用于自动化灌装和封罐的设备。
它采用了先进的技术和复杂的工作原理,以确保高效、准确地完成灌装过程。
克朗斯灌装机主要由输送系统、灌装单元、控制系统和封罐单元等组成。
下面将从这几个方面详细介绍克朗斯灌装机的工作原理。
首先是输送系统。
在灌装过程中,需要将空瓶子从瓶子退回系统中取出,并将它们输送到灌装区域。
克朗斯灌装机采用了传送带系统和机械臂来完成这一任务。
传送带会将空瓶从退瓶系统输送到灌装区域,并在适当的时候停下,等待灌装。
机械臂负责将瓶子抓取并放置在灌装单元。
灌装单元是克朗斯灌装机的核心部分。
它由诸多组件组成,包括灌装阀、液位探测器、控制阀和灌装头等。
在灌装过程中,瓶子通过传送带被送到灌装单元。
当瓶子到达灌装阀时,阀门会自动打开,使液体进入瓶子中。
同时,液位探测器会监测液位,确保瓶子灌满适当的量。
一旦液位达到预设值,控制阀会关闭,停止液体的流入。
同时,灌装头会将瓶子抬起,避免液体的溅出,确保灌装的安全性。
控制系统是克朗斯灌装机的重要组成部分。
它负责对整个灌装过程进行控制和监控。
控制系统可以根据预设的参数来自动调整灌装速度和液位控制。
通过使用传感器和电子技术,控制系统可以实时监测瓶子的位置和液位情况,并及时作出调整。
这样可以确保灌装过程的稳定性和准确性,避免浪费和生产故障。
最后是封罐单元。
灌装完成后,瓶子需要进行密封,以确保产品的质量和保鲜效果。
封罐单元通常由封口机构和传送带系统组成。
封口机构会将铝盖或塑料盖放在瓶子口部,并施加适当的压力,使之紧密封口。
传送带系统负责将密封好的瓶子送出灌装机,以便进行其他后续加工或包装。
总结起来,克朗斯灌装机的工作原理是通过输送系统将空瓶输送到灌装单元,灌装单元根据预设的参数自动控制液体的灌装过程,控制系统实时监测并调整灌装过程,封罐单元完成瓶子的密封。
通过这些复杂的工作组合,克朗斯灌装机可以高效、准确地完成灌装任务,提高生产效率和产品质量。
阀门的拆卸与组装
阀门的拆卸与组装阀门的拆卸与组装是阀门修理中的两个重要工序。
拆卸不当,容易损坏阀件;组装不正,影响阀门的使用。
因此,遵守规程,正确操作,严格把关,精心装配,是提高拆卸与组装质量的重要措施。
第一节修理场地的布置与管理在修理现场应该集中一定的设备和工具,组织一部分有经验的工人,按照现代管理要求,建立阀门修理班组。
这样有利于均衡修理阀门,节约人力物力,加快修理速度,提高修理质量。
一、场地的布局修理场地的合理布置和摆放,集中反映出修理厂的管理水平和职工的精神面貌。
靠墙设置一排多层储物架,其中工具架摆放常用研具和拆装工具、通用工具等;阀件架用来摆放各类阀门易损零部备件,以及垫片、填料、常用紧固件等备品、配件;物料架摆放清理工器具、涂料及油类物料等。
修理作业钳工台一般设置在场地的中心位置,主要用来修理小型阀门及较大型阀门的零、部件。
钳工台上设有旋转平口虎钳和小型研磨平板;下部设有抽屉,用以存放个人保管的各种钳工工具、小型修理用具、磨具、量具等。
钳台旁设有清洗阀件的清洗器皿。
修理场地中间还摆放着一些不同规格的装有单臂吊的作业台,以适应大中型不同规格的阀门的拆、装、起吊、修理等作业。
修理场地设置了多能研磨机、阀体研磨机、闸板及阀瓣研磨机、剪垫机和钻床等设备和工具,供修理阀件、研磨密封面和制作垫片用。
还有大型检验平板、大型研磨平板、阀杆校正架手推车等。
修理场地设有手动、电动试压机,用以检查修理后的阀门的密封性能和强度性能。
其间有水源、汽源、气源等,供试压、吹扫、烘干取暖和驱动工具用,并配有低压照明设施。
修理场地上空配有简易行车、工人可以在地面操纵行车作横向运动,其上的电动葫芦可沿横梁作纵向运动,以便起吊场内各部位的阀门及大型工具。
上例介绍的只是一个一般的修理厂模型,各厂应该根据本单位的修理规模、厂房条件、环境因素以及设备和人员组成等具体情况确定场地布置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.入料管、灌装阀MSI需更换备件(以上海一线为例)
1.1 入料管需更换备件
图示中序号备件号名称数量
7 0-900-72-944-5 O-RING 60
5 0-900-00-239-
6 O-RING 120
1.2 灌装阀端盖需更换备件
图示中序号备件号名称数量
5 1-124-50-117-0 GASKET 60
12 0-900-04-805-3 O-RING 14*2 60
18 0-900-82-229-7 MEMBRANE 50*8 60
25 0-129-90-006-3 BUSH 60
1.3 灌装阀阀体需更换备件
图示编号备件号名称规格数量
20 0-162-20-012-4 O-RING 8*2 120
21 0-900-20-027-2 O-RING 33*2 60
22 0-900-20-026-6 O-RING 57*2 60
23 0-900--06-026-4 O-RING 63*2 60
24 0-900-02-027-0 O-RING 94*2 120
26 0-900-69-943-1 O-RING 8.5*2 60
1.4 灌装阀阀芯需更换备件
图示编号备件号名称数量
1 8-900-04-291-0 METALLBALG KPL 60
3 9-900-04-490-6 VENTILKEGEL UNTERTEIL 60
10 1-099-04-708-0 DRUCKFEDER 60
16 0-162-20-012-6 O-RING 60
17 0-900--02-750-1 O-RING 60
19 0-900-06-012-6 O-RING 60
20 0-900-20-027-2 O-RING 60
2.更换周期
所有密封件更换周期:6000H
3.工具及辅料
步骤图片注意事项
1.工具
1个10#开
口-梅花扳手
1个10#棘
轮扳手
1个10#套
筒扳手
内六角扳手
一套
1、松螺丝时,先用梅花端拧松螺丝,后用扳手开口端、棘轮或套筒快速拧出螺丝。
2、紧固螺丝时,先用扳手开口端、棘轮端或套筒紧固至螺丝稍感觉给力,再用梅花
端或套筒紧固。
3、如螺丝有扭矩要求,最后紧固时使用扭矩扳手紧固至要求扭矩。
4、拆装过程中尽量避免铁锤敲打,应多采用拉、压的方法,如确实需要敲打应使用
橡胶锤。
5、对于难拆卸螺钉应先中心轻轻振动再旋松,对于沉头螺钉多采用此方法。
2.专用工具 1.详见大修专用工具操作与使用
指南
3.辅料准备
1.安装O圈时用酒精润滑酒精
中强度螺纹
胶
4.拆卸前准备4.1确认环缸内
压力已经排
空。
4.2把filler阀站
控制阀开关
的压缩空气
关掉。
4.3气管、信号
线、盖米阀、
流量计等做
好标识。
1.标识不能被清洗掉2.信号线需要做好防水处理
5.拆卸(该版本
以SH1灌装
机为依据,其
它工厂可能
会有差异)5.1 拔掉阀盖气管,用32#扳手拆下阀盖,用6#内六角将固定灌装阀的两根内六角螺栓拆出保管好5.2用10#扳手将连接流量计的弯管拆掉。
5.3将回流管固定卡子拆出保管好,把回流管往灌装阀对面塞,使其刚脱离灌装阀,不影响灌装阀拔出连接灌装阀的回流管
5.4 拔出灌装阀
6.分解灌装阀6.1将灌装阀平放,把阀底部2根5#内六角螺栓拆出。
6.2把阀座拆开,取出阀芯部分。
6.3将阀顶部2根6#内六角螺栓拆出,把两段阀体拆解。
6.4灌装阀阀体清洗消毒。
1.所有零部件必须分类标识交清洗小组按照卫生要求做好清洗
消毒工作,安装之前检查清洗效
果是否达到要求。
2.拆卸和搬运阀体小心轻放,防止碰伤。
3.阀芯摆放如图所示,防止撞伤波纹管。
4.灌装阀轻拿轻放,注意不要损伤密封凹槽,不能叠放
6.5灌装阀阀芯拆
解,首先将导流锥拆掉。
6.6将阀芯用专用工具固定在台钳上,用13#套筒将阀芯内压力弹簧拆出。
6.7用18#扳手将阀芯上端金属套拆掉,将导套取出。
6.8 更换阀芯导套内铜衬套,首先将金属套固定在台钳上,用大修专用丝锥(图1)将金属套内铜衬套
5、这是不正确的操作,正确的应该
是左手抓住导流锥固定座
固定阀芯的
专用工具
1
旋出,清洁,再用专用芯轴工具(图2)安装新的铜衬套。
6.9 用15#扳手拆下波纹管(15#专用薄扳手,否则拆卸过程中容易损坏波纹管)。
6.10阀芯部件分类标识交清洗组按照卫生要求清洗消毒。
7.更换阀芯弹
簧组件
7.1 用专用工具将弹簧压下,垫片取出更换。
1.将弹簧放平整,不要有周围外露
的,否则装回阀芯时会动作不顺畅。
2
8.组装阀杆(阀
芯)组件8.1阀杆上安装O
型圈,将波纹
管与金属导
套连接好。
8.2安装好导向
环
8.3阀杆螺丝口
涂少许油脂,
防止下次无
法拆解
8.4 将阀芯用专用工具固定在台钳上,将装好的阀1.检查所有零部件清洗消毒情况
是否合乎要求(由于部分工作戴
手套无法很好完成,需要每隔
20~30分钟对双手用酒精消毒一
次)
2.所有密封圈用酒精浸泡润滑
3.此时要固定好波纹管,一手扶住
扳手,一手紧固,防止扭曲或压
伤
套装到阀杆上。
8.5将弹簧组建
装回金属导
套内。
8.6导流锥在冰柜内冷冻到大概8摄氏。
8.7 在阀杆凹槽处安装好O型圈,旋紧导流锥。
9.组装灌装阀9.1先将阀芯装入阀体的阀口内。
9.2 将阀体中部套入阀杆。
1. 检查所有零部件清洗消毒情况是否合乎要求。
2.此过程一定要注意不要忘记放O-RING。
所有密封圈用酒精浸泡润滑。
3.安装时轻拿轻放,防止碰伤密封槽。
9.3 将阀顶部装
回。
4.此时要注意阀杆导套上的O-ring
位置有没有跑位。
5.灌装阀回流管孔要与灌装阀连接
弯管在一条线上。
灌装阀
回流管
孔
阀体顶
部连接
弯管处
10.阀盖拆解安
装
10.1用4#内六角将阀盖解体。
10.2更换阀盖内膜片。
10.3阀盖气室盖板衬套用专用工具压出,并更换新的。
10.4更换阀盖气室顶部节流片密封。
10.5将膜片组件装入阀盖气室,锁紧气室盖板,装好后通气试漏,具体方法:可以将通气后的阀盖放入水中看是否有气泡,漏气的需及时修复。
1. 安装时注意膜片的正反面,膜片的数量(膜片很薄,容易把两个当做一个用)。
2.更换时注意密封垫的正反面,有凸起的那面朝上,要将密封垫完全压入槽内再装回气管接头。
11.拆解入料管11.1挑出管路和法兰连接处的O 型圈。
11.2固定入料管,用10mm扳手拆卸流量计。
11.3用8mm扳手拆卸掉整个盖米阀。
11.4将盖米阀通压缩空气,旋出膜片。
11.5取出内部金属压缩块。
11.6入料管分解完成。
12.组装入料管12.1安装好压缩块。
12.2 盖米阀通气后顺时针旋紧新膜片,再回半圈到正确位置。
12.3对角旋紧盖米阀。
12.4安装流量计,对角旋紧螺丝,注意不要忘记安装密封圈。
1.检查所有零部件清洗消毒情况是否合乎要求。
2.所有O-ring用酒精浸泡润滑。
13.将灌装阀装
回机器
13.1将组装好的
灌装阀装回
阀座,装回时
注意阀座是
否起洗干净,
并喷酒精消
毒润滑,防止
阀口端密封
圈断裂。
13.2将回流管与
灌装阀连接
好,装回流管
时喷酒精润
滑,防止回流
管密封脱落
造成漏液。
13.3将弯管与流
量计连接好。
13.4用提阀芯的专用工具将阀芯提起,并用2.5#1. 装回固定灌装阀的两根长内六角螺栓时螺纹上可以加点牙膏油,以便于下次拆阀时好拆。
内六角从阀体的排气孔将阀芯固定好。
13.5 将阀盖拧上并用32#扳手打紧。
13.6插回控制气管。
14.查漏
SIP时查漏(开始只做常温SIP)1.检查连接弯管接头是否漏液。
2.回流管两侧是否漏液。
3.阀体排气孔是否漏液。
15.测试
生产状态时
测试1.检查灌装阀动作是否正常。
2.导流锥能否将阀关死。