焊接热处理工艺解决方案-SYSWELD手册(下)
焊接工艺模拟分析软件SYSWELD

变形
© UFC Corp. 2009. All rights reserved.
温度场及金相
温度场
马氏体的转换
温度梯度
贝氏体的转换
© UFC Corp. 2009. All rights reserved.
应力场
热应变
塑性应变
屈服应力
应力
© UFC Corp. 2009. All rights reserved.
应力结果
σz
© UFC Corp. 2009. All rights reserved.
适当修改焊接参数可以减少应力热裂纹 的产生
σz
© UFC Corp. 2009. All rights reserved.
2. 列车转向架电弧焊变形控制
•采用手工电弧焊 •焊接速度5mm/s,电 压26V,电流280A,热 输入效率80% •4道焊缝 •焊缝总长达到近8m •采用混合网格 •焊接时两端装卡 •焊接完后释放装卡
焊接工艺模拟分析软件SYSWELD
© UFC Corp. 2009. All rights reserved.
主要内容
SYSWELD介绍 软件特色 软件功能及应用实例
热处理 焊接 焊接装配
总结
© UFC Corp. 2009. All rights reserved.
应用领域
3D
5.焊后热处理
回火前
回火后
500℃回火 一段时间 拉应力减少
© UFC Corp. 2009. All rights reserved.
焊接装配高级模块 PAM-ASSEMBLY
独特的“local-global”方法,用局部模型进行完整的焊接 模拟,结果映射到整体模型上,节省大量计算时间
sysweld-焊接仿真用户指导书
Copyright © ESI Group, 2009. All rights reserved.
Copyright © ESI Group, 2009. All rights reserved.
Whilst this document has been carefully written and subject to intensive review, it is the reader’s responsibility to take all necessary steps to ensure that the assumptions and results from any finite element analysis made as a result of reading this document are correct. Neither ESI GROUP nor the authors accept any liability for incorrect analysis
For SYSWELD a heat source is represented by a function which defines a «density of power» applied to elements of the structure. This quantity is not directly connected to the process data (current intensity, electric voltage,…) and requires an adjustment in other to reflect the real thermal cycle seen by the part during the process. A dedicated tool is available to help the user in this task, the «Heat input fitting tool».
sysweld简介

7
应用领域
SYSWELD 应用领域非常广泛,几乎涉及到各行各业的焊接 工艺,主要有:
汽车工业 造船工业 重工业 列车 核工业 钢铁 航空航天 ··· ···
Copyright © ESI Group, 2008. All rights reserved.
8
软件特点
Copyright © ESI Group, 2008. All rights reserved.
6
软件功能
1.评估材料焊接性
2.节省生产成本 3.优化焊接工艺
4.控制卡具位置
5.减少试验成本 6.改善产品质量 7.提高使用寿命
Copyright © ESI Group, 2008. All rights reserved.
32
底盘 – AlMgSi / AlMgMn
ME1 ME2 ME3 ME4
t = 16.4 s
t = 2.9 s t = 5.4 s
焊接方向
Courtesy AK (German Automotive Working Circle
底盘 – AlMgSi / AlMgMn
ME1 - Node 3530 - Temperature over Time
12
考虑钢铁材料的金相转变
stra in
0.0 15
au steni tisati on
0.0 1
ma rten sitic tra nsformati on
+Initial, undistorted grid
Carbides dissolution Ferrite + Carbon
0.0 05
The more carbon dissolved at higher temperature, the more grid distortion at room temperature
(待分)焊接模拟专业软件SYSWELD中文终极教程
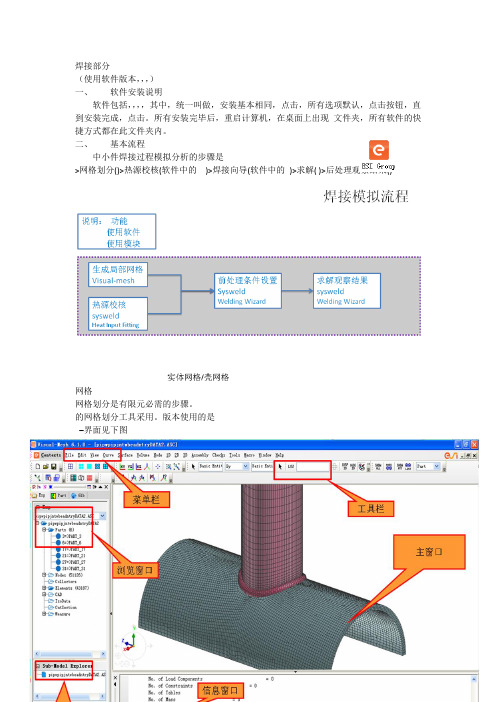
网格划分是有限元必需的步骤。
的网格划分工具采用。版本使用的是
–界面见下图
对于形状简单的零件,可以在里面直接建立模型,进行网格划分,对于复杂的图形,需要先在画图软件中画出零件的维几何图形,然后导入软件进行网格划分。
的菜单命令中的,,,是用来创建几何体的命令,接下来的是用来创建维,维,维网格的命令。
2.生成面
使用菜单里面的()命令生成面,默认选项,
鼠标按顺序单击节点,单击两个节点后,在主窗口内单击
鼠标中键确认,这时会显示如右图所示,继续点击下面两个点,
单击鼠标中键确认,出现如下图所示。
再单击鼠标中键,生成面。通过工具栏上的工具按钮 改变显示方式,我们可以看到生成的几何面
用同样的方法依次把所有的面生成,最后如图
对于一个简单的焊接零件,网格创建的步骤为:
建立节点
生成面
网格生成
a)生成用于生成网格
b)拉伸用于定义材料赋值及焊接计算
c)提取表面网格用于定义表面和空气热交换
d)生成焊接线,参考线用于描述热源轨迹
添加网格组
e)开始点,结束点,开始单元用于描述热源轨迹
f) 装夹点用于定义焊接过程中的装夹条件
下面以型焊缝网格划分为例,
在窗口中选择选项卡,在里面上选择方式生成网格,单击鼠标中键生成网格预览如图,
在选项卡下内容输入
一个还没占用的号,例如,
单击鼠标中键生成维网格。
关闭窗口。
一下网格
b)拉伸
使用菜单里面的()选项生成维网格
在弹出窗口中选择选项,然后选择拉伸轴为轴,拉伸长度,
左键框选主窗口中的所有网格,单击鼠标中键,弹出如下窗口,在.:输入(表示在拉伸方向生成个网格)
加载材料库
SYSWELD_HT_中文资料
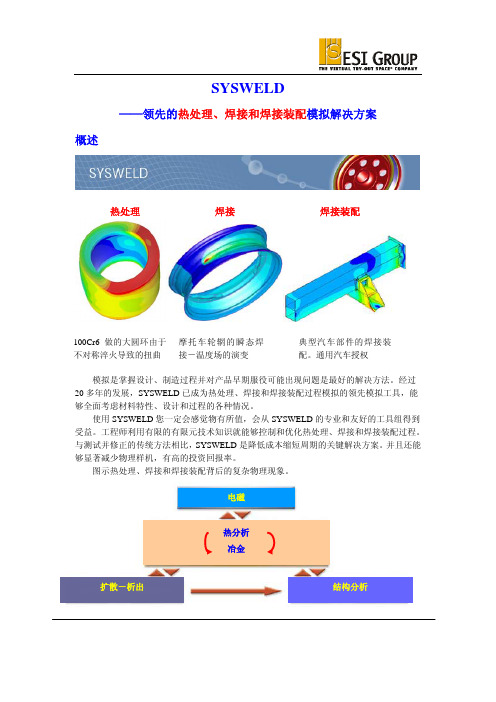
SYSWELD——领先的热处理、焊接和焊接装配模拟解决方案概述热处理 焊接 焊接装配100Cr6做的大圆环由于不对称淬火导致的扭曲 典型汽车部件的焊接装配。
通用汽车授权 摩托车轮辋的瞬态焊接-温度场的演变 模拟是掌握设计、制造过程并对产品早期服役可能出现问题是最好的解决方法。
经过20多年的发展,SYSWELD 已成为热处理、焊接和焊接装配过程模拟的领先模拟工具,能够全面考虑材料特性、设计和过程的各种情况。
使用SYSWELD 您一定会感觉物有所值,会从SYSWELD 的专业和友好的工具组得到受益。
工程师利用有限的有限元技术知识就能够控制和优化热处理、焊接和焊接装配过程。
与测试并修正的传统方法相比,SYSWELD 是降低成本缩短周期的关键解决方案。
并且还能够显著减少物理样机,有高的投资回报率。
图示热处理、焊接和焊接装配背后的复杂物理现象。
PAPERS TO DOWNLOADSYSWELD 2004 is a fast and solid simulat gineering tool that covers a combination of t ion en电磁 热分析 冶金 扩散-析出 结构分析SYSWELD是快速和可靠的工程模拟工具,以多场分析构架解决热处理、焊接相关问题。
特点及规格曲轴的六面体网格。
分层网格生成器专门用于从表面穿过厚度的热处理分析SYSWELD/GEOMESH CAD数据输入/输出SYSWELD/GEOMESH提供了建立有限元网格的图形建模功能。
导入CAD本体数据,自动清除并准备有限元分析。
网格划分功能及分组概念SYSWELD/GEOMESH给工程师提供了产生有限元网格模型的强大算法。
Patch independent表面网格及自动体网格划分(六面体,四面体),用于焊接及热处理分析。
分组概念能够简化并完善对任何现有网格划分工具的接口,数值问题的定义阶段相当简短和容易。
变形结构上的压应力显示曲轴的表面热处理综合的材料数据库SYSWELD的综合材料数据库也是一大特色。
sysweld课程设计

sysweld课程设计一、教学目标本课程的教学目标是使学生掌握sysweld的基本概念、原理和操作方法。
通过本课程的学习,学生将能够:1.理解sysweld的基本原理和功能;2.熟练操作sysweld软件,进行简单的焊接模拟;3.分析焊接过程中的各种参数,如焊接速度、电流、电压等;4.掌握焊接质量评估的方法和技巧。
二、教学内容本课程的教学内容主要包括以下几个部分:1.sysweld的基本原理和功能介绍;2.sysweld软件的操作方法和技巧;3.焊接过程中的各种参数分析;4.焊接质量评估的方法和技巧。
具体的教学内容安排如下:第一章:sysweld的基本原理和功能介绍1.1 sysweld软件的起源和发展1.2 sysweld的基本功能和应用领域第二章:sysweld软件的操作方法和技巧2.1 软件的安装和启动2.2 软件界面的熟悉和操作2.3 焊接模拟的基本操作第三章:焊接过程中的各种参数分析3.1 焊接速度对焊接质量的影响3.2 电流和电压对焊接质量的影响3.3 焊接参数的优化方法第四章:焊接质量评估的方法和技巧4.1 焊接质量的评估指标4.2 焊接质量的评估方法4.3 焊接质量的改进措施三、教学方法为了达到本课程的教学目标,我们将采用以下几种教学方法:1.讲授法:通过讲解sysweld的基本原理、功能和操作方法,使学生掌握软件的基本使用技巧。
2.案例分析法:通过分析具体的焊接案例,使学生了解焊接过程中各种参数对焊接质量的影响。
3.实验法:通过实际操作sysweld软件,使学生熟悉软件的操作界面和功能。
四、教学资源为了支持本课程的教学,我们将准备以下教学资源:1.教材:sysweld软件的使用手册和教程;2.参考书:关于焊接过程和质量评估的专著;3.多媒体资料:sysweld软件的操作视频和焊接案例的图片;4.实验设备:计算机和sysweld软件的授权。
五、教学评估本课程的教学评估将采用多元化方式进行,包括以下几个部分:1.平时表现:通过课堂参与、提问、回答问题等环节,评估学生的学习态度和积极性。
焊接模拟专业软件SYSWELD中文终极教程
焊接部分(使用软件版本visual-mesh6.1,sysweld2010,pam-assembly2009,weld-planner2009)一、软件安装说明软件包括visual-mesh6.1,sysweld2010,pam-assembly2009,weld-planner2009,其中pam-assembly2009,weld-planner2009统一叫做WeldingDE09,安装基本相同,点击setup,所有选项默认,点击next按钮,直到安装完成,点击finish。
所有安装完毕后,重启计算机,在桌面上出现ESI GROUP 文件夹,所有软件的快捷方式都在此文件夹内。
二、基本流程中小件焊接过程模拟分析的步骤是CAD->网格划分(Visual-mesh)->热源校核(sysweld软件中的Heat Input Fitting)->焊接向导(sysweld软件中的welding wizrad)->求解(sysweld slover)->后处理观察结果(sysweld)网格网格划分是有限元必需的步骤。
Sysweld的网格划分工具采用visual-mesh。
版本使用的是6.1Visual –mesh界面见下图对于形状简单的零件,可以在visual-mesh里面直接建立模型,进行网格划分,对于复杂的图形,需要先在CAD画图软件中画出零件的3维几何图形,然后导入visual-mesh软件进行网格划分。
Visual-mesh的菜单命令中的Curve,Surface,Volume,Node是用来创建几何体的命令,接下来的1D,2D,3D是用来创建1维,2维,3维网格的命令。
对于一个简单的焊接零件,网格创建的步骤为:●建立节点nodes●生成面surface●网格生成a)生成2D mesh 用于生成3D网格b)拉伸3D mesh 用于定义材料赋值及焊接计算c)提取2D mesh表面网格用于定义表面和空气热交换d)生成1D 焊接线,参考线用于描述热源轨迹●添加网格组a)开始点,结束点,开始单元用于描述热源轨迹b)装夹点用于定义焊接过程中的装夹条件下面以T型焊缝网格划分为例,说明visual-mesh的具体用法,常用快捷键说明:按住A移动鼠标或者按住鼠标中键,旋转目标;按住S移动鼠标,平移目标;按住D移动鼠标,即为缩放;按F键(Fit),全屏显示;选中目标,按H键(Hide),隐藏目标;选中目标,按L键(Locate),隐藏其他只显示所选并全屏显示;Shift+A,选中显示的全部内容;鼠标可以框选或者点选目标,按住Shift键为反选;在任务进行中,鼠标中键一般为下一步或者确认。
焊缝热处理作业指导书(2篇)
焊缝热处理作业指导书一、目的本设备采用中频感应加热原理对焊缝进行热处理,达到消除高频焊接后的缺陷,细化晶粒消除偏析,消除淬火马氏体组织,降低内应力,使钢管焊缝的组织和性能更加均匀,最终达到提高基体的机械性能、延长钢管使用寿命的目的。
二、中频感应加热设备主要技术参数如下功率最高处理温度钢管长度钢管直径运行速度(Vmax)中频1中频2中频35KW5KW5KW10℃6m____15mφ114.3~φ355.640m/min三、操作步骤1、开机前启动中频设备冷却循环水泵,先检查内、外循环水,正常后检查供气是否正常;2、将电控柜上的开关扳到ON的位置上,打开控制开关;3、合上焊缝跟踪系统标线喷印机电源,根据钢管规格调节喷头距离使喷头距钢管表面10~20mm;4、按下标线喷印机STARTUP启动开关,选择INKEJECTION油墨喷出,待喷印机绿灯亮后,主轧启动后标线自动喷印;5、启动摄像系统,根据钢管规格调整摄像头距离,拔出锁定销将摄像头推到相应位置,调整跟踪上下基线范围及显示屏亮度,使之达到理想状态;6、待轧机启动后,调整感应圈与钢管表面距离8~10mm,选择SEAMTRACKINGMANUAL/AUTO到AUTO位置,中频感应头将自动跟踪焊缝;7、按下操作台RESET复位按钮,启动HEATON,调节温度控制旋钮,按照工艺要求依次设定三台热处理设备温度。
四、日常维护1、每次开机前,首先检查冷却水箱水位高度,一旦发现水位降到接近警戒线时必须及时补充纯净水,否则,设备将报警并无法启动。
2、开机前或关机后,必须及时清理感应圈上氧化物,避免短路打火损伤设备。
3、每天工作结束后,关闭标线喷印机上SHUTDOWN按钮,启动后喷印机将自动进行清洗,并拧下喷印头上螺栓,移出喷印头,用清洁剂清洗喷印头;一周以上时间不用时,必须将喷印机内油墨取出。
五、注意事项1、岗位人员必须持证上岗,按要求传戴劳保用品。
及时填写岗位记录。