手机结构件外观检查及测试规范
手机结构件外观检查及测试规范

手机结构件外观检查及测试规范手机结构件外观检查及测试规范1范围本标准主要用于公司所研制及生产的手机的结构件检验,并且适用于手机的研发、试生产、IQC来料检验、QA增强性试验等各个阶段。
2引用标准GB/T 12610-1990 塑料上电镀层热循环试验(C循环)QJ 2028-1990 镀覆层可焊性试验方法Q/EP 12.203.6-2001 金属制品检验规范-镀覆零件检验ASTM-D3369 Standard Test Method for Film Adhesion by Cross –Cut Tape Test3定义3.1不良缺陷定义点缺陷具有点形状的缺陷,测量尺寸时以其最大直径为准。
颗粒在喷漆件表面上附着的细小颗粒。
积漆在喷漆件表面出现局部的油漆堆积现象。
阴影在喷漆件或塑料件表面出现的颜色较周围暗的区域。
桔纹在喷漆件或电镀件表面出现大面积细小的像桔子皮形状的起伏不平。
透底在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
鱼眼由于溶剂挥发速度不适而造成在喷漆件表面有凹陷或小坑。
多喷超出图纸上规定的喷涂区域。
剥落产品表面上出现涂层或镀层脱落的现象。
毛絮油漆内本身带有的,或油漆未干燥时落在油漆表面而形成的纤维状毛絮。
色差产品表面呈现出与标准样品(客户承认样品)的颜色的差异,称为色差。
光泽不良产品表面呈现出与标准样品(客户承认样品)光泽不一致的情况。
手印在产品表面或零件光亮面出现的手指印痕。
异色点在产品表面出现的颜色异于周围的点。
多胶点因模具方面的损伤而造成局部细小的塑胶凸起。
缩水当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑。
亮斑对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象。
硬划痕由于硬物摩擦而造成产品表面有深度的划痕。
细划痕没有深度的划痕。
飞边由于注塑参数或模具的原因,造成在塑料件的边缘或分型面处所产生的塑料废边。
熔接线塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的线,叫做熔接线。
手机外壳的测试标准
手机外壳的测试标准手机外壳是手机的保护壳,它不仅能够保护手机的外观不被划伤,还能够起到缓冲和防护作用。
因此,手机外壳的质量至关重要。
为了确保手机外壳的质量,我们需要制定一套科学的测试标准。
首先,手机外壳的耐磨性是一个重要的测试指标。
我们可以使用砂纸和钥匙等工具对外壳进行划痕测试,通过观察外壳表面的划痕情况来评估其耐磨性能。
耐磨性能好的外壳不易被划伤,能够保持良好的外观。
其次,手机外壳的耐冲击性也是需要测试的指标之一。
我们可以通过将手机外壳从不同高度自由落体,或者采用冲击试验机来模拟手机摔落的情况,评估外壳在冲击下的变形和破裂情况。
耐冲击性好的外壳能够有效保护手机在意外摔落时不受损。
另外,手机外壳的防指纹性能也是需要测试的指标之一。
我们可以通过模拟手部油脂的接触,观察外壳表面的指纹情况,评估外壳的防指纹效果。
防指纹性能好的外壳能够减少指纹在外壳表面的残留,保持外壳的清洁度。
此外,手机外壳的耐高温性能也是需要测试的指标之一。
我们可以通过将外壳置于高温环境下,观察外壳的变形和变色情况,评估外壳在高温下的稳定性。
耐高温性能好的外壳能够保证手机在高温环境下不会受到外壳的影响。
最后,手机外壳的环保性能也是需要测试的指标之一。
我们可以通过对外壳材料进行有害物质检测,评估外壳材料对环境的影响。
环保性能好的外壳能够减少对环境的污染,符合绿色环保的要求。
综上所述,手机外壳的测试标准涉及到耐磨性、耐冲击性、防指纹性、耐高温性和环保性等多个方面。
制定科学的测试标准能够保证手机外壳的质量,提高用户体验,也能够推动手机外壳行业的健康发展。
希望通过我们的努力,能够为手机外壳的质量提供更加可靠的保障。
华为手机包装件外观(UV工艺彩盒)可靠性测试规范
手机包装件外观(UV工艺彩盒)可靠性测试规范内部公开DKBA 华为技术有限公司内部技术规范DKBAxxxx-2006.xx 手机包装件外观(UV工艺彩盒)可靠性测试规范年月发布年月日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved手机包装件外观(UV工艺彩盒)可靠性测试规范内部公开修订声明Revision declaration本规范拟制与解释部门:无线终端测试与质量部本规范的相关系列规范或文件:a)手机导电漆及导电胶测试规范b)手机溅镀件及蒸镀件测试规范c)手机键盘测试规范d)手机镜片测试规范e)手机塑料件及喷漆件测试规范f)手机塑料水电镀件测试规范g)手机天线结构测试规范h)手机外表面印刷测试规范i)手机五金件测试规范参照并替代的其它规范或文件:本规范版本升级更改主要内容:第二版,外观检验和测试规范分离,统一整机和部件测试标准本规范主要起草部门:终端工业设计部系统组、无线终端测试部批准人:钟纲、王樾规范号Doc No.主要起草专家主要评审专家Q/DKBAxxxx-2006.03 叶翱、刘常志、刘传兵、张斌…(V1.0版)手机质量部MQE:王锋手机质量部PQE:刘钟江、蔡仁堡采购TQC:黄进元、吴占荣、赖春根手机测试部:刘春林采购专家团:广爱国手机开发部:杨宁、叶翱、刘常志、陈鹏、李金普、苏斌、刘方成、胡斌、张慧敏等Q/DKBAxxxx-2006.xx 刘春林(V2.0版)手机质量部MQE:王锋、王红四采购TQC:黄进元、吴占荣、王春秋、赖春根手机测试部:李小龙、刘吉平、何玮、乔应、采购专家团:广爱国手机开发部:张斌、刘传兵、李金普、宋徐春、李楷、刘文斌、冯彩霞、盛丽丽等手机包装件外观(UV工艺彩盒)可靠性测试规范内部公开目录Table of Contents1前言42范围 43规范性引用文件44术语和定义44.1彩盒测量面定义45测试条件及环境46不良缺陷定义 57包装可靠性测试57.1粘贴式包装彩盒附着力测试57.2折叠式包装彩盒附着力测试67.3粘贴式彩盒脆性测试67.4折叠式彩盒脆性测试67.5耐磨测试71 前言本标准用于规范华为终端公司手机包装外观可靠性验收测试标准。
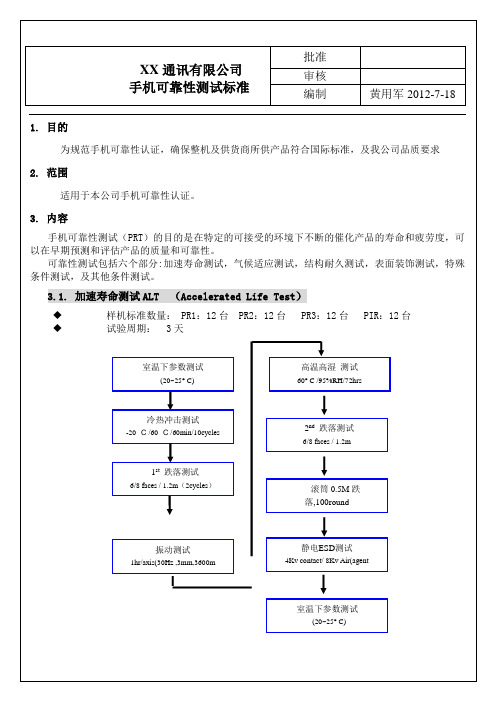
手机可靠性测试标准(手机)
试验标准:常温干燥后,手机各项功能正常,外壳表面及装饰件无明显腐蚀等异常现象。
3.3.结构耐久测试 (Mechanical Endurance Test)
样品标准数量:8台。
测试周期:7天。
测试目的:各结构件寿命测试。
3.3.1.按键测试(Keypad Test)
试验标准:手机外观,结构和功能符合要求。
3.2.3.高温/低温功能测试(Functional Test)
测试环境:-20° C/+60°C,24小时,4台手机。恢复至常温,然后进行结构,功能和电性能检查。
测试目的:高温/低温应用性功能测试
试验标准:手机电性能指标满足要求,功能正常,外壳无变形。
B:恶劣气候性测试
实验方法:选取靠近耳塞的一段导线,将其两端固定在实验机上,用20N±2N的力度持续拉伸6秒,循环100次。
检验标准:导线功能正常,被覆外皮不破裂,变形。
3.3.14.导线折弯强度试验(Cable Bending Endurance Test)
测试环境:室温(20~25° C);
实验方法:分别选取靠近耳塞和靠近插头的一段导线,将导线的两端固定在实验机上,做0mm~25mm折弯实验3000次。
试验标准:手机外观,结构和功能符合要求。
3.1.4振动试验(Vibration Test)
测试条件: 30Hz;振幅:5.0mm,3600 s
测试目的:测试样机抗振性能
试验方法:将手机开机放入振动箱内固定夹紧。启动振动台垂直振动1个小时,对样机进行参数测试。
试验标准:振动后手机内存和设置没有丢失现象,手机外观,结构和功能符合要求,参数测试正常,晃动无异响。
1. 目的
华为终端手机结构件产品可靠性测试标准
终端_手机_结构件可靠性测试技术标准V2.0目录1测试标准框架16 1.1整体框架16 1.2测试样品数16 1.3不同工艺测试项选择19 2外观等级面划分19 2.1外观等级面定义19 3测量条件及环境的要求20 3.1距离20 3.2时间20 3.3位置20 3.4照明21 3.5环境21 4表面处理可靠性测试方法21 4.1膜厚测试21 4.1.1试验目的21 4.1.2试验条件21 4.1.3合格判据21 4.2抗MEK(丁酮)测试21 4.2.1试验目的21 4.2.2试验条件21 4.2.3程序21 4.2.4合格判据22 4.3附着力测试22 4.3.1试验目的22 4.3.2试验条件22 4.3.3程序23 4.3.4合格判据24 4.3.5等级描述说明24 4.3.6测试工具25 4.4RCA纸带耐磨测试26 4.4.1试验目的264.4.2试验条件26 4.4.3程序26 4.4.4合格判据26 4.5酒精摩擦测试27 4.5.1试验目的27 4.5.2试验条件27 4.5.3程序27 4.5.4合格判据27 4.6橡皮摩擦测试27 4.6.1试验目的27 4.6.2试验条件27 4.6.3程序28 4.6.4合格判据28 4.7振动摩擦测试28 4.7.1试验目的28 4.7.2试验条件28 4.7.3程序29 4.7.4合格判据29 4.7.5说明30 4.8铅笔硬度测试31 4.8.1试验目的31 4.8.2试验条件31 4.8.3程序31 4.8.4合格判据32 4.8.5测试工具33 4.9抗脏污测试33 4.9.1试验目的33 4.9.2试验条件33 4.9.3程序34 4.9.4合格判据34 4.10牛顿笔测试34 4.10.1试验目的34 4.10.2试验条件34 4.10.3程序344.10.4合格判据34 4.10.5说明34 4.11显微维氏硬度测试35 4.11.1试验目的35 4.11.2试验条件35 4.11.3程序35 4.11.4合格判据35 4.12耐化妆品测试35 4.12.1试验目的35 4.12.2试验条件35 4.12.3程序35 4.12.4合格判据36 4.13耐手汗测试36 4.13.1试验目的36 4.13.2试验条件36 4.13.3程序36 4.13.4合格判据37 4.13.5说明37 4.14低温存储37 4.14.1试验目的37 4.14.2试验条件37 4.14.3程序37 4.14.4合格判据38 4.15高温存储38 4.15.1试验目的38 4.15.2试验条件38 4.15.3程序38 4.15.4合格判据38 4.16交变湿热38 4.16.1试验目的38 4.16.2试验条件38 4.16.3程序39 4.16.4合格判据39 4.17温度冲击394.17.1试验目的39 4.17.2试验条件39 4.17.3程序39 4.17.4合格判据40 4.18太阳辐射40 4.18.1试验目的40 4.18.2试验条件40 4.18.3程序40 4.18.4合格判据40 4.18.5说明41 4.19盐雾测试41 4.19.1试验目的41 4.19.2试验条件41 4.19.3程序41 4.19.4合格判据42 4.20水煮测试43 4.20.1试验目的43 4.20.2试验条件43 4.20.3程序43 4.20.4合格判据44 4.20.5说明44 4.21切片测试44 4.21.1试验目的44 4.21.2试验条件44 4.21.3程序44 4.21.4合格判据46 4.22内部件附着力测试46 4.22.1试验目的46 4.22.2试验条件46 4.22.3程序46 4.22.4合格判据46 4.23内部件交变湿热46 4.23.1试验目的46 4.23.2试验条件464.23.3程序47 4.23.4合格判据47 4.23.5说明47 4.24内部件温度冲击47 4.24.1试验目的47 4.24.2试验条件47 4.24.3程序47 4.24.4合格判据47 4.25内部五金件阻抗测试47 4.25.1试验目的47 4.25.2试验条件47 4.25.3程序48 4.25.4合格判据48 4.26内部五金件高温高湿49 4.26.1试验目的49 4.26.2试验条件49 4.26.3程序49 4.26.4合格判据49 4.27钢丝绒测试49 4.27.1试验目的49 4.27.2试验条件49 4.27.3程序49 4.27.4合格判据49 4.283D涂层及小部件验证策略50 4.28.13D涂层50 4.28.2小部件50 5结构件强度测试方法50 5.1强度测试位置识别方法50 5.1.1试验目的50 5.1.2试验条件50 5.2落锤测试51 5.2.1试验目的51 5.2.2试验条件51 5.2.3程序535.2.4合格判据53 5.3弯折测试54 5.3.1试验目的54 5.3.2试验条件54 5.3.3程序56 5.3.4合格判据57 5.4拉力测试58 5.4.1试验目的58 5.4.2试验条件58 5.4.3程序58 5.4.4合格判据58 5.5NMT粘合质量初判59 5.5.1试验目的59 5.5.2试验条件59 5.5.3程序59 5.5.4合格判据59 5.6NMT剪切强度测试60 5.6.1试验目的60 5.6.2试验条件60 5.6.3程序61 5.6.4合格判据61 5.7NMT定向跌落测试61 5.7.1试验目的61 5.7.2试验条件61 5.7.3程序62 5.7.4合格判据62 5.8按键手感63 5.8.1试验目的63 5.8.2试验条件63 5.8.3合格判据63 5.9按键弹力曲线测试63 5.9.1试验目的63 5.9.2试验条件63 5.9.3资源要求635.9.4测试步骤64 5.9.5合格判据65 5.10USB/耳机/卡托模拟插拔测试65 5.10.1试验目的65 5.10.2试验条件65 5.10.3程序66 5.10.4合格判据66 5.11表面能测试66 5.11.1试验目的66 5.11.2试验条件66 5.11.3程序67 5.11.4合格判据67 5.11.5说明68 5.11.6附OWENS 计算方法68 5.12装饰件拉拔力测试68 5.12.1试验目的68 5.12.2试验条件68 5.12.3程序68 5.12.4合格判据69 5.13卡托三杆弯测试69 5.13.1试验目的69 5.13.2试验条件69 5.13.3程序69 5.13.4合格判据70 5.14卡托横梁正向挤压测试70 5.14.1试验目的70 5.14.2试验条件70 5.14.3程序70 5.14.4合格判据71 5.15卡托横梁侧向挤压测试71 5.15.1试验目的71 5.15.2试验条件71 5.15.3程序72 5.15.4合格判据725.16卡托扭曲测试72 5.16.1试验目的72 5.16.2试验条件72 5.16.3程序73 5.16.4合格判据73 5.17卡托钢片推出力测试73 5.17.1试验目的73 5.17.2试验条件73 5.17.3程序73 5.17.4合格判据74 5.18卡托弯折测试74 5.18.1试验目的74 5.18.2试验条件74 5.18.3程序74 5.18.4合格判据74 5.19螺钉防松扭力测试75 5.19.1试验目的75 5.19.2试验条件75 5.19.3程序75 5.19.4合格判据75 5.20螺钉破坏扭力测试76 5.20.1试验目的76 5.20.2试验条件76 5.20.3程序76 5.20.4合格判据76 6非功能类镜片可靠性测试方法76 6.1抗化学试剂测试76 6.1.1试验目的76 6.1.2试验条件76 6.1.3程序76 6.1.4合格判据76 6.2附着力测试77 6.2.1试验目的77 6.2.2试验条件776.2.3程序77 6.2.4合格判据77 6.2.5说明77 6.3铅笔硬度测试77 6.3.1试验目的77 6.3.2试验条件77 6.3.3程序77 6.3.4合格判据77 6.3.5测试工具78 6.4显微维氏硬度测试78 6.4.1试验目的78 6.4.2试验条件78 6.4.3程序78 6.4.4合格判据78 6.5耐化妆品测试79 6.5.1试验目的79 6.5.2试验条件79 6.5.3程序79 6.5.4合格判据79 6.6耐手汗测试79 6.6.1试验目的79 6.6.2试验条件79 6.6.3程序79 6.6.4合格判据80 6.6.5说明80 6.7低温存储80 6.7.1试验目的80 6.7.2试验条件80 6.7.3程序80 6.7.4合格判据80 6.8高温存储80 6.8.1试验目的80 6.8.2试验条件80 6.8.3程序806.8.4合格判据81 6.9交变湿热81 6.9.1试验目的81 6.9.2试验条件81 6.9.3程序81 6.9.4合格判据81 6.10温度冲击81 6.10.1试验目的81 6.10.2试验条件81 6.10.3程序81 6.10.4合格判据82 6.11酒精摩擦82 6.11.1试验目的82 6.11.2试验条件82 6.11.3程序82 6.11.4合格判据82 6.12钢丝绒测试82 6.12.1试验目的82 6.12.2试验条件82 6.12.3程序83 6.12.4合格判据83 6.13盐雾试验83 6.13.1试验目的83 6.13.2试验条件83 6.13.3程序83 6.13.4合格判据84 6.14水煮测试84 6.14.1试验目的84 6.14.2试验条件84 6.14.3程序84 6.14.4合格判据84 6.14.5说明84 6.15太阳辐射84 6.15.1试验目的846.15.2试验条件84 6.15.3程序84 6.15.4合格判据84 6.15.5说明84 6.16背面油墨阻抗测试85 6.16.1试验目的85 6.16.2试验条件85 6.16.3程序85 6.16.4合格判据85 6.17挤压测试85 6.17.1试验目的85 6.17.2试验条件85 6.17.3程序86 6.17.4合格判据86 6.18镜片推脱力测试87 6.18.1试验目的87 6.18.2试验条件87 6.18.3程序87 6.18.4合格判据87 6.19镜片背面贴膜拉拔力87 6.19.1试验目的87 6.19.2试验条件87 6.19.3合格判据87 6.20四杆弯折(强化指标)测试87 6.20.1试验目的87 6.20.2试验条件87 6.20.3程序88 6.20.4合格判据88 6.21落球测试89 6.21.1试验目的89 6.21.2试验条件89 6.21.3程序89 6.21.4合格判据90 6.22环对环挤压测试906.22.1试验目的90 6.22.2试验条件90 6.22.3程序90 6.22.4合格判据90 6.23透光率91 6.23.1试验目的91 6.23.2试验条件91 6.23.3合格判据91 6.23.4说明91 6.24水滴角91 6.24.1试验目的91 6.24.2试验条件91 6.24.3合格判据92 6.25表面能测试92 7特殊工艺测试方法927.1贴片logo附着力测试92 7.1.1试验目的92 7.1.2试验条件92 7.1.3程序92 7.1.4合格判据92 7.2贴片logo拉拔力测试92 7.2.1试验目的92 7.2.2试验条件92 7.2.3判定依据92 7.3贴片logo环境测试93 7.3.1试验目的93 7.3.2试验条件93 7.3.3合格判据93 7.4PET板材电池盖拉拔力测试93 7.4.1试验目的93 7.4.2试验条件93 7.4.3程序93 7.4.4合格判据93 7.5屏蔽罩性能测试947.5.1高温测试94 7.5.2吃锡测试94 7.5.3绝缘电阻测试94 7.5.4耐电压测试94 8供应商ORT测试要求94 8.1应用说明94错误!未找到引用源。
手机结构测试规范

手机结构设计和测试规范制订:审核:标准化:批准:目录前言第一章手机结构件测试概述第二章结构总体要求第三章塑料件的检验第四章结构件尺寸和公差测量第五章结构件盐雾测试第六章结构件高低温和温度冲击测试第七章结构件跌落测试第八章结构件振动测试第九章结构件喷涂测试第十章结构件寿命测试第十一章结构件声学测试第十二章结构件EMC测试前言本技术规范为终端产品研究所内部制订,供内部参考使用。
本技术规范的制订参考了国家有关的标准,终端产品研究所结构部进行了补充和完善。
本技术规范可以作为手机研发中对结构件的技术认定参考。
本规范内容包括检验标准,检验设备,作业流程,结果分析等。
第一章手机结构件概述手机结构件主要包括塑料件,橡胶件,金属件,其它辅料等。
其中塑料件有前罩壳,后罩壳,电池前壳,电池后壳,翻盖前壳,翻盖后壳,镜片,导光柱,红外窗,塑料支架等。
橡胶件有键盘按键,侧键,橡胶塞,橡胶套,密封圈等。
金属件有簧片,金属支架,屏蔽罩,嵌件,导柱等。
辅料包括背胶,防尘布,缓冲垫等。
手机结构件一般需要模具制造来实现其大批量生产。
手机结构件测试包括结构件测量,塑料件的检验,耐腐蚀测试,高低温和高低温冲击测试,跌落测试,振动测试,喷涂测试,寿命测试,声学测试,EMC测试。
每一种测试都有专用的测试设备和测试夹具,并科学地记录测试结果,提供资料给研发和生产,技术质量部门,作为参考。
以下是每种测试的详细描述。
第二章结构总体要求1 主要内容与适用范围本规范规定了手机结构的整机设计要求和测试方法。
本规范适用于手机整机结构。
2 引用标准GB/T 15844.1—1995 移动通信调频无线电话机通用技术条件3 原理手机结构的整机设计和测试是基于产品的总体外观要求、结构件装配要求、消费者对产品的反馈、目前生产技术工艺所能达到的技术指标而制订的规范。
4 测试仪器和测试方法目测塞规光标卡色差检测仪5 测试定义和设计要求5.1手机的结构总体要求为在确保其相应使用条件下性能稳定可靠,结构件坚固,造型优美,色彩协调,操作方便,安全。
手机成品机外观检验标准

深圳市X X X X有限公司检验标准手机成品机外观检验标准前言2016-7-5发布 2016-7-5实施手机成品机外观检验标准1 范围为规范品质部对手机成品机外观检验标准判定的一致性,制定本标准,以此作为本公司品质部FQC、OQC对手机成品机外观检验判定的依据。
2 抽样计划在交货方提供的合格产品中按GB/T 2828.1-2003《计数抽样检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划》中一次正常抽样方案进行抽样,合格质量水平(AQL)及检查水平(II)规定见下表:3取样方法和标准判定条件3.1 抽样方法FQC在线检验,每个交货批随机抽取样本检验;OQC线外检验,在每天每机型的任一交货批中随机抽取20个样本检验;3.2 标准判定条件3.2.1 照明条件:40W日光灯管;3.2.2 距离与角度:a)手机在灯管下方中线面上,距灯管100cm,两者连线与垂直线夹角小于45°的范围内;b)手机在人正前下方,手机距人眼30cm,两者连线与垂直线夹角在30°至60°之间移动;c)正常检验:手机检视面与垂直线成45°角,手机以检视面横轴或纵轴为轴±15°内旋转;d)反光检验:手机检视面与垂直线成45°角,手机以检视面横轴或纵轴为轴±15至±45°内旋转;e)时间:单独部位10±5s,整机30±5s;f)人员:裸视或矫正视力1.0以上,无色盲、色弱、散光。
4常规检验4.2 使用符号的定义4.3 判定标准检验项目检验方法判定标准检验仪器缺陷类型1.AA面外观目视比较1)显示屏白点、亮点、亮斑,、黑点、彩点,开机可见φ≤0.15mm,d≥1cm,N≤2,开机不可见按镜片黑白点标准2)镜片白点、黑点, 0.10mm≤φ≤0.15mm, N≤1;φ<0.10mm,允许3个(数量往上包含,即最多可允许同时存在1个0.10mm≤φ≤0.15mm加上2个φ<0.10mm的黑、白点,后面的数量规则相同)3)触摸屏镜片白点、黑点,φ≤0.2mm, N≤2, d≥5cm4)凹点、凸点(包含压点、颗粒),0.10mm≤φ≤0.15mm, N≤1;φ<0.10mm, N≤35)视窗边缘异物、毛丝, L≤1.5mm,W≤0.05mm, N≤1;非视窗边缘区域不允许毛丝6)表层划伤,正常可见,L≤1.5mm,W≤0.03mm,N≤1;反光才可见 L≤3mm,W≤0.05mm,N≤13.2寸以上触屏镜片标准:W≤0.03mm无论长度忽略不计,N≤3,不可聚集0.03≤W≤0.05,L≤6mm,N≤2菲霖CCCCCCCCCCCCC N d ΦL W H S含义数量距离直径长度宽度高度面积单位个/条/处cm(厘米) mm(毫米) mm(毫米) mm(毫米) mm(毫米) mm2(平方毫米)5 异常问题作业处理方法1)原则上标准之内的故障机可以直接下机,如果员工发现某些故障在标准之内但很明显,可以截出给QE判定,如没有截出员工也无需承担责任。
手机壳成品检验标准

0.35mm,2个,允许≦¢0.3mm,3个,且间距≧20mm,压印0.2mm以
下的不管控,但不允许堆积;
5.3.1 点状缺
B面:异色点允许≦¢0.3mm,1个;允许≦¢0.25mm,2个,且
陷 间距≧30mm,同色点允许≦¢0.4mm,1个;允许≦¢0.35mm,2
个,允许≦¢0.3mm,3个,且间距≧20mm;同色点0.25mm以下
对比样板/结构图纸
目视、样板
5.4
性耐性 测试
参照IML产品测试标准,做好相关性耐性测试。(高低温测试 、铅笔硬度测试、产品表面模花测试、跌落测试、耐酒精测 试、弯曲测试)
具体操作参照IML产品测试标 准书
高低温测试箱、铅 笔硬度测试仪、机
模、酒精
5.5 产品包装 产品包装必须确保运输过程中产品不易被损坏
的不管控,但不允许堆积;
5.3
C面:异色点允许≦¢0.:5mm,1个;允许≦¢0.4mm,2个,且间
产
距≧30mm,0.3mm以下的不管控,但不允许堆积;同色点不堆
品
积,距离30cm目视不明显即可。
外 观
A面:允许长≦5mm,宽≦0.1mm,1条;或1条长≤10mm,宽≤ 5.3.2 0.05mm转动角度可见的细划痕;毛屑及有感划伤不允许。
文件名称
成品检验标准
文件编号
QA-SIP-008
版本 A0 页次 1/1
制定部门
品质部
制定日期
2020/4/2
生效日期
2020/4/2
1.目的:规范所有生产及打样成品的检验标准,并严格按照本标准执行,确保生产及打样产品符合规定要求。
2.范围:本标准适用于前期打样样品生产过程中对外观、颜色、结构的检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手机结构件外观检查及测试规范目次前言IV1 范围 12 引用标准 13 定义 13.1 不良缺陷定义 13.2 手机测量面的定义 2IV测量面:只有在拆卸手机时才能看到的零件表面。
23.3 缺陷代码对照表 24 手机检验条件及环境 35 整机装配检验 36 喷漆件检验 36.1 喷漆件外观检验 36.2 附着力测试 56.3 耐磨性测试 56.4 耐醇性测试 66.5 硬度测试 66.6 耐化妆品测试 66.7 耐手汗测试 66.8 温度冲击试验 66.9 膜厚测试 66.10 底材颜色与油漆颜色要求 66.11 特别说明: 67 塑料件检验78 镜片检验78.1 镜片外观检验78.2 耐磨性测试88.3 硬度测试88.4 抗冲击性测试88.5 抗霉菌测试89 按键检验99.1 按键外观检验99.2 弹力测试109.3 寿命测试109.4 耐磨性测试119.5 耐醇性测试1110 塑料电镀件(外观件)检验1110.1 外观检验1110.2 镀层厚度1110.3 附着力测试1110.4 耐磨性测试1210.5 耐醇性测试1210.6 硬度测试1210.7 耐手汗测试1210.8 温度冲击测试1210.9 盐雾测试1211 塑料电镀件(内部件)检验1211.1 外观检验1211.2 镀层厚度测试1311.3 电阻值测试1311.4 附着力测试1311.5 温度冲击测试1311.6 平面度1312 导电漆检验1312.1 导电漆外观检验1312.2 附着力测试1412.3 电阻值测试1412.4 膜厚测试1412.5 温度冲击测试1413 导电胶检验1413.1 导电胶外观检验1413.2 电阻值测试1413.3 附着力测试1413.4 胶的弹性测试1413.5 温度冲击测试1514 五金件检验1514.1 五金件外观检验1514.2 镀层厚度1514.3 镀层硬度1514.4 附着力测试1514.5 盐雾试验1514.6 可焊性试验1614.7 镶件螺母的拉力及扭矩测试1614.8 翻盖(翻盖轴)及翻盖接听按键的寿命测试1615 橡胶件检验1615.1 橡胶件外观检验1615.2 硬度测试1615.3 寿命测试1616 印刷检验1616.1 外壳上印刷的外观检验1616.2 镜片及键盘上印刷的外观检验1816.3 附着力测试1916.4 耐醇性测试1916.5 耐磨性测试1917 显示屏(LCD)外观检验2018 电池检验2018.1 外观检验2018.2 电池卡扣的寿命2018.3 跌落试验2018.4 电池标贴2118.5 电池PCB板的检验(仅适用于电极触点为金手指的情况)2118.6 PHS手机的电池检验2119 充电器(座充)检验2119.1 外观检验2119.2 充电器标贴2119.3 人机界面2119.4 金属插头及接触**镀层附着力的测试2119.5 金属插头及接触**镀层耐腐蚀性的测试2119.6 插头连接强度2119.7 跌落试验2120 耳机检验2120.1 外观检验2220.2 耳机插头与插座之间的插拔寿命2220.3 耳机的插拔力2220.4 抗急拉伸强度2220.5 跌落试验2220.6 导线疲劳弯曲强度2220.7 盐雾试验2221 天线检验2221.1 外观检验2221.2 安装强度2221.3 跌落试验2221.4 天线上五金件的耐腐蚀性测试2221.5 天线上五金件的镀层附着力测试2222 吊绳穿孔的拉力试验2223 前壳上按键孔位置的压力试验2324 按键短路的压力试验2325 各阶段所需的检验项目2325.1 各阶段测试说明2325.2 封样流程说明2325.3 各阶段所需的检验项目23各阶段所需的检验项目见表19。
23表19 23范围本标准主要用于公司所研制及生产的手机的结构件检验,并且适用于手机的研发、试生产、IQC来料检验、QA增强性试验等各个阶段。
引用标准GB/T 12610-1990 塑料上电镀层热循环试验(C循环)QJ 2028-1990 镀覆层可焊性试验方法Q/EP 12.203.6-2001 金属制品检验规范-镀覆零件检验ASTM-D3369 Standard Test Method for Film Adhesion by Cross –Cut Tape Test定义不良缺陷定义点缺陷具有点形状的缺陷,测量尺寸时以其最大直径为准。
颗粒在喷漆件表面上附着的细小颗粒。
积漆在喷漆件表面出现局部的油漆堆积现象。
阴影在喷漆件或塑料件表面出现的颜色较周围暗的区域。
桔纹在喷漆件或电镀件表面出现大面积细小的像桔子皮形状的起伏不平。
透底在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
鱼眼由于溶剂挥发速度不适而造成在喷漆件表面有凹陷或小坑。
多喷超出图纸上规定的喷涂区域。
剥落产品表面上出现涂层或镀层脱落的现象。
毛絮油漆内本身带有的,或油漆未干燥时落在油漆表面而形成的纤维状毛絮。
色差产品表面呈现出与标准样品(客户承认样品)的颜色的差异,称为色差。
光泽不良产品表面呈现出与标准样品(客户承认样品)光泽不一致的情况。
手印在产品表面或零件光亮面出现的手指印痕。
异色点在产品表面出现的颜色异于周围的点。
多胶点因模具方面的损伤而造成局部细小的塑胶凸起。
缩水当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑。
亮斑对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象。
硬划痕由于硬物摩擦而造成产品表面有深度的划痕。
细划痕没有深度的划痕。
飞边由于注塑参数或模具的原因,造成在塑料件的边缘或分型面处所产生的塑料废边。
熔接线塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的线,叫做熔接线。
翘曲塑料件因内应力而造成的平面变形。
顶白/顶凸由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起。
填充不足因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象。
银条在塑料件表面沿树脂流动方向所呈现出的银白色条纹。
流纹产品表面以浇口为中心而呈现出的年轮状条纹。
烧焦在塑料件表面出现的局部的塑料焦化发黑。
边拖花因注射压力过大或型腔不平滑,脱模时所造成边缘的擦伤。
破裂因内应力或机械损伤而造成产品的裂纹或细小开裂。
龟裂橡胶件由于环境老化而造成在产品表面上有裂纹。
浇口塑料成型件的浇注系统的末端部分。
搭桥在导电胶的转角位置,出现上面胶是连接着,但下面胶没有连着而出现空洞的现象。
补伤对导电胶上已损坏的部位进行修补。
油渍在产品表面所残留的油污。
气泡由于原料在成型前未充分干燥,水分在高温的树脂中气化而形成气泡。
凹坑由于模具的损坏等原因,造成在平面上出现的高低不平。
彩虹现象指透明区域在反光条件下出现彩色光晕的现象。
透明度差指透明区出现模糊、透明度不佳的现象。
拉白成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白化。
折痕在PC薄膜按键的底膜上产生的折叠痕迹。
侧面起皱在PC薄膜内注入塑料时,由于薄膜受力不均匀在成品上造成皱纹。
漏光由于PC薄膜上有漏印的部位,造成光线能从背面穿到正面,称为漏光。
LCD指手机上的液晶显示屏。
手机测量面的定义0测量面:手机上显示信息的重要区域,如镜片的透明区和LCD的透明区。
I测量面:暴露在外,且正常使用时可直接看到的主要表面,如镜片的非信息显示区,键盘、前壳、后壳、电池盖的正面、翻盖(及大翻盖)的正反两面。
II测量面:暴露在外,且正常使用时并不直接看到的次要表面及手机配件的外表面,如前壳、后壳电池盖、翻盖(及大翻盖)的侧面,天线的外表面,及其它手机配件如充电器、耳机等的外观面。
III测量面:正常使用时看不到,只有在装卸电池或SIM卡时可看到的内表面,如后壳上被电池盖住的面或电池盖的内表面;IV测量面:只有在拆卸手机时才能看到的零件表面。
缺陷代码对照表缺陷代码对照表见表1。
表1代码名称代码名称N 数目 D 直径(mm)L 长度(mm) H 深度(mm)W 宽度(mm) DS 距离(mm)S 面积(mm2)手机检验条件及环境手机检验条件及环境的规则如下:距离:人眼与被测物表面的距离为300mm~350mm;时间:每片检查时间不超过12s;位置:检视面与桌面成45°;上下左右转动15°;照明:100W冷白荧光灯,光源距被测物表面500~550mm ,(照度达500~550Lux)。
整机装配检验手机装配的检验项目如下:检查各外观件的质量符合要求;镜片的装配位置端正,无翘曲及松动,且左右两边的倾斜不大于3°;从正面的镜片区,正視900±150(左右转动)不应看到显示屏垫圈;当不在900±150的视觉范围内允许看到显示屏垫圈,但垫圈要整齐一致;目视看不出显示屏上下左右的偏移,开机显示看不出显示屏有明显的倾斜;(要求显示屏的中心线与镜片的中心线之间的上下左右偏移量小于0.2mm,左右两边的倾斜不大于3°)开机检查显示屏的亮度均匀且颜色一致;前壳与后壳之间的间隙均匀,且小于(设计装饰线宽度+0.25mm), 段差均匀且小于(设计段差+0.25mm/0.30mm);注:手机两侧的段差控制在0.25mm;手机顶部和底部的段差可以控制在0.30mm;后壳与电池盖之间的间隙均匀,且小于(设计装饰线宽度+0.25mm),段差均匀且小于(设计段差+0.25mm/0.30mm);注:手机两侧的段差控制在0.25mm;手机顶部和底部的段差可以控制在0.30mm。
将翻盖合上后,翻盖与前壳之间的间隙均匀,且小于(设计间隙+0.30mm),段差均匀且小于设计段差+0.25mm);镜片、键盘与前壳之间的配合间隙均匀;各按键的功能正常,且手感均匀一致;天线必须拧紧,结合处要紧密且间隙均匀;电池卡扣的弹性正常,电池易于拆装;标贴型号正确且符合公司要求;所贴位置正确、无翘起、无超过5°的倾斜;手机标贴应有用中文或符号、缩写表示的以下内容:制造厂、型号、无委核准证号(CMII)、CE标记及IMEI号(GSM制式),或对应序号(其它制式)。
喷漆件检验喷漆件外观检验中高档手机的喷漆件外观检验见表2。
表2序号不良项目I测量面II测量面1 1 点缺陷有颜色对比的点缺陷D≤0.25mm(S≤0.07mm2),N ≤1 当D≤0.30mm(S≤0.10mm2),N≤1;当D≤0.25mm(S≤0.05mm2), 且DS≥15mmN≤2无颜色对比的点缺陷当D≤0.30mm(S≤0.1mm2) ,N≤1 ;当D≤0.25mm(S≤0.05mm2), 且DS≥15mm N≤2 当D≤0.35mm(S≤0.13 mm2) , N≤1 ;当D≤0.30mm(S≤0.07mm2), 且DS≥15mmN≤2注:当点的直径≤0.10mm且DS≥2mm时可忽略不计。