注塑机维护保养点检记录表
注塑车间机器设备维护保养点检表

设备名称机械手
设备型号
设备编号
123456789101112131415161718192021222324252627282930311运转过程中是否有异响2横走、引拔、上下是否顺畅3夹具组连接是否紧固4夹具组检出感应是否有效5双点组是否需要排水61机器表面除尘2急停开关功能检查31滑块滑轨润滑、加油2电源开关、启动按钮功能31基座固定螺丝检查23担当点检人管
理确认人
√良好异常记录:△有问题可用
○计划维修
×故障不可用
说明中山市大冠电器有限公司注塑车间( )年( )月设备维护保养查检表频率
NO 点检内容上旬中旬下旬
日查检
旬查检
月查检
季度查检
署
名。
注塑机日常点检表

辅助注塑机正常工作
点检人 主管
修理异常记录
评估:是否影响产品质量和正常生产。 是 c
否c
1 机台内外现场5S 看查 机台内外干净整洁无杂物
2
安全门
看查
打开时机器不合模
3 安全防护罩
看查 防护罩完好螺栓紧固无松动
4 模具安装螺栓
扳手
用扳手确认无松动
模具动作
听力 模具动作开闭无异常响动
5 紧急停止开关
制动
停止
6 润滑油油量
看查
警戒线以上
7 烘干炉状态
仪表 设置温度和仪表温度相符
8 冷却系统
注塑机 日 常 点 检 表
设备编号
机台名称
注塑机
设备型号
文件编号
点检月份
2015年
月
点检时间:开机前、设备维修后、模具工装更换后
N O
点检概括
方法
判定标准
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
看查 冷却系统完好畅通,无漏水
9 机器运转
听力
机器运转无明显噪音
10
液压油
看查
液压油警戒线以上
12 液压系统
看查 液压系统无漏油,压力正常
13 液压油油温
仪表
油温标准35~55℃
14
注塑机辅 助设备
①机械手②传送带 ③烘干机④模温机 ⑤动水机⑥温控箱
点 良好
检
√
标 故障不可
识
用
×
有问题可用 △
计划维修 ○
注塑机定期维护保养记录表
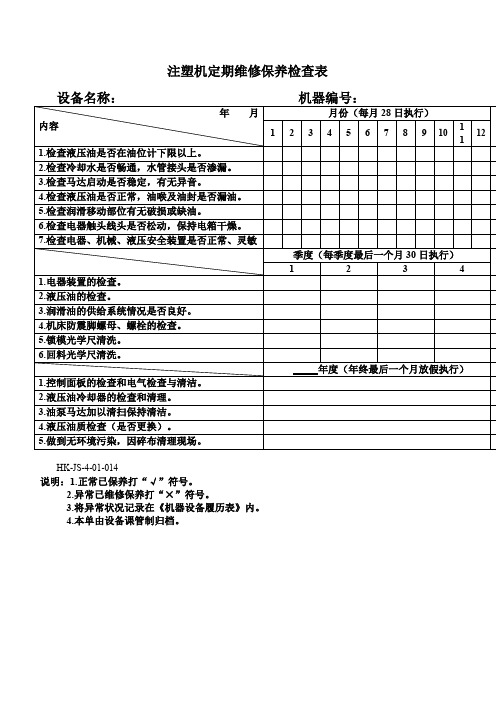
设备名称:机器编号:
年月内容
月份(每月28日执行)
状况记录
维修/保养员
主管
1Байду номын сангаас
2
3
4
5
6
7
8
9
10
11
12
1.检查液压油是否在油位计下限以上。
2.检查冷却水是否畅通,水管接头是否渗漏。
3.检查马达启动是否稳定,有无异音。
4.检查液压油是否正常,油喉及油封是否漏油。
5.检查润滑移动部位有无破损或缺油。
6.检查电器触头线头是否松动,保持电箱干燥。
7.检查电器、机械、液压安全装置是否正常、灵敏
季度(每季度最后一个月30日执行)
1
2
3
4
1.电器装置的检查。
2.液压油的检查。
3.润滑油的供给系统情况是否良好。
4.机床防震脚螺母、螺栓的检查。
5.锁模光学尺清洗。
6.回料光学尺清洗。
年度(年终最后一个月放假执行)
1.控制面板的检查和电气检查与清洁。
2.液压油冷却器的检查和清理。
3.油泵马达加以清扫保持清洁。
4.液压油质检查(是否更换)。
5.做到无环境污染,因碎布清理现场。
HK-JS-4-01-014
说明:1.正常已保养打“√”符号。
2.异常已维修保养打“×”符号。
3.将异常状况记录在《机器设备履历表》内。
4.本单由设备课管制归档。
注塑机保养年点检表
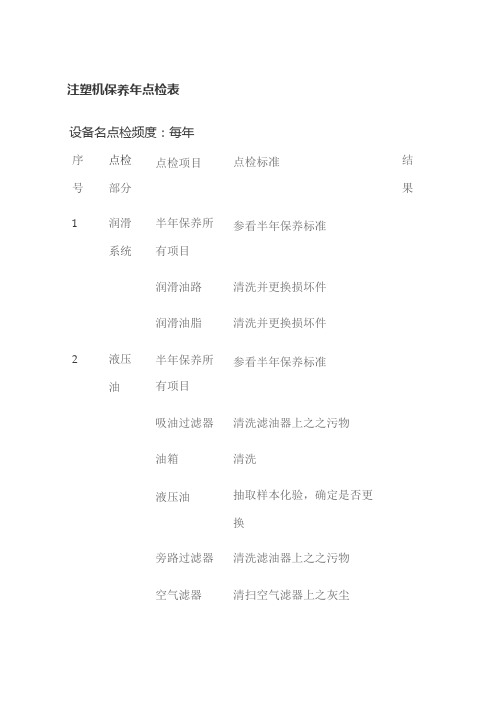
注塑机保养年点检表设备名点检频度:每年
序号点检
部分
点检项目点检标准结
果
1润滑
系统半年保养所
有项目
参看半年保养标准润滑油路清洗并更换损坏件润滑油脂清洗并更换损坏件
2液压
油半年保养所
有项目
参看半年保养标准
吸油过滤器清洗滤油器上之之污物
油箱清洗
液压油抽取样本化验,确定是否更
换
旁路过滤器清洗滤油器上之之污物
空气滤器清扫空气滤器上之灰尘
3电气
部分半年保养所
有项目
参看半年保养标准
接线端子紧固
电线更换老化电线
电机清扫电机扇叶及外毂灰尘,
注入润滑油脂于轴承上
电气元件更换损坏件
4液压
部分半年保养所
有项目
参看半年保养标准
油阀、油路
板
清洗
油缸检查无拉花
管件、联接
件
更换损坏件
冷却器清洗冷却器铜管的内外壁
速度、压力
线性
检查速度、压力的线性比例,
如有需要可重新调校
工作压力检查油压系统的工作压力是否
过低或过高。
漏油检查全机的各部分是否有漏
油现象
5机械
部分半年保养所
有项目
参看半年保养标准
螺丝检查安全机械部分的固定螺
丝是否收紧
机身水平重新检查机身水平
平行度重新检查锁模头板与移动模
板之间的平行度
油马达轴承检查是否有噪音,重新注入润
滑油脂或更换新轴承
(。
:正常,△:要注意,需修理,X:故障,要修理)处置记录:
保养者
确认者。
注塑机日常保养点检记录表

√/
//
//
//
//
8 炮筒发热壳温度是否正常、稳定,冷却水是否正常 √ /
//
//
//
//
9 机台急停掣是否正常、控制板桉键是否有效
√/
//
//
//
//
10 机台润滑情况
√/
//
//
//
//
保养人签名
/
//
//
//
//
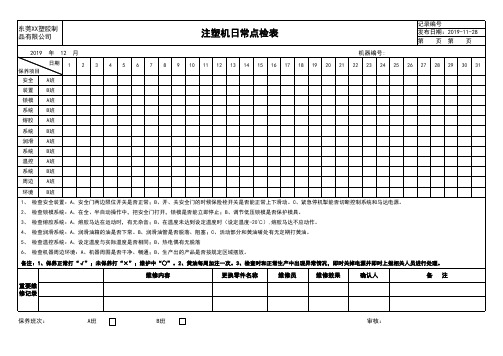
备注: 1.日保养在每个工作日进行,周六、日、休息日无需进行日保养;
2.周保养在每周一进行,如有特别可安排顺延;
月/年保 养 项 目
1 油温温度:45±5℃,油位达到油箱容积3/4--4/5 2 电箱冷却扇、空气过滤网、旁路过滤器清洗 3 炮筒电热部份温度,电线接头、感温线、保险丝检查 4 润滑油补充、润滑油路漏油检查 5 各操作控制开关、安装松紧度、面板固定螺丝检查 6 油室漏油、漏水检查,残留油、水混合物、杂物清洁 7 螺杆固定螺丝检查,活塞、连接室清洁
保养周期
13 月月
1月
2月
3月
4月
5月6月Βιβλιοθήκη 7月8月9月 10月 11月 12月
√
///////////
√
///////////
√
///////////
√
/
/
/
√
/
/
/
√
/
/
/
√
/
/
/
保养人签名
异常情况记录 注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“异常情况记录”栏予以记录。
设备点检保养记录表
注塑自动化设备日常保养点检记录表[空白模板]
![注塑自动化设备日常保养点检记录表[空白模板]](https://img.taocdn.com/s3/m/949732c2ed630b1c58eeb56e.png)
文件编码:
维护人:
版本:V02
审 核 :
保 存
批 准 :
注塑自动化设备日常保养点检记录表
部门: 项目
设
年
备
/
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注
1.零部件运行是否正常
2.零部件润滑确认
3.轨道滑动是否顺畅
4.运作有无异常声音
5.感应器、仪表是否正常
6.开关是否正常
7.导电线路是否安全
8.5S检查是否OK
9.冲切位置及装箱位置是否OK
日常点检人签名:
每周保养确认
备注说明:1.设备正常使用画√;,发现异常时及时改善处理或上报自动课负责人推进改善处理; 3.周保养确认由当课室工程师或以上级员确认。
注塑机定期保养记录表
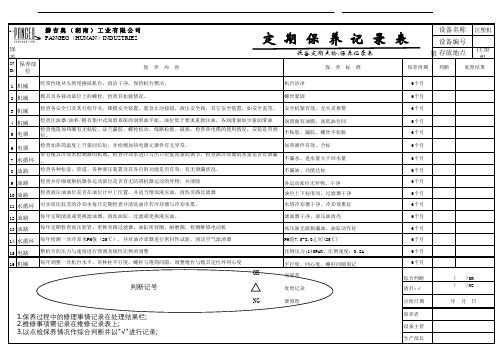
注塑机保养注塑组N O:保养部位保 养 标 准保养周期判断1机械机台洁净6个月2机械螺丝紧固6个月3机械安全机掣有效、无失灵报警6个月4机械润滑面有油膜、高低油位间6个月5电器不粘胶、漏胶、螺丝不松脱6个月6电器加热器件有效、合标6个月7水循环不漏水、进水量大于回水量6个月8油路不漏油、功能达标6个月9油路各运动部位无异物、干净6个月10油路油位上下标度间、过滤器干净6个月11水循环水塔冷却器干净、冷却效果好6个月12油路滤油器干净、液压油清亮6个月13油路高压油无破损漏油、油缸动作好6个月14水循环PH值7.0-8.0之间(25℃)6个月15电路比例压力:140PAR、比例速度:0.8A 6个月16机械平行度、同心度、螺杆间隙别记6个月无异常综合判断处理记录请打:√要修理点检日期保养者设备主管生产部长设备定期点检.保养记录表处理结果保 养 内 容经常性地从头到尾擦拭机台,清洁干净,保持机台整洁。
模具及各移动部位上的螺栓,检查其松驰情况。
检查各安全门及其行程开关,锁模安全装置,紧急止动按钮,液压安全阀,其它安全装置,如安全盖等。
存放地点设备名称设备编号定 期 保 养 记 录 表检查各种松套、管道、各种液压装置及其各自的功能是否有效,有无泄漏状况。
带有模具冷却水检测器的机器,检查冷却水进口与出口位置流量的调节,检查油冷却器的水量是否有泄漏。
检查并仔细观察机器各运动部位是否有无防碍机器运动的异物,并清除检查注油器/油杯/拥有集中式润滑系统的润滑油平面,油位低于要求重新注油,各润滑面加少量润滑油检查加热筒温度上升量间长短,并检测加热电器元器件有无异常。
检查炮筒加热圈有无粘胶,法兰漏胶,螺栓松动,线路松脱、破损,检查热电偶的使用情况,安装是否到位。
对水质比较差的冷却水每月定期检查并清洗油冷若冷却器与冷却水塔。
检查液压油油位是否在油位计中上位置,并适当增加液压油,清洗旁路过滤器每年调整一次机台水平,哥林柱平行度,螺杆与炮筒间隙,调整炮台与模具定位环同心度每年检测一次冷却水PH值(25℃),并对油冷却器进行密封性试验,清洁空气滤清器每年定期检查高压软管、更换旁路过滤器、油缸密封圈、耐磨圈,检测维修电动机每年定期清洗或更换滤油器、清洗油缸,过滤或更换液压油。
注塑机日常维护保养检查表
保养班次:
A班
B班
审核:
6、 检查机器周边环境:A、机器周围是否干净、畅通;B、生产出的产品是否按规定区域摆放。
备注:1、保养正常打“√”;未保养打“×”;维护中“○”。2、黄油每周加注一次。3、检查时和正常生产中出现异常情况,即时关掉电源并即时上报相关人员进行处理。
重要维 修记录
维修内容
更换零件名称
维修员
维修效果
确认人
备注
3、 检查熔胶系统:A、熔胶马达在运动时,有无杂音;B、在温度未达到设定温度时(设定温度-20℃),熔胶马达不应动作。
4、 检查润滑系统:A、润滑油箱的油是否下常。B、润滑油管是否脱落、阻塞;C、活动部分和黄油嘴处有无定期打黄油。
5、 检查温控系统:A、设定温度与实际温度是否相同;B、热电偶有无脱落
安全 A班
装置 B班
锁模 A班
系统 B班
熔胶 A班
系统 B班
润滑 A班
系统 B班
温控 A班
系统 B班
周边 A班
环境 B班
1、 检查安全装置:A、安全门两边限位开关是否正常;B、开、关安全门的时候保险栓开关是否能正常上下滑动。C、紧急停机掣能否切断控制系统和马达电源。
2、 检查锁模系统:A、在全、半自动操作中,把安全门打开,锁模是否能立即停止;B、调节低压锁模是否保护模具。
东莞XX塑胶制 品有限公司
注塑机日常点检表
记录编号 发布日期:29 年 12 月
机器编号:
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 保养项目
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点检人:
检查全机各部分是否有漏油
现象,如有则收紧漏油的油
月 点 检
喉接头或更换损坏的液压组 件油封;
保 检查油位及油的清洁度; 养 项 检查射移、顶针之近接开关 目 安装是否稳固;
点检人:
备注:1.记录符号:正常打“√” ,异常打“×” ,问题已解决打“ⓧ”,并做相应的维护保养记录; 2.周保养时间为每周最后一天;月保养时间为每月最后一天; 3.责任人应认真负责和监督,维护保养效果与责任人绩效工资挂钩。
清理机台及周围环境
周转车无缺损,四轮灵活
周转车按规定摆放
周转车软防护层完好 确认气路管道有序畅通,无 漏气; 确认水路管道有序畅通,无 漏水;
确认油路正常,无漏油; 日 点 电线有效防护,无裸露
检 电气开关、按钮无缺损
保 变频器应设置在变频工位
养 项 目
机器主要参数应按技术部制 定的《注塑机工艺参数调整
文件编号:**-SB-QEF-000
注塑机维护保养点检记录表
部门:注塑车间
设备编号:
班次:
年月
确认结果 维护保养内容
时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
佩带劳保用品
规定》设置在规定范围内;
安全门开闭灵活; 安全门电气防护开关可靠; 模具紧固螺栓无松动;
模具型腔是否完好光洁, 定位是否正常;
设备:停用打“○” 维修中打“△”
点检人:
确认导轨及哥林柱润滑面、 开关模连杆活动部位、射台 导轨等运动部位有无润滑 周 油; 点 检 检查机械各活动组件螺丝 保 是否松脱; 养 项 目 检查各润滑喉管是否有将要 裂断现象;
编制:
审核/日期:
批准/日期:
责任人签名