江联-耐高温腐蚀材料制热高分罐制造技术
耐高温腐蚀材料制热高分罐制造技术

昌
I I l
\
、 1 l 『
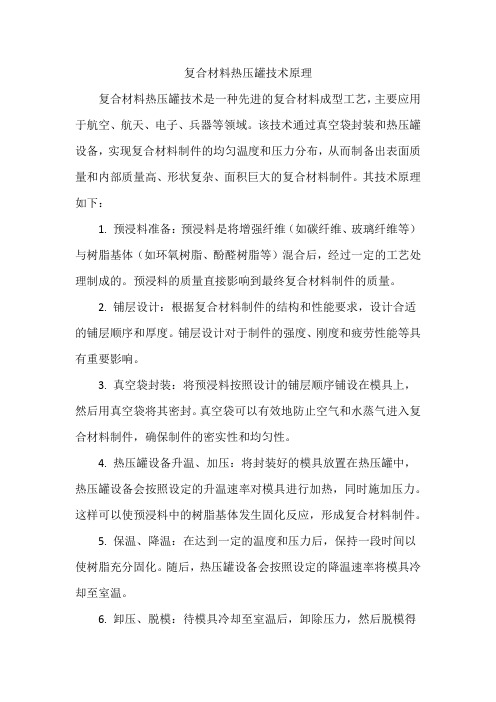
图 1 高分罐结构示意
行 Ma . WH 6 0±1 C ×2 x P T:9 4o 6“ h , n P T: Mi. WH
69 0±1 C ×8 , 4o 0
-
2 设 备 主要 制造 工艺及 控 制要 求
2 1 焊接 工 艺评 定 ( . 包括基 材 )
关键词: 油加 氢热 高分罐 ; 腐蚀 材料 ; 蜡 耐 过程 质量控 制
中图分类号 :Q 5 . T O 0 6 T 0 26;Q 5 . 文献标识码 : B 文章编号 :0 1— 8 7 20 )9— 04—0 10 43 (0 8 0 0 5 4
He tHi h —pr sur p r t nk Fa rc to a g — e s e Se a a e Ta b ia i n Te h c t c niswih Ants p i a e i l ie ssM t ra
h模 拟 焊 后 热 处 理 和 回 火脆 化 倾
向评定 试验 合格 。
表 1 高分罐技 术特 性 项目 设计压力 ( P ) M a
简 体 与 封 头 所 用 1 5 r一 0 M — S .2 C .5 o i (A 8 G lC 2 钢 板 为 日本 神户 制钢 所生 产 , S 37 r1 L ) 除应 符合 A M A 8 Gl 1 S E S 37 r1 2的规 定外 , 应满 足 设计 C 还 院《 设计 说 明书 》中 的要 求 。加 氢 类 设 备 特 别 需 控 制 钢 中的 磷 、 含 量 及 回火 脆 化 敏 感 性 系 数 ( 硫 P≤ 002 ,≤00 2 ,≤10, . 1% S .1 % . 2 ≤1 p , , 5pm) 并需进
江苏联合金属容器有限公司

江苏联合金属容器有限公司
佚名
【期刊名称】《气雾剂通讯》
【年(卷),期】2004(000)B11
【摘要】中外合资江苏联合金属容器有限公司,总投资1000万美元,引进全套马口铁喷雾罐生产线和测试设备,年生产能力7000万罐,技术力量雄厚,工艺先进.专业生产240~1000毫升的各种容积马口铁三片喷雾罐,产品质量符
GB13042—1998国家标准.并且通过了ISO9001—2000国际认证。
【总页数】2页(P8-9)
【正文语种】中文
【中图分类】TQ153
【相关文献】
1.江苏联合金属容器有限公司 [J],
2.崛起的中国制造:仕通联合率先推出物联网汽保服务平台——专访江苏仕通联合汽车科技有限公司总经理袁瑞兵 [J], 高中伟
3.留美女博士海归创业者——江苏医联生物科技有限公司联合创始人杨文婷 [J], 刘娟
4.中国商业联合会与江苏众瀛联合数据科技有限公司签署战略合作意向书 [J],
5.江苏省泰州市人民检察院支持泰州市环保联合会起诉江苏常隆农化有限公司等企业环境污染公益诉讼案 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
复合材料热压罐技术原理
复合材料热压罐技术原理
复合材料热压罐技术是一种先进的复合材料成型工艺,主要应用于航空、航天、电子、兵器等领域。
该技术通过真空袋封装和热压罐设备,实现复合材料制件的均匀温度和压力分布,从而制备出表面质量和内部质量高、形状复杂、面积巨大的复合材料制件。
其技术原理如下:
1. 预浸料准备:预浸料是将增强纤维(如碳纤维、玻璃纤维等)与树脂基体(如环氧树脂、酚醛树脂等)混合后,经过一定的工艺处理制成的。
预浸料的质量直接影响到最终复合材料制件的质量。
2. 铺层设计:根据复合材料制件的结构和性能要求,设计合适的铺层顺序和厚度。
铺层设计对于制件的强度、刚度和疲劳性能等具有重要影响。
3. 真空袋封装:将预浸料按照设计的铺层顺序铺设在模具上,然后用真空袋将其密封。
真空袋可以有效地防止空气和水蒸气进入复合材料制件,确保制件的密实性和均匀性。
4. 热压罐设备升温、加压:将封装好的模具放置在热压罐中,热压罐设备会按照设定的升温速率对模具进行加热,同时施加压力。
这样可以使预浸料中的树脂基体发生固化反应,形成复合材料制件。
5. 保温、降温:在达到一定的温度和压力后,保持一段时间以使树脂充分固化。
随后,热压罐设备会按照设定的降温速率将模具冷却至室温。
6. 卸压、脱模:待模具冷却至室温后,卸除压力,然后脱模得
到复合材料制件。
总之,复合材料热压罐技术原理主要是通过控制温度、压力和时间等参数,实现树脂基体的固化反应,从而制备出具有高性能的复合材料制件。
熔锡罐的材料

熔锡罐的材料
熔锡罐通常由不锈钢、铜或铝合金制成。
这些材料具有较高的耐热性和耐腐蚀性,能够承受高温和熔融锡的化学腐蚀。
不锈钢熔锡罐通常采用304或316L不锈钢材质,具有较好的耐腐蚀性和高温强度。
铜制熔锡罐则具有较好的导热性能,能够快速地将热量传递给锡,但需要注意防止氧化和变色。
铝合金熔锡罐则轻便且耐用,但需要注意防止铝离子进入锡液。
除了材料选择,熔锡罐的设计也很重要。
合理的结构设计可以更好地适应熔锡工艺的需求,提高生产效率和产品质量。
同时,在使用熔锡罐时,还需要注意安全问题,如穿戴防护用品、避免烫伤等。
以上信息仅供参考,如需了解更多信息,建议查阅相关书籍或咨询专业人士。
热高分罐制造技术

收稿 日期:0 8— 1— 7; 2 0 0 0 修改桶返回 日期 :0 8-0 20 2—2 。 8
作 者 简 介 : 爱和 , ,9 3生 , 级 工 程 师 。 18 胡 男 16 高 9 5年 毕 业 于
J / 4 3 . “ 粉检 测 ” B T7 04 磁 进行 10 MT检 查 I级 0%
熔敷金属 中脆化倾 向评定 的数值均要 与母 材相
当 , 缝 金属 的硬 度 H 焊 B≤25 2 。堆 焊层 化 学 成 分 分 析应 在 距堆 焊 层 表 面 以下 3 m 深 度 范 围之 内 m 取样 , 化学 成 分 分 析 结 果 应 符 合 E 4 L的 要 求 , 37
图 1 设备结构/a r m
1 产 品结 构 特 点
12 主要技术参数( . 见表 1 )
表 1 主 要技 术参 数
2 主要材料及 其特点
封头 与 筒 体 所 用 的 12C . 5 r一0 5 . Mo—S i ( A 8G lC 2 钢 板 为 日本 神 户 制 钢 所 生 产 S 37 r1 L )
护要求 的提高 , 加氢 装置 的需求 量越来 越 大 , 给化 机装 备企业 带 来 了更 大 的发展机 遇 。 国内制 造加 氢装 置设 备 的厂家 为数 不多 。针对 加氢装 置设备
质量 要 求 高 、 造难 度 大 、 造周 期 长 的特点 , 制 制 某 公 司对其 制造 的蜡 油加 氢装 置 中的关键设 备耐高
P T、 WH ) 弯曲、 硬度测量 、 3  ̄ 一0 C的夏 比低温冲击 试验( M xP T和 Mn P T各 3组 , 经 a. WH i. WH 每组 3 ) 件 以及 回火脆 化评定 试验 ( i. WH M n P T步冷
一种耐腐蚀抗烧结抗高温蠕变的氧化铝复合陶瓷及其制备方法[发明专利]
![一种耐腐蚀抗烧结抗高温蠕变的氧化铝复合陶瓷及其制备方法[发明专利]](https://img.taocdn.com/s3/m/c48880a782d049649b6648d7c1c708a1284a0aea.png)
专利名称:一种耐腐蚀抗烧结抗高温蠕变的氧化铝复合陶瓷及其制备方法
专利类型:发明专利
发明人:刘杰,张义平,江济,胡刚毅,毛福春,陈琳,冯晶,王建坤,张陆洋,苏涛,利建雨
申请号:CN202111420993.4
申请日:20211126
公开号:CN114085098A
公开日:
20220225
专利内容由知识产权出版社提供
摘要:本发明涉及公共安全及消防设备技术领域,公开了一种耐腐蚀抗烧结抗高温蠕变的氧化铝复合陶瓷及其制备方法,一种耐腐蚀抗烧结抗高温蠕变的氧化铝复合陶瓷,由氧化铝复合陶瓷基体、粘结层、隔热降温层、抗腐蚀层组成。
其制备方法为步骤I:通过大气等离子喷涂的方式在氧化铝复合陶瓷表面制备粘接层;步骤II:通过大气等离子喷涂的方式在粘结层表面制备由
(RE3TaO7)1‑x(RETaO4)x两相陶瓷组成的多孔结构隔热降温层;步骤III:过大气等离子喷涂的方式在隔热降温层表面制备致密的AlTaO4抗腐蚀层。
本发明解决了技术中氧化铝陶瓷基复合材料在高温下存在的晶粒长大、性能衰退、抗烧结和抗腐蚀性能不足的问题。
申请人:云南警官学院,昆明理工大学
地址:650000 云南省昆明市教场北路249号
国籍:CN
代理机构:重庆强大凯创专利代理事务所(普通合伙)
代理人:伍琴琴
更多信息请下载全文后查看。
特殊结构换热器的制造

(上接第 40页 ) 浇注耐火材料前 , 分程管箱和壳程壳体进行预
组装 ,以检验不锈钢半圆保护板和冷热端不锈钢半 圆腔体的配合 。然后 , 用三合板制作管板上浇注耐 火材料用包模 。按企业耐火材料牌号配方制备耐火 材料 。根据图 3, 4, 6 分别进行浇注 、夯实和干燥 。 最后 ,对该设备的管程进行气密性试验 。
制 造 与 安 装
特殊结构换热器的制造
陈 彬 (江西江联能源环保股份有限公司 ,江苏 南昌 330001)
摘 要 :介绍了一台特殊结构换热器的制造工艺过程 。其特殊结构在于在管箱与腔体之间空隙 、在 过渡段与钢管之间空隙和在管板表面上均需浇注耐火材料 。通过采取适当的焊接 、热处理及组装 工艺 ,较好地完成了这台换热器的制造 ,保证了产品质量 。为同类结构的关键设备提供了借鉴 。 关键词 :特殊结构 ;耐火材料 ;浇注 ;制造技术
端半圆腔体组焊一体 ,且用两定位块定位 ; 而管口 Ⅵ放大图为热端 ,四周也靠螺柱和中间靠热端套管
N 3内不锈钢管与热端半圆腔体组焊一体 ,用 4块筋 把不锈钢半圆保护板和耐火材料固定于管板上 ,其
板固定对中 ,再与过渡段间靠法兰连接 ;两冷热端半 耐火材料厚为 150 mm;其中冷热套管一端插入换热
( 3 )冷热端不锈钢半圆腔体与耐火材料的接触 面贴马粪纸工序也很重要 , 直接影响耐火材料的热 涨和冷缩 ,改善分程管箱的壳体受力状况 ,从而达到 设计者的目的 。
参考文献 :
[ 1 ] GB 151—1998,管壳式换热器 [ S ].
收稿日期 : 2009 - 09 - 04 修稿日期 : 2009 - 12 - 14 作者简介 :陈彬 ( 1969 - ) , 男 , 工程师 , 从事压力容器的制造 检验资料审查和制造工艺编制与校对 , 通讯地址 : 330001江 西省南昌市迎宾北大道 913号江西江联能源环保股份有限 公司容器技术部 , E2mail: chenbin19692008@163. com。
热高压分离器的特殊制造简介

2 制 造 难 点 分 析
1 )2 . 2 5 C r . 1 Mo材 料 是 高 强 度 钢 材 ,如 制 造 工
表 1 热高压分离器的技术参数
收稿 日期 :2 0 1 3 — 1 0 — 2 8
作 者 简介 :汤 国安 ( 1 9 6 5 一) ,男 ,南 昌人 ,助理 工程 师 ,大学 本科 ,毕业 于 江西 工业 大学 ,化 工机 械专 业 ,主要研 究 方 向 :压力 容器
3 . 1 2 . 2 5 Cr . 1 Mo钢板
热 高 压分 离 器 的筒 体 和 封 头材 料 为 2 . 2 5 C r - l Mo
钢板 ,供货状态为正火加 回火 ,采用 电炉或氧气转
开发与应用
能 源研 究 与 管 理 2 0 1 4 ( 1 )
・ 7 3・
热高压分离器的特殊制造简介
汤 国安 ( 江西江联重 工股份有 限公 司,南 昌 3 3 0 0 0 1 )
摘 要 :本公 司制造 1台热高压分离器 ,该设备为高温高压 ,材料 和结构都较特殊 ,且需要大 面积堆 焊 ,存在 着较
d i ic f u l t i e s e x i s t e d . Th e d i ic f u l t i e s a n d p r o b l e ms wh i c h s h o u l d b e p a y a t t e n t i o n t o i n t h e ma n u f a c t u r e we r e ma i n l y i n t r o d u c e s .
E 3 4 7双 层 堆 焊 、2 . 2 5 C r 一 1 Mo锻 件 加 E 3 0 9 L和 E 3 4 7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
经 验 交 流耐高温腐蚀材料制热高分罐制造技术胡爱和,易淑芳,李发林,龙本仁(江西江联能源环保股份有限公司,江西南昌 330001)摘 要:阐述了1.25C r-0.5M o-S i钢及相匹配的焊接材料的主要特点和设备结构,重点论述了设备的焊接工艺性试验、堆焊工艺、技术特点及过程质量控制要求。
关键词:蜡油加氢热高分罐;耐腐蚀材料;过程质量控制中图分类号:TQ052.6;TQ050.6 文献标识码:B 文章编号:1001-4837(2008)09-0054-04H eat H igh-pressure Separate T ank Fabricati onTechnics w ith AntisepsisM aterialHU A i-he,Y I Shu-fang,LI Fa-li n,LONG Ben-ren(Jiangx i Jiang lian Ener gy&Env irenm ent Co.,Ltd.,Nanchang330001,Chi n a)Abst ract:The m a i n character and struct u re o f1.25C r-0.5M o-S i stee l and w eld i n g m ateria lsw ere de scri b ed.The w e l d i n g technology exper i m en,t the resurfacing w eldi n g technics,techn ic specialty and the require m en t o f process quality contr o lw ere m ainly d iscussed.K ey w ords:w ax o il hydrogenation heat high-pressure separate tank;antisepsi s m ateria;l process qua lity contro l随着石油化工业的飞速发展和国家对环境保护要求的提高,加氢装置的需求量越来越大,给化机装备企业带来了更大的发展机遇。
国内制造加氢装置设备的厂家不多。
针对加氢装置设备质量要求高、制造难度大、制造周期长的特点,某公司对其制造的蜡油加氢装置中的关键设备耐高温腐蚀材料制热高分罐(设备总高12m,设备工作温度较高),从原材料(包括焊接材料)、焊接工艺性试验、制造过程等主要环节进行质量控制,对保证产品质量和生产周期起到了至关重要的作用。
1 设备简介该设备采用1.25Cr-0.5Mo-Si(SA387Gr11CL2)材料,规格 2400mm 100/82mm 10200mm,筒体、封头及其接管法兰内壁堆焊双层不锈钢(E309L+ E347L)耐蚀层。
1.1 设备结构高分罐结构简图见图1。
1.2 技术特性高分罐技术特性见表1。
1.3 主要材料及其特点筒体与封头所用1.25Cr-0.5M o-S i (SA387Gr11CL2)钢板为日本神户制钢所生产,除应符合ASME SA387G r11C l2的规定外,还应满足设计院设计说明书!中的要求。
加氢类设备特别需控制钢中的磷、硫含量及回火脆化敏感性系数(P∀0.012%,S∀0.012%,J∀120,X∀15ppm),并需进# 54 #图1 高分罐结构示意行M ax.P WHT:690∃14% 26+2h,M i n.P WHT:690∃14% 80-2h模拟焊后热处理和回火脆化倾向评定试验合格。
表1 高分罐技术特性项目参数设计压力(M P a)11.1最高工作压力(M P a)9.8设计温度(%)320介质汽柴油、蜡油、氢气(4.13W t%)、硫化氢(2.07W t%)腐蚀裕度0焊缝系数1无损探伤100%RT+100%UT+ 100%M T+100%PT规格(mm) 2400 100 11214材料1.25Cr-0.5M o-S i+堆焊(E309L+E347L)水压试验压力(M P a)13.9(卧置)公称容积(m3)34容器类别三类2 设备主要制造工艺及控制要求2.1 焊接工艺评定(包括基材)焊接工艺评定是压力容器制造主要控制点之一,为了取得成功数据,进行了大量的工艺性试验,堆焊是本次工作的重点,也是难点。
该设备的制造所采用的焊接工艺评定项目见表2。
2.2 基层焊接(1)筒体及封头拼接的A、B类焊接接头的焊接,按经评定合格的焊接工艺进行基层焊接(预热温度100~150%,层间温度∀200%),采用SAW方式焊接,焊后应及时进行320∃20% 4h的消氢后热处理温度。
(2)基层无损检测:在焊接完成24h后,对焊缝表面进行100%MT、100%RT和100%UT检查。
2.3 堆焊(1)堆焊设备及工装夹具根据情况,调用HB100焊接变位机和LN-CD1500带极堆焊机进行半球封头和筒体的内壁堆焊。
表2 高分罐焊接工艺评定焊接方法母材焊材钢号规格焊条(丝)焊剂气体焊接位置接头型式预热温度(%)热处理适用范围(%)S AW1.25Cr-0.5M o-Si40H08C r M oG SJ110&1G Dv2∋200正火+退火30~200 S AW1.25Cr-0.5M o-Si40H08C r M oG SJ110&1G Dv2∋200退火30~200 S M AW1.25Cr-0.5M o-Si40R307G&&1G Dv2∋200正火+退火30~200 S M AW1.25Cr-0.5M o-Si40R307G&&1G Dv2∋200退火30~200 S M AW1.25Cr-0.5M o-Si15R307G&&1G Dv2∋200退火11.5~30 GTAW+S MAW1.25Cr-0.5M o-Si10R307H08C r M oG&A r1G Dv1∋200退火7.5~20 S M AW1.25Cr-0.5M o-Si20A062HT347L&&1G堆焊∋200退火∋20 ES W1.25Cr-0.5M o-Si20H309L H347L SJ15B&1G堆焊∋200退火∋20S M AW1.25Cr-0.5M o-Si+堆焊层/0C r18N i10T i15A062HT347L&&1G堆焊+对接∋200(堆焊)退火11.5~30#55#第25卷第9期 压 力 容 器 总第190期半球封头内壁的堆焊方向为由其内壁中心向外一圈一圈同心圆式进行堆焊,需设计专用夹具(见图2),并使工装夹具夹紧半球封头后的中心须与变位机转盘中心保持同轴,才能保证带极堆焊点始终在同一水平的平焊位置(见图3)。
否则,变位机转盘转动时,半球封头的旋转会出现偏心,影响堆焊质量。
而半球形封头圆周方向每圈的旋转线速度( =r )和方位都是变化的,因此,每圈堆焊完成后都需将变位机转盘翻转一定角度,使堆焊始终保持在平焊位置,每圈施焊前用水平仪测量堆焊点的水平度。
同时减小变位机转盘的角速度,使每圈堆焊的线速度基本保持一致。
图2工装夹具示意图3 平焊堆焊位置筒体堆焊需在重型滚轮架上进行(100t 2),并保持滚轮架的速度与筒体内壁堆焊速度相适应,调整筒体中心的水平度,使堆焊也始终处于水平平焊位置,并在筒体端部设置防窜动挡轮。
(2)堆焊工艺焊接规范是影响堆焊层质量的关键因素。
焊接电流、电压、变位机旋转速度和搭接量必须相互协调才能保证堆焊质量。
焊接工艺评定堆焊参数见表3,实际堆焊参数见表4。
表3 焊接工艺堆焊参数项目堆焊焊材电流(A )电压(V )焊接速度(c m /m i n)过渡层面层H 309L /SJ15B H 347L /SJ15B800~1000800~100025~3025~3010~1310~13表4 实际堆焊参数项目堆焊焊材电流(A )电压(V )焊接速度(c m /m i n)过渡层面层H 309L /SJ15B H 347L /SJ15B930920282812123 整体组装3.1 按图纸要求搭焊筒体、封头上的所有接管(整体法兰)(1)用S MA W 焊接方法进行基材的焊接,焊接尽可能一次完成。
当中断焊接时,应保持预热温度直至再次施焊或立即进行消氢处理。
焊后进行局部中间消除应力热处理。
(2)对焊接接头表面按JB /T 4730.4(磁粉检测)进行100%MT 检查∗级合格、按JB /T 4730.2(射线检测)进行100%RT 检查+级合格和按J B /T 4730.3(超声检测)进行100%UT 检查∗级合格。
(3)用S MA W 方法进行过渡层和耐蚀层堆焊。
中间热处理、表面检测要求与筒体的要求相同。
3.2 封头与筒体的组装(1)用SA W 方法进行基材的焊接,焊接尽可能一次完成。
当中断焊接时,应保持预热温度直至再次施焊或立即进行消氢处理。
焊后进行局部中间消除应力热处理。
(2)对焊接接头表面按JB /T 4730.4(磁粉检测)进行100%MT 检查∗级合格、按JB /T 4730.2(射线检测)进行100%RT 检查+级合格和按J B /T4730.3(超声检测)进行100%UT 检查∗级合格。
(3)用S MA W 方法进行过渡层和耐蚀层堆焊。
中间热处理、表面检测要求与筒体的要求相同。
4 整体热处理(1)所有焊接、无损检测工作结束并经检验合格后,该设备必须在炉内进行整体热处理,热处理温度690∃14% 80-2h(M i n .P WHT)。
(2)热处理后的无损检测。
所有焊接接头按#56#CPVT 耐高温腐蚀材料制热高分罐制造技术 V o l 25 N o92008JB/T4730.3(超声检测)进行100%UT检查∗级合格,按JB/T4730.4(磁粉检测)进行100%MT检查∗级合格。
5 水压试验按图样技术要求卧式水压试验压力PT=13.9 M Pa,水质氯离子含量∀15m g/L,水温不低于15 %,水压试验合格后用压缩空气将水渍去除干净。
6 结语该设备为蜡油加氢装置中的关键设备,按照图纸和设计院的设计说明书!等技术文件制订质量计划和详细的产品制造工艺,制造前选择相匹配的安全可靠的焊接材料(经过最大和最小热处理仍然具有与母材相当的性能),对进行该钢种的焊接工艺评定(包括堆焊)合格对保证产品质量和生产周期起到了决定性的作用。
在制造过程中对C r-M o 钢材料的焊前预热、焊后立即消氢或中间消除应力热处理和焊后热处理以及焊接接头的无损检测进行严格的控制,并在厂内进行了整体水压试验合格,使该产品的安全性能质量得到了保证。
参考文献:[1] 设计说明书[Z].档案号0601-3000-B8明,2006,05.[2] GB150&1998,钢制压力容器[S].[3] 中国劳动社会保障出版社,压力容器安全技术监察规程[S].1999.[4] 洪学立,韩冰.热壁加氢反应器的制造和检验(二)[J].压力容器,2003,20(6):46-50.收稿日期:2007-11-22 修稿日期:2008-06-26作者简介:胡爱和(1963-),男,高级工程师,副总工程师,副部长,质保工程师,一直从事压力容器设计与制造工艺工作,通讯地址:江西南昌市迎宾大道913号。