电弧喷涂长效防护涂层的发展应用和研究现状
电弧喷涂涂层防腐性能的研究现状和展望
摘 要: 本文介 绍 了电孤喷涂 的防腐蚀性能 , 比较分析 电孤喷涂 涂层防 腐性 能 , 点介 绍电孤喷涂 复合涂层防腐性能的研 究现状 ; 出 了 重 提
电孤喷涂 复合涂 层研 究 发展方 向 。 关键词 : 电孤喷涂 纺底性能 复合涂 层 中图分类号: l TI 24 文献标识码 : A
维普资讯
塑 Q:
Sci ence an Te n Ogy n d ch OI Inovaton i Her d al
高 新 技 术
电弧喷涂涂层防腐性 能的研 究现状和展望
黄国华 陈安军 ( 江南大学机械工程学院 江苏无锡 2 4 2 ) 1 1 2
文章编号 : 6 4 0 8 2 0 )7 b-O 0 —0 1 7 - 9 X(0 8O () 0 8 2
腐 蚀 危 害 遍 及 日常 生 活 和 所 有 行 业 , 包 括 冶金 、化 工 、能 源 、矿 山 、交 通 、机 械 、航 空航 天 、信息 、农业 、食品 、医 药 . 海 洋 开发 、基 础 设 施 等 。金 属 腐蚀 给 国 民 经 济 带 来 的经 济 巨大 损 失 。 据 统 计 ,全 球 每年 腐蚀 经济损 失约 7 0 0亿 美元 , 0 占全 国 国民生 产总值 GNP的 2 %~4 1 %l。 I 电弧喷涂 在近 2 0年 间获 得迅速发展 , 目 前 热喷 涂 技 术 中最 受 重 视 的技 术 之 一 , 在 国 际 上 已部 分 取 代 火 焰 喷 涂 和 等 离 子 喷 涂 ,电弧 喷 涂 长 效 防 腐 是 其 重 要的 应用 领 域 。随 着 电弧喷 涂设 备 及 工 艺 不断 地 完 善 和 向前 发 展 ,电 弧 喷 涂 防 腐蚀 涂 层材 料 也 有较 大 地 突 破 ,向 电弧 喷 涂涂 层材 料 的 专 业 化 、 系列 化 发 展 。 当前 国 内 外针 对 电弧 喷涂 防 腐 涂 层 材料 的 研 究 是 锌丝 、锌 铝 合 金丝 、铝 丝 、镍丝 以及 铝镁 合金丝 等 ,因此 涂 层的 防 腐 蚀性 能 的 研 究 主要 是 针 对 这 些 防 腐 材料 展开 的 。 本 文根 据 国 内外 电弧 喷 涂 复 合 涂 层 的 最新 研 究 动 态 ,对 比 介 绍 电弧 喷 涂 涂 层材 料 的防 腐 蚀 性 能 ,重 点 介绍 复 合 涂 层 防 腐 性 能 的 特 点 ,并 对复 合涂 层研 究 发 展 方 向 进 行了展望。
电弧喷涂锌铝合金涂层的防腐机理和应用现状
2016年9月电弧喷涂锌铝合金涂层的防腐机理和应用现状黄金(中信戴卡股份有限公司铝车轮一号线,河北秦皇岛066011)摘要:钢材在海洋资源开发利用中发挥着十分重要的作用,在这个方面需要充分重视海洋环境下钢结构的长效防腐问题。
实践研究表明,热喷涂技术具有一系列优势,对喷涂材料合理选择,可以促使金属材料表面耐腐蚀性能得到有效改善和提升。
本文简要分析了电弧喷涂锌铝合金涂层的防腐机理和应用现状,希望能够提供一些有价值的参考意见。
关键词:电弧喷涂;锌铝合金;防腐机理;应用现状在热喷涂技术领域内,电弧喷涂得到了普遍应用,且现阶段性能最好的防腐涂层即为电弧喷涂锌铝合金涂层。
未来发展中,金属材料表面保护涂层很有可能广泛运用本种技术,逐步替代传统的重防腐涂料。
1锌铝合金涂层的防腐机理电化学腐蚀在金属材料中十分常见;不管是大气、土壤,还是海水淡水,碳钢都容易遭受到腐蚀。
海洋环境下要想促使钢基体的耐腐蚀性得到提升,可以将两种措施运用过来;一种是结合极化机理,阴极保护Fe,也就是降低Fe的电极电位;第二种方法则依据的是钝化机理,借助于阳极保护法升高Fe的电极电位。
1.1氯离子环境下锌铝合金涂层的防腐机理我国有专家在研究3%NaCL溶液中锌铝合金的电化学行为时,发现室温状态下,锌在铝中仅仅具有2%的最大溶解度,逐渐增大锌含量后,沿着晶间偏析富锌成分,有伪共晶组织出现于晶界,铝、锌形成了固溶体区域。
可以溶解、沉积、再溶解划分锌铝合金的溶解过程。
固溶体内的锌和铝相比,属于阳极性组分,而相较于固溶体,富锌成分也为阳极性组分,因为电偶腐蚀原理,会优先溶解电解质接触界面处的锌原子与富锌成分,导致有点蚀孔形成于锌铝合金表面,促使表面氧化膜完整性、致密性等遭到破坏,均匀溶解掉锌铝合金表面,通过一系列化学反应,有高电阻的表面膜在锌铝合金表面所覆盖。
同时,析出的物质又可以剥离破坏表面膜,将新鲜的锌铝合金表面暴露出来,进一步扩大点蚀孔,破坏表面膜后,又修补表面膜,形成不断的循环。
电弧喷涂技术的发展现状及展望

、电弧喷涂技术的发展现状及展望1.电弧喷涂技术的发展过程电弧喷涂技术是热喷涂技术的重要组成部分之一,既是一种古老的喷涂技术,又是一种崭新的喷涂技术。
该技术产生于20世纪初,当时由于受喷涂设备性能的限制,只能喷涂一些低熔点的金属材料来防止钢铁表面锈蚀。
随着热喷涂技术的发展与提高,电弧喷涂技术也在不断进步。
到了20世纪中期,电弧喷涂技术已经占据了重要地位。
后来由于等离子、爆炸等喷涂技术的出现,而且能满足航空航天及火箭等尖端技术的需要,在某种程度上又限制了电弧喷涂技术的发展。
20世纪70年代以来,粉芯丝材的出现给电弧喷涂技术带来了生机。
粉芯丝材既克服了高合金成分难以拔丝的困难,同时还能使一些不导电的颗粒材料(陶瓷及碳化物)填充到粉芯丝材中,在电弧喷涂上得以应用,如AI2O3,、TiO2、TiB2和Cr3C2等。
由于粉芯丝材的成分具有易调节、生产周期短、选材便利以及成本较低等优点,因此促进了电弧喷涂技术的发展。
近来随着高合金和锌铝合金(85/15)丝材的出现,使电弧喷涂技术得到更快的发展。
2.电弧喷涂技术进入了崭新时代进入80年代以后,随着电弧喷涂材料品种的不断增加及性能不断提高,电弧喷涂设备又向精密化、自动化方向发展,如超速电弧喷涂、高速脉冲电弧喷涂、复合电弧喷涂、保护气体电弧喷涂及真空电弧喷涂等。
这些新的电弧喷涂工艺技术的出现,大大提高了喷涂效率,改善了涂层质量,拓宽了电弧喷涂技术的应用领域。
当前这项技术很受青睐,在国民经济的许多部门发挥了重要作用,使古老的电弧喷涂技术焕发了青春。
3.电弧喷涂技术的发展趋势与展望高能等离子喷涂、高速火焰喷涂(HVOF)和燃气爆炸喷涂技术固然在航空航天及国防等尖端领域的应用是不可缺少的,但由于设备复杂、造价昂贵,又不易现场施工,因此电弧喷涂技术在某些领域里可以取代上述工艺方法。
如电厂锅炉受热面、钢厂转炉烟罩及化工储罐等许多行业的防腐耐磨涂层。
据有关资料显示,电弧喷涂技术在1960年、1980年和2000年占喷涂技术的比例分别为15%、6%和15%。
电弧喷涂Zn-Al在油罐长效防腐中的应用研究

热喷涂层与有机涂层复合实现油罐长效防腐的研究1 本项目的目的意义金属材料的腐蚀遍及国民经济的各个领域,给国家带来了重大的经济损失。
腐蚀是从材料的表面开始的,因此很久以来人们就采用各种方法在钢铁表面形成各种保护层,以使易腐蚀的基体与外部腐蚀环境隔离。
最常用的防腐方法有涂料、金属镀层、热浸Zn 或Al 涂层以及使用耐腐蚀的金属和非金属材料等。
鉴于此,原油储罐主要采用的抗腐蚀技术措施是:涂装有机底漆,连接Zn块作为牺牲阳极,重点部件换用不锈钢材料等。
采取这些措施后,对于储罐防腐蚀有一定的效果,但油田使用后的腐蚀问题仍然相当严重。
油罐不同部位的腐蚀状况不同:水层与底泥层段钢板坑蚀穿孔,是原油储罐失效的最常见形式。
主要原因是该层段积聚了水中含有大量的富氧离子,成为较强的电解质溶液,产生化学腐蚀;加上油中固体杂质和油罐腐蚀产物大量沉积于罐底,它们与油罐罐底有不同的电极电位,这就形成了腐蚀电池,产生了电化学腐蚀。
加强对原油储罐腐蚀防护的研究,开发新型高效、经济合理的防腐技术,以减少泄漏事故的发生显得尤为重要,并且日益引起石油领域的关注。
2 热喷涂防腐的技术现状热喷涂技术自上世纪30 年代开始在防腐方面应用。
由于其对大型钢结构件有较好的现场施工性,工艺简单,防腐效果优异,可获得较厚的涂层,并可预计涂层的寿命,很快得到广泛重视,正日益取代油漆和热浸、电镀。
经过几十年的应用证明,热喷涂技术是钢铁结构件长效防腐的最好方法,这个结论已得到世界许多国家的政府和工业界所认可。
英国标准BS 5493:1977《钢铁结构防腐蚀保护层的使用规程》中指出,只有喷Zn、Al涂层才能保证在各种工业及海洋环境中维持20年而无需维护;美国焊接学会进行的19年腐蚀试验及LaQue腐蚀中心的34年海洋环境使用性能报告也有力地说明了在各种不利的环境下,Zn、Al 涂层长效防护的有效性。
目前用于防腐蚀的热喷涂技术主要有火焰喷涂和电弧喷涂两种。
国外在上世纪70年代后期逐渐成熟的电弧喷涂工艺具有速度快、喷涂效率高、能源利用率高、涂层性能好、施工周期短、现场施工方便等明显优越性,在钢铁构件长效防腐中应用广泛。
电弧喷涂技术的发展及应用

( )结 合 强 度 高 2
热 喷 涂 技 术 就 是 利 用 热 源将 金 属 或 非 金 属 材 料
加 热 成 熔 融 或 半 熔 融 状 态 ,然 后 在 高 压 气 流 吹 动 下
将 这 些 材 料 喷 射 沉 积 到 基 体 上 形 成 具 有 预 定 性 能 的 涂 层 。从 原 理 上讲 ,它 可 以 喷 涂 除 极 易 升 华 物 质 外 的 任 何 材 料 ,具 有 施 工 灵 活 、节 省 材 料 、节 省 能 源 等 特 点 | ,因 此 得 到 广 泛 应 用 。热 喷 涂 技 术 主 要 包 1 ]
电弧 喷 涂 的生 产 效 率 和 喷 涂 电 流 成 正 比 ,当 喷
收 稿 日期 : 20 — 2 1 0 1 1- 0
作 者 简 介 :许 思 勇 ( 96 , 男 , 云 南 镇 雄 人 ,工 程 师 。 16 -)
18 3
维普资讯
随 着 科 学 技 术 的 发 展 , 电 弧 喷 枪 不 断 得 到 改
进 ,8 代 ,大 型 结 构 防 腐 耐 磨 要 求 的 潜 在 市 场 0年 推 动 了 电弧 喷 涂 的 应 用 和 发 展 。 进 入 9 o年 代 , 电 弧 喷 涂 设 备 的 迅 速 发 展 与 更 新 ,使 其 以 经 济 ,节
电弧喷涂技术的发展及应用
中 图分 类 号 : G1442 T 7. 4
文 献标 识 码 : A
文章 编 号 :6 3 3 4 (0 6 1- 0 10 17- 12 20 )0 04 - 3
Th v l p e ta d Ap l a i n o c S r y n c n l g e De e o m n n p i t fAr p a i g Te h o o y c o
Ab t a tI i a e , a i p n i lsa d tc n c r c s f r p a i g a ei t d c d T e ma na p ia in a d c re t e eo — s r c :nt sp p r b sc r cp e n e h ia p o e so c s ry n r nr u e . h i p l t n u r n v lp h i l a o c o d me t l S ic s e . n ea O ds u s d a l Ke o  ̄ :h ts r y n ; r p a i g c r d wi ; a o t c u e o t g c l p a ig yW r o p a i g a c s r yn ; o e r n n sr t r d c a i ; od s ry n e u n
( oal 8 T tl 1 3) y
电弧喷涂 技术的发展及应 用
张冰 , 勇 张
( 东 理 工 大学 机 械工 程 学 院 , 东 淄博 2 5 4 ) 山 山 5 0 9
摘 要 : 绍 了 电弧 喷 涂 技 术 的 原 理 和 工 艺过 程 , 述 了该技 术 的 主要 应 用和 研 究进 展 。 介 论 关键词 : 热喷 涂 ; 电弧 喷 涂 ; 芯 丝 材 ; 米结 构 涂 层 ; 粉 纳 冷喷 涂
电弧喷涂技术及其应用

电弧喷涂技术及其应用摘要:本文阐述了电弧喷涂技术的原理、特点和原材料的选择要点,通过对比,较详细分析了电弧喷涂涂层的抗腐蚀性能及其应用。
关键词:电弧喷涂预处理、喷涂层、封闭电弧喷涂技术是80年代兴起的热喷涂技术中的新秀,其应用领域广泛,受到许多部门的重视。
电弧喷涂设备也在迅速发展与更新,成为目前热喷涂技术中最受重视的技术之一。
1.电弧喷涂的原理电弧喷涂是两根线材通过喷枪电连接后,产生强大的电弧,融化线材尖端。
压缩空气使金属离子化,喷射金属颗粒沉积到表面处理合格的工件表面。
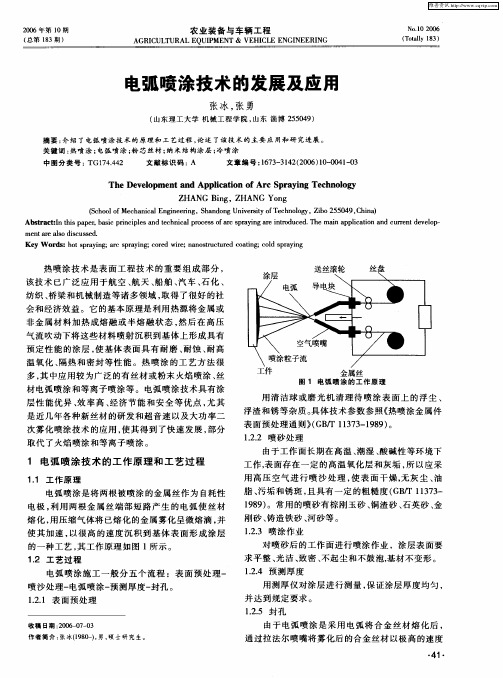
图1时电弧喷涂工艺示意图。
图1电弧喷涂工艺示意图2.电弧喷涂技术特点a.电弧喷涂的优点表现在其涂层所达到的高结合强度和优异的涂层性能。
一般电弧喷涂层的结合强度是火焰喷涂的2.5倍。
b.封孔后的电弧喷涂层其耐腐蚀寿命可达15年以上。
c.电弧喷涂经济节能。
从热喷涂的能源利用率来看,电弧喷涂能源费用了降低50%以上,通常仅为火焰喷涂的1/10。
设备投资一般为等离子喷涂的1/3以下。
电弧喷涂的费用(包括表面处理和封孔涂料)约120元/m2左右。
d.电弧喷涂技术仅是用电和压缩空气,不用氧气、乙炔等易燃气体,安全性高、操作方便,他不像火焰喷涂,操作人员既要控制喷枪的移动又要控制走丝的速度。
国外新型的电弧喷涂技术可与等离子喷涂效果相媲美。
电弧喷涂可现场操作,这是等离子喷涂所无法比拟的。
e.电弧喷涂效率高。
电弧喷涂的生产率正比于电弧电流。
喷涂电流为300A时,喷锌:28m2/h;铝:180m2/h;不锈钢:12 m2/h。
比火焰喷涂提高2∽6倍。
3.电弧喷涂材料的选择及应用电弧喷涂技术是热喷涂技术的发展方向,在美国、日本、德国和西方主要发达国家已规定:不用电弧喷涂技术处理国的钢铁结构家是伪劣产品,而且禁止使用火焰丝材喷涂钢铁结构架。
电弧喷涂技术重点应用于防腐、防磨、装饰及特种功能等几个方面。
当然今天的电弧喷涂技术已朝着复合喷涂的方向发展。
目前国内外使用的电弧喷涂材料有两类:实芯丝材及填充所需粉料的管状丝材。
电弧喷涂长效防护涂层的发展应用和研究现状

电弧喷涂 属 于热 喷涂 的 一种 。它 是 以 电能作 为热 源 ,两根 喷涂 材 料金 属 丝为 自耗 性 电极 , 利用 电极 端 部产 生 的 电弧 热能 使其 熔化 ,同 时用 压缩 气流 雾化 后 喷射到 基 体的热 喷涂 方法 。 其原理 如 图l 所示 涂层 的 制备过 程
一
瑞士 工学 博 士M U S h o 于 1 1 年 首 次提 出 电弧喷 涂 的设 计 ,1 1 年 .. co p 93 96 制 成 了 实用 型 的 电弧 喷枪 。2 世 纪 3 年 代 电弧 喷 涂 作 为 主要 的热 喷 涂 方 0 O
33 电弧 喷涂 铝涂 层 的防护 原理 . 电弧喷涂 铝 涂层 和 复合涂 层对 钢 铁构 件的 防腐 作用 主要 基于 以下两个
粘 结在 一起 ,从 而 形成 涂 层 。涂 层 的形成 过 程 决定 了涂 层 的结 构 ,它 是 由
无 数变 形颗 粒相 互 交错 成 波浪 式堆 叠 在一 起 形成 的层 状 组织 结 构 ,涂层 主
要 由片状 变形 颗粒 、气 孔和 氧化 物夹 杂所 组成 。
验。
由国家 自然 科学 基 金资助 的 重大项 目 “ 料大 气腐 蚀数 据积 累及 腐蚀 材 与 防护 研 究 ”,对 热 喷涂 的涂 层进 行 了大 气 曝露 腐蚀 试验 和 耐海 水腐 蚀试 海 水腐 蚀试 验分 别 在青 岛 、厦 门、榆 林海 水试 验站 进行 ,分别代 表我
1 流 电源 ;2丝盘 ;3金属 丝 ;4送 丝 滚轮 ;5导 电块 ;6导 电嘴 : . 直 一 . . 一 一 7空 气喷 嘴 ;8压 缩 空气 ;9电弧 ;1. 一 一 一 O喷涂 粒 子 ;1- 1涂层 ; 1一 2工件 图1 电弧 喷涂 原理 示意 图 2 电曩喷涂 技 术的发 展概 况
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内 蒙 古石 油化 工 Fra bibliotek1 7
电弧喷涂长 效防护涂层 的发展 应用和研究现状
杨 国栋 , 陈均 匀 , 玉梅 李
( 利 石 油管 理 局 , 胜 山东 东 营 2 7 8 ) 5 0 7 摘 要 : 绍 了电 弧 喷 涂 技 术 的 原 理 和 发 展 概 况 , 对 电弧 喷 涂 长 效 防 护 技 术 的 研 究 和应 用 现 状 进 介 并
1 直流电源 ;. . 2 丝盘 ,. 3 金属丝 ,. 4 送丝滚轮 ,. 电块 ;. 电嘴,. 5导 6导 7 空气喷嘴 }. 8 压缩空气 ;. 9 电弧 ;0 喷涂粒子 ;1 涂层 ;2 工件 1. 1. 1.
粒 、 孔和 氧 化物 夹杂 所组 成 。 形 成 涂层 的致 密性 气 所 主 要 是 颗 粒 速 度 的 贡 献 , 颗 粒 速 度 主 要 受 压 缩 空 而 气的 压力 和质 量 的影 响 , 年 来 , 着 电弧 喷涂 加速 近 随
上 , 层 的性 能显 著提 高 。 涂 涂 层 的 结 合 包 括 涂 层 与 基 体 表 面 的 结 合 及 涂 层 片 状 颗 粒 之 间 的 结 合 。一 般 后 者 结 合 力 要 远 高 于 前 者 。通 常 所 说 的 涂 层 结 合 强 度 都 是 指 涂 层 与 基 体 表 面 之 间 的结 合 强 度 , 表 征 涂层 性 能 的一个 重 要 参 是
中图分 类号 : TG1 4 4 2 1 7.4— 文献 标 识码 : A 文 章 编 号 :O 6 7 8 ( 0 0 1 一 O 1 — 0 1O— 91 2 1) 7 O 7 3
腐 蚀 消 耗 了 地 球 上 大 量 宝 贵 的 资 源 , 国 民 经 给 济 造成 了 巨大 的 损 失 。 我 国 1 9 9 8年 的 统 计 结 果 表 明, 由腐 蚀 造 成 的 经 济 损 失 高 达 2 0 8 0亿 元 人 民 币 , 腐 蚀 严 重 的 石 油 和 化 工 行 业 的 损 失 已 达 到 3 0亿 元 0 左 右 , 工 生 产 中 因 腐 蚀 造 成 的 事 故 约 占 总 事 故 的 化 3 。海 洋 腐 蚀 的 损 失 约 占 总 腐 蚀 损 失 的 1 3 每 年 1 / , 腐 蚀 的 经 济 损 失 比 因 火 灾 、 灾 、 灾 和 地 震 等 自 然 风 水 灾 害 的 损 失 总 和 还 大 。近 2 0年 来 , 电弧 喷 涂 长 效 防 腐 技 术 在 国 内 外 都 得 到 了 广 泛 的 应 用 , 防 护 效 果 且 优异 。 弧 喷涂铝 涂 层和 锌涂 层被 认为 是 最经 济 、 电 最 有效 的大 型钢 结 构长 效 防护 方法 。
防 护 开 始 应 用 。4 0年 代 以 来 , 弧 喷 涂 在 苏 联 汽 车 电 和 农 业 机 械 的 修 理 中 获 得 广 泛 的 应 用 , 技 术 水 平 其
量 。涂 层 中 颗 粒 与 基 体 表 面 之 间 的 结 合 以及 颗 粒 之 间的结 合 都属 于“ 理 一化 学结 合 ”包 括机 械结 合 、 物 ,
1 电 弧 喷 涂 技 术 的 原 理
电弧 喷 涂 属 于 热 喷 涂 的 一 种 。它 是 以 电能 作 为 热 源 , 根 喷 涂 材 料 金 属 丝 为 自耗 性 电 极 , 用 电极 两 利 端 部 产 生 的 电 弧 热 能 使 其 熔 化 , 时 用 压 缩 气 流 雾 同 化 后 喷 射 到 基 体 的 热 喷 涂 方 法 。 原 理 如 图 1所 示 。 其
涂层 的制 备过 程一 般 经历 喷 涂材 料加 热熔 化 、 化 、 雾 飞行 和 撞 击基 体 粘 结 形 成涂 层 四个 阶段 : 涂 的颗 喷 粒 束 接 连 不 断 地 冲 击 基 体 表 面 , 撞 一 变 形 一 冷 凝 碰 收缩酌 过 程连 续进 行 , 形 颗 粒与 基体 表 面之 间 , 变 以
行 了详 细 的 总 结 。 在 长 效 防 腐 涂 层 的 工 业 应 用 中 , 常 采 用 电弧 喷 涂 进 行大 面积 喷 涂 , 用 火 焰 喷 涂 进 通 采 行 局 部 的 修 补 。 电 弧 喷 涂 涂 层 对 钢 铁 构 件 的 防 护 作 用 主 要 基 于 物 理 覆 盖 作 用 和 牺 牲 阳 极 作 用 的 联 合 保 护 。 在 我 国 的 石 油 化 工 行 业 中有 着 很 大 的 应 用 空 间 。 关 键 词 : 弧 喷 涂 , 层 ; 喷 涂 ; 腐 技 术 电 涂 热 防
技 术 的 引 入 , 喷 涂 颗 粒 的 飞 行 速 度 提 高 1 5倍 以 使 .
图 1 电弧喷涂 原理 示意图 2 电弧 喷 涂技术 的 发展 概况 瑞 士 工 学 博 士 M .U .S h o 于 1 1 cop 首 次 提 9 3年
出 电 弧 喷 涂 的 设 计 , 9 6年 制 成 了 实 用 型 的 电 弧 喷 11 枪 。2 0世 纪 3 0年 代 电 弧 喷 涂 作 为 主 要 的 热 喷 涂 方 法 , 到 了 一 定 的 发 展 锌 、 涂 层 用 于 钢 铁 构 件 的 得 铝
冶 金 化 学 结 合 和 物 理 结 合 。 常 , 层 与 基 体 表 面 的 通 涂 结 合 以机 械 结 合 为 主 , 是 电 弧 喷 涂 涂 层 最 基 本 的 这
及 颗 粒 与 颗 粒 之 间 相 互 交 错 地 粘 结 在 一 起 , 而 形 从
成 涂 层 。 层 的 形 成 过 程 决 定 了 涂 层 的 结 构 , 是 由 涂 它
无 数 变 形 颗 粒 相 互 交 错 成 波 浪 式 堆 叠 在 一 起 形 成 的 层 状 组 织 结 构 , 图 2所 示 。 层 主 要 由片 状 变 形 颗 如 涂