环球插件机资料
环球插件机编程实践指南
环球插件机编程实践指南1. 简介本文档旨在为使用环球插件机(Universal Plugin Machine)进行编程的用户提供指南和实践建议。
环球插件机是一款功能强大的编程工具,通过其丰富的插件库,用户可以快速、高效地开发各种类型的应用程序。
2. 安装环球插件机在开始编程之前,您需要首先安装环球插件机。
请按照以下步骤进行安装:2. 运行安装程序,并按照提示完成安装过程。
3. 启动环球插件机,并进行必要的配置。
3. 搭建开发环境为了更好地编写和调试插件程序,您需要搭建一个稳定且高效的开发环境。
以下是一些建议:- 选择一款适合您的操作系统的集成开发环境(IDE),如Visual Studio Code或Eclipse。
- 安装相应的插件和扩展以支持环球插件机的开发。
- 配置代码编辑器以按照规范格式化代码。
4. 编程实践建议编写插件程序时,以下实践建议可能对您有所帮助:- 了解环球插件机的插件库和API文档,熟悉可用的功能和方法。
- 根据应用程序的需求,选择适合的插件进行开发。
- 保持代码简洁和可读性,使用合适的命名和注释。
- 遵循面向对象编程(OOP)的原则,模块化和封装功能。
- 进行严格的错误处理和异常处理,确保程序的稳定性和安全性。
- 使用调试工具进行测试和调试,及时修复错误和问题。
- 遵循最佳实践和安全原则,保护用户数据和隐私。
5. 高级编程技巧除了基本的编程实践,以下是一些高级编程技巧,可以帮助您更好地利用环球插件机的功能:- 使用事件驱动的编程模型,响应用户的操作和系统事件。
- 实现多线程编程,提高程序的并发性和响应能力。
- 进行性能优化,减少资源占用和提升执行速度。
- 开发自定义的插件,满足特定应用程序的需求。
- 使用第三方插件和库,扩展环球插件机的功能。
6. 总结通过本文档,您了解了如何进行环球插件机的编程实践。
请始终遵循最佳实践和简单策略,确保编程过程简洁和无法律复杂性。
如果遇到不确定或无法确认的内容,请不要引用。
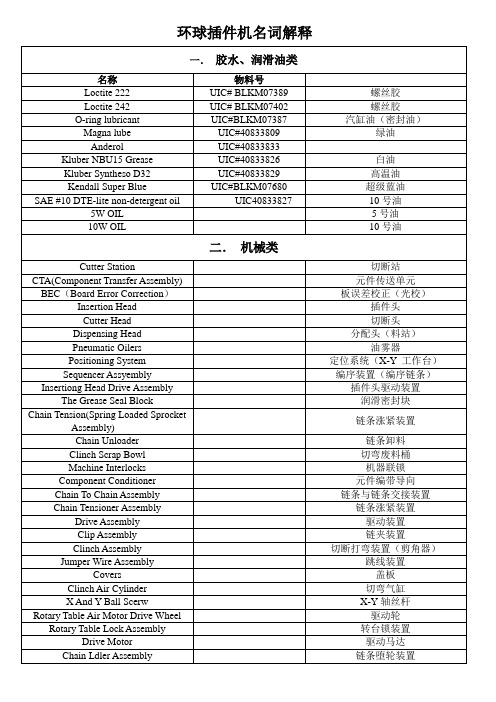
环球插件机名词解释
黑色
长有气管
此气管不受E-PLAM控制,机器后部气阀开启,此气管即有气。
蓝色
信号气管
此气管受各电磁阀控制
黄色
排气管
6241F剪角器切刀速度同步检查
一.按下急停开关。
二.进入诊断系统内。
三.点击进入Critical Axis Setup。
四.Zero Anvil Driver > Go To Up
输出信号:串行通讯接口、实时控制、打印机、网路通讯等。
Motion Controller CPU Real Time Controller Power PC Board(2槽)
机器实时控制CPU板:输入信号:程序信息,机器操作,机器信号反馈等。
输出信号:机器控制信息、轴位置指令等。
此板机器自动运行时候工作、诊断系统内此板不工作
Motion Controller (UIMC)(3槽)
动作控制器。
输入信号:轴位置指令、编码器与极限开关的反馈信号。
输出信号:伺服放大器速度信号、BEC启动信号等
一块UIMC板的控制4个轴。
轴向机:X Axis、Y Axis、Head Axis、Anvil Axis
径向机:X Axis、Y Axis、Clinch Vertical Axis、Clinch Theta Axis
编序链
Head Chain
头链
三.电器部分
Work Lamp
工作灯
PB Panel Assembly
按键面板
Power Chassis Assembly
电源箱
VME Chassis Assembly
VME机箱装置
VMEBUS(Versa Module European Bห้องสมุดไป่ตู้s)
AI环球机器(8型机)操作要点、难点

8型机
难点1 难点1:孔位修正
为了达到良好的插入效果在每次转产时,需要照孔。首先打 开所要生产的程序,弹出如下画面
如果insertion list 窗口没有 出现,可以点击 图中鼠标所示的 菜单
继续点击insertion list窗口中的options---Teaching sertions,弹出如图所示的 窗口
重点1:手动移动工作台应注意的事项 重点1
插件头处于下位
通过旋转此处, 可将插件头移动 到上位
插件头处于上位
手动移动工作台时,一定要确保插件头处于上位,如果不在上位,则需 要将其移动到上位。一般情况下,禁止操作员移动工作台。
重点2 重点2:定位时应注意的事项
正确的定位
不正确的定位
定位片10mm内有机插元件
接着,选中第一点,单击Move to Hol点击Correct Machine Reference,将改点设为机器参考点,点击Find hole确认下
接着,点击Correct All,校正所有的坐标
如果所做的程序 为拼板程序,还 必须在校正完母 板坐标后,点击 图中Correct Circuit Offset, 校正其他拼板坐 标,还有几拼板 就需要点击几下 Find hole确认 下
照完孔之后,一定要点击PRODUCT——Save,保存刚才的更改
难点2 难点2: 发生轴在运动中超时错误的故障处理
一般情况下,只需要先拍下急停开关,此时所有电机掉电,所有电机带动部 位均可活动,根据屏幕上提示出错的部位,检查该部位有没有异常,如该部 位堵有东西,则需要将异物取掉,若该部位与定位片或者转台相撞,则需要 重新调整定位或者检查程序是否调用正确。检查没有异常后,手动活动该部 位,例如CLINCH THETA(底座角度轴)有问题,则需要手动旋转底座角度轴, 使其活动到合适的位置。所有动作做完之后,拧开急停开关,解除联锁,一 般来讲,此时机器能够正常运转
环球插件机维护保养中文手册
脚直径范围
0.015” - 0.032” 0.381 mm - 0.812 mm
0.025” - 0.042” 0.635 mm – 1.066 mm
VS8-OM-SG Rev C
7
Insertion Head
Study Guide
跨距轴 Span 调整 - 关键轴 Critical Axis
目的
目的
头驱动设定告诉机器控制软件外成型器 outside formers 停止向下移动的位 置, 这是编程的插深 Depth Stop 区域的起点。插深 Depth Stop 告诉机 器,在剪脚器动作以前,线脚推向(连同驱动片 driver tips) PCB 上的孔中 多远。插深 Depth Stop 有助于控制 PCB 上的元件松紧。
Insertion Head
插件头: 维护保养和设定 文件号:VS8-OM-SG 版本: C 学习指南
产品培训
Insertion Head
Insertion Head
Insertion Head
Insertion Head
Study Guide
Insertion Head
内容目录
插件头:维护保养和设定..................................... 错误!未定义书签。 砧座 Anvil 高度调整– 关键轴 Critical Axis.................. 错误!未定义书签。 保养/清洁插件头............................................ 错误!未定义书签。 可用的刀具类型............................................. 错误!未定义书签。 跨距轴 Span 调整- 关键轴 Critical Axis ...................... 错误!未定义书签。 头驱动位置设定 (插深 Depth Stop) - 关键轴 Critical Axis..... 错误!未定义书签。 头高度调整................................................. 错误!未定义书签。 头链与刀具的对正– 关键轴 Critical Axis ………………………………………………错 误!未定义书签。 凸轮 Cam 的方向............................................. 错误!未定义书签。 凸轮 Cam 的对正............................................. 错误!未定义书签。 对中臂 Centering Finger 的对正.............................. 错误!未定义书签。 对中臂 Centering Finger 的高度调整 ......................... 错误!未定义书签。 对中臂 Centering Fingers 的向内 Inward 调整................. 错误!未定义书签。 凸轮 Cam 的同步时序调整 .................................... 错误!未定义书签。
环球插件机中文编程资料6
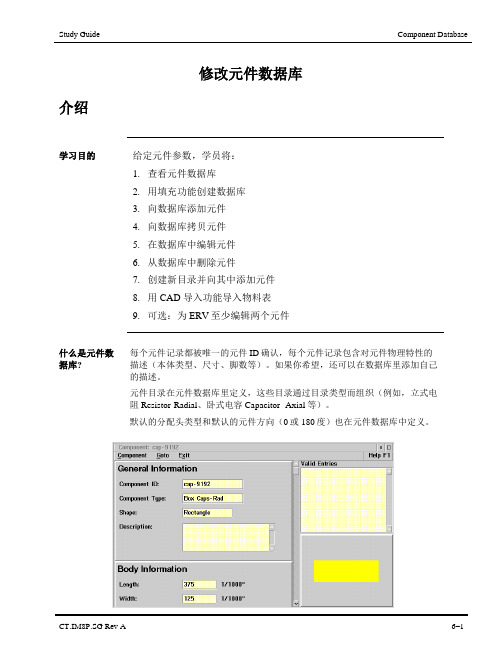
修改元件数据库介绍学习目的给定元件参数,学员将:1.查看元件数据库2.用填充功能创建数据库3.向数据库添加元件4.向数据库拷贝元件5.在数据库中编辑元件6.从数据库中删除元件7.创建新目录并向其中添加元件8.用 CAD 导入功能导入物料表9.可选:为ERV至少编辑两个元件什么是元件数据库? 每个元件记录都被唯一的元件ID确认,每个元件记录包含对元件物理特性的描述(本体类型、尺寸、脚数等)。
如果你希望,还可以在数据库里添加自己的描述。
元件目录在元件数据库里定义,这些目录通过目录类型而组织(例如,立式电阻Resistor-Radial、卧式电容Capacitor- Axial等)。
默认的分配头类型和默认的元件方向(0或180度)也在元件数据库中定义。
查看元件数据库接近元件数据库要接近元件数据库(IM-UPS 带有一个默认数据库 Master database):1. 点击Product Editor → Components → Database2. 选择元件目录以显示其中的不同元件类型3. 在元件列,单击查看右侧的基本元件图形和数据,双击编辑数据库中的元件。
元件数据库的记录中•总体信息:元件 ID 、类型、形状和任何进一步描述•元件本体信息:长度和宽度•元件脚信息 (元件脚数量、宽度等)•分配头信息 (默认分配头类型、极性、以及头上默认的元件方向等) •Verifier检测器信息创建元件数据库介绍当创建新产品时,IM-UPS为产品从数据库中选择元件,默认的数据库是MASTER.UCD。
在这个数据库中,能发现元件眼见定义附有元件ID种类,但是,对不同的产品和产品线,有独立的元件数据库是很有用很方便的。
为故障维修目的,将MASTER.UCD数据库作为备份也是很有帮助的。
在创建自己的数据库后,选择Product Editor → Options → Configuration(产品编辑器→选项→配置)使你的数据库作为默认数据库。
环球卧式插件机6241F尺寸间隙调整
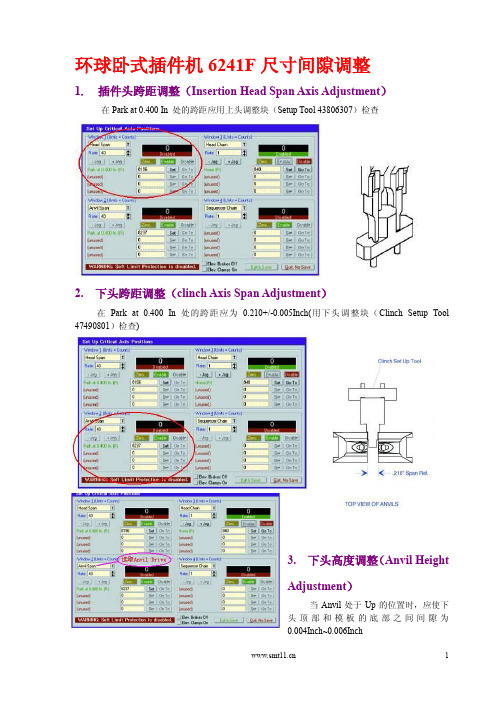
环球卧式插件机6241F尺寸间隙调整1.插件头跨距调整(Insertion Head Span Axis Adjustment)在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查2. 下头跨距调整(clinch Axis Span Adjustment)在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查)3. 下头高度调整(Anvil HeightAdjustment)当Anvil处于Up的位置时,应使下头顶部和模板的底部之间间隙为0.004Inch~0.006Inch4. 上头高度调整(Head Height Adjustment)当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整5. 切刀回程调整(Cutter Back Stroke Adjustment)当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块(Clinch Setup Tool 47490801)检查6. 切刀高度调整(Cutter Set Up)当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm)7. 抓中凸轮时序(Cam Timing)在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压8. Drop Timing调整如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)9. 下头与上头对正(Clinch To Head Alignment )将上头调整块和下头调整块分别夹在上、下头上,检查两调整块的管脚是否对正,否则松开下头的四个紧固螺钉,通过调节螺钉将其对正后紧固。
环球插件机操作指导书
设备名称
环球插件机
编 号
FL-AI-024
第2页共2页
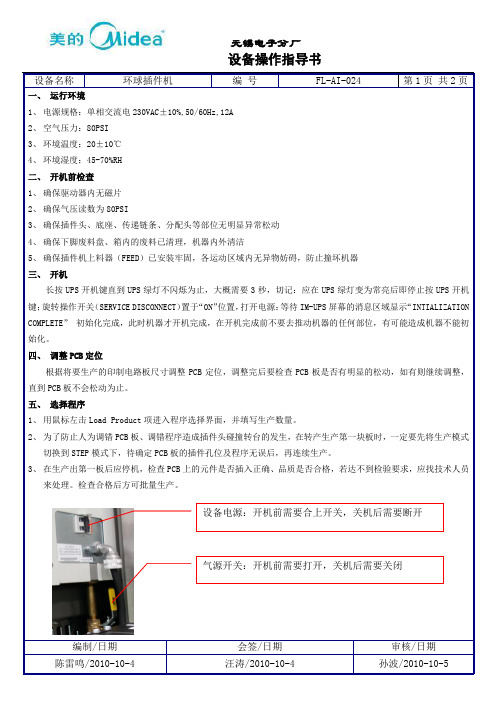
气源开关:开机前需要打开,关机后需要关闭
UPS:开机时按照操作要求打开
操作平台:根据PCB板的规格置调整操作平台上定位柱,并拧紧定位螺钉,使PCB板不会松动
程序选择菜单:点击此菜单进行程序选择与生产数量填写
启动按钮:开机准备工作完成后,按启动按钮进行插件生产
设备名称
环球插件机
编 号
FL-AI-024
第1页共2页
一、运行环境
1、电源规格:单相交流电230VAC±10%,50/60Hz,12A
2、空气压力:80PSI
3、环境温度:20±10℃
4、环境湿度:45-70%RH
二、开机前检查
1、确保驱动器内无磁片
2、确保气压读数为80PSI
3、确保插件头、底座、传递链条、分配头等部位无明显异常松动
四、调整PCB定位
根据将要生产的印制电路板尺寸调整PCB定位,调整完后要检查PCB板是否有明显的松动,如有则继续调整,直到PCB板不会松动为止。
五、选择程序
1、用鼠标左击Load Product项进入程序选择界面,并填写生产数量。
2、为了防止人为调错PCB板、调错程序造成插件头碰撞转台的发生,在转产生产第一块板时,一定要先将生产模式切换到STEP模式下,待确定PCB板的插件孔位及程序无误后,再连续生产。
七、注意事项
1.必须使安全门有效,确保连锁安全开关工作时能够处于正常工作
2.检修应由专业维修人员进行,非专业维修人员未经允许,不得随便拆卸设备零部件。
3.关机后重新开机时间不得少于15秒。
4.开动机器前务必清除机器工作台上所有工具杂物。在工作中禁止把任何物品放在工作台上,人为沿X、Y轴移动旋转桌时,应确保插件头和剪脚器在安全位置,以免损坏机器。
环球插件机(Universal)6380B调试

环球插件机6380B调整剪纸片器(Cutter Station)与链夹(CarrierClip)对中调节前提调整:链条时序(Chain Tension)已调整调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisSetup;2、在Sequencer Chain窗口中,单击Zero按钮;3、待回零后,HP(HomePulse)字样应显示出来,检查剪纸片器与链夹的对中;4、如果剪纸片器中心与链夹“V”字形槽对中良好,单击Quit,Don’t Save Positions按钮,退出IM Diagnostics窗口;5、如果对中有偏差,松开链条编码器两个固定螺丝,转动编码器以调整剪纸器与链夹的对中,正确后拧紧两螺丝,单击Quit,Don’tSave Positions按钮, 退出IM Diagnostic窗口。
插件头角度(Head ThetaAxis)设置调整前提准备:1、插件头角度(HeadTheta),垂直(V ertical),推杆(Insert)伺服电机均不带电2、X与Y轴伺服电机不带电特殊工具:1、插件头/底座(Head/Clinch)对中工具2、BEC调整模板注释:插件头角度“0”度调整好后,+90,-90度位置将自动调整正确调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisPositions;2、手动升高垂直感应螺丝以使其距垂直上极限感应开关约1英寸(25.4mm);3、在Head Theta窗口中,单击Zero按钮;4、在Head Theta窗口中,单击Disable按钮;5、拆卸插件头并装上插件头/底座对中工具;6、装上BEC调整模板;7、向前推动工作台或降低插件头对中工具(此时应为“0”度)使BEC调整模板与对中工具齐平;8、在Head Theta窗口中At 0(R)行,单击Set按钮;9、向后拉动工作台并拆卸插件头对中工具;10、在主窗口中,单击Exit,Save these Positions按钮。