环球AI插件机PPU工艺文件
插件工艺流程

插件工艺流程
《插件工艺流程》
插件工艺流程是一种用来制作各种类型插件的工艺流程。
插件是一种可以在软件中添加功能的拓展,可以帮助用户实现各种不同的功能需求。
插件工艺流程可以包括从设计、开发到测试和发布等多个环节。
首先,插件工艺流程需要进行需求分析和设计。
在这个环节,需要和客户进行沟通,了解客户的需求是什么,然后根据需求设计出各种插件的草图和功能框架。
设计阶段需要考虑插件的用户体验和UI设计,确保插件的易用性和美观性。
接下来是开发阶段。
开发插件需要根据设计需求,进行编码和程序开发工作,确保插件可以实现设计所需的功能,并且在各种不同的软件环境中都能够稳定运行。
同时,开发阶段也需要进行代码审查和测试,确保插件的质量和可靠性。
在插件工艺流程的测试环节,需要对插件进行各种功能和性能测试,确保插件可以在各种不同的场景和用户需求下都能够稳定运行,并且不会对原有的软件系统产生任何负面影响。
最后,是插件的发布和维护环节。
在这个环节,需要将插件发布到对应的软件平台上,让用户可以方便地下载和使用。
同时,还需要对插件进行后续的维护和升级工作,确保插件的功能和性能始终能够满足用户的需求。
总之,插件工艺流程是一个从需求设计到开发测试再到发布维护的全流程,需要各个环节的配合和严格把控,才能够制作出高质量的插件产品,满足用户的各种不同需求。
环球AI自动插件设备机器操作手册(新)
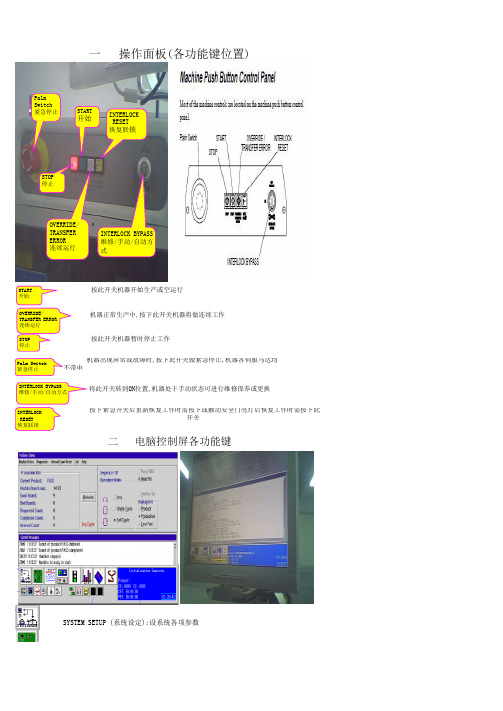
一 操作面板(各功能键位置)二 电脑控制屏各功能键按此开关机器开始生产或空运行 机器正常生产中,按下此开关机器将做连续工作 按此开关机器暂时停止工作 机器出现异常或故障时,按下此开关做紧急停止,机器各伺服马达均不带电将此开关转到ON位置,机器处于手动状态可进行维修保养或更换SYSTEM SETUP (系统设定):设系统各项参数按下紧急开关后重新恢复工作时需按下或触动安全门亮灯后恢复工作时需按下此开关STOP停止START开始PalmSwitch紧急停止OVERRIDE/TRANSFERERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS 维修/手动/自动方式START开始STOP停止Palm Switch 紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS维修/手动/自动方式三 导入产品程序进行生产方法MACHINE STATUS(机器状态):显示当前机器所处状态MANAGEMENT INFORMATION(管理资料):记录显示产品生产报告DOCUMENTS(资料):机器有关说明文件IM DIAGNOSTICS(系统诊断):进入控制系统各参数校正及故障检修 PRODUCT EDIT(产品编辑):进入产品程序编辑PRODUCT CHANGEOVER(产品转换):从不同路径导入产品程序PRODUCTION CONTOL(生产控制):进入手动控制状态MAINTENANCE INTERVAL SERVICE(保养进度):进入保养进度表LOAD PRODUCT(导入产品):导入新产品程序CHANGE PRODUCT COUNT(改变产品数量):在生产中修改所须生产产品的数量 FILE MANAGER(文档管理):管理各种文档SHUTDOWN(关机):机器不做生产时关闭系统OS/2 WINDOW(OS2窗口):进入DOS菜单SECURITY(安全):进入密码设定SETUP(IMUPS设定):进入IMUPS操作系统设定显示产品内容显示生产信息显示物料站位情况TURN OFF ALARM(关闭警报):遇到有警报声需点击做消除插件头已启动工作机器做分解动作机器做单步动作机器做连续动作1>点击电脑上2>在Reques3〉在Produc4>确认物料已5〉旋开拉起开关,此 开关灯灭,6>待机器归零机器开始1>开机a>先打开b>将机器后开关亮灯,按下此 开关,机器开做归零动作 LOAD PRODUCT 图标出现上图四 关机操作方法STOP 停止START开始Palm Switch OVERRIDE/TRANSFERERROR连续运行INTERLOCK RESET恢复联锁INTERLOCK BYPASS 维修/手动/自动方式Palm Switch 紧急停止INTERLOCK RESET 恢复联锁STARTSTART 开始STOP停止START开始Palm Switch紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCK RESET 恢复联锁INTERLOCK BYPASS 维修/手动/自动方式点击FULLCYCLEC>待机器电2>关机a>按下开关b>用鼠标点图标,出现右C>将机器后 d>关闭UPS。
PPU系统的基本知识

PPU系统的基本知识PPU系统包括机器程式控制,指令认识及其运用一.机器程式控制功能键1、F1:显示程式控制帮助屏幕2、F2:显示或打印3、F3:从计算机传输程式到机台4、F4:从机台传输程式到计算机5、F5:从计算机中删除程式6、F6:修改计算机中的程式名或移动计算机存贮的程式7、F7:显示计算机中贮程式的内容8、F8:拷贝计算机中存贮的程式9、F9:从磁片或网上下载程式至电脑10、F10:传输程式至磁片或网上11、Ctrl+f2:执行一个MS-DOS命令12、Ctrl+f10:终止环球控制终端程序13、AL T+F3:传输UIC执行程式到UICP14、AL T+F5:从计算机中删除UIC执行程式15、AL T+F9:传输一个MS-DOS文件到计算机中UIC路径下16、AL T+F10:传输一个计算机中UIC路径下文件到MS-DOS系统下17、AL T+1:允许接口1传输信息18、AL T+2:允许接口2传输信息二.指令的认识及运用1、DE(delete)删除删除机器当前运行的程式(DE/AL,DE/ALL)2、RU(RUN)运行运行需要生产的程式,RU( )程式名↙3、RE(rename)重新命名修改程式名,RE↙NAME↙NEW NAME↙4、CH(chang)改变进入程式去修改程式,CH() NAME↙5、SH(show)列出,显示显示机器正在生产的机种名称,SH( )M↙显示所有设置参数:SH( )ALL↙6、SET设置设置生产数量:SET SEQ↙设置校正步数:SET UP↙(手动抓坐标)7、N(name)显示程式名N↙显示机器所存贮的程式名8、L(list)列出在CH状态下列出需要的程式步骤9、A(alter)修改在CH状态下修改程式坐标,站数,转向等10、I/D(insert/delete)插入/删除在CH状态下插入/删除步骤,需要在程式没有被激活时才能进行此操作11、S(swap)交换在CH状态下交换插件次序,需要在程式没有被激活时才能进行此操作12、P(password)设置密码设置程式指令密码13、Z(zero)归零生产数据归零,Z( ) B( )C↙/Z( )B( )ALL↙14、A(analyze)分析分析生产数据,A( ) B( )C↙/A )B( )ALL↙ST,查看错误信息立式机编程流程一.制作程式指导书1、根据机种确定零件上料站别依据下列站别,料号,规格逐站上料(上料方式参考“立式零件上料指导书”)站别料号规格站别位置01----------0601001004拆1 (1KM)01-----VR101 VR401 04----------1140742801 (1KV470PK) 04------C25114-----------1405406553 (16V220um) 14------C25620-----------2100041009E (2SD667CYZ) 20-------Q1511 2 3 4 5 6第1列代表此材料上在机台上第几站第2列代表此材料之料号第3列代表此材料之上料方向(电解电容,VR及三极体需注意方向)第4列代表此材料之规格第5列意义与第1列相同第6列代表此颗材料安装在PCB上之位置2、根据PCB板上零件位置排列出合理的插件顺序和插件方向(排列按从左往右,从上往下的顺序)第1列第2列第3列第4列第5列序号位置转向插件模式站别1 OFF1 B O 02 C503 B C 53 VR501 D C 104 C961 B C 859 PARK B P 0(换机种时注意校对站别与Bypass)其它说明:(1)转向列B:Zero degree head rotation 0度转向D:+90 degree(right head rotation)+90度转向(右转)F:-90 degree(left head rotation)-90度转向(左转)(2) 功能列B:(Bypass)跳过特定的程式步,但是不从程式中删掉此步。
UNIPOL--PP工艺流程说明

UNIPOL--PP工艺流程说明PP工艺流程说明本装置采用Dow 化学公司的Unipol气相法聚合工艺技术,设计生产能力为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33个牌号)和抗冲共聚物(52个牌号)共162个牌号。
UNIPOL PP 装置由多个工区组成,包括:2.2.2.1 原料供给和精制(Part 1)乙烯和氮气由管道自界区外送入。
氢气由装置内水电解制氢生产,T2 由装置界区外直接采购。
1)氮气进料和精制来自界区的氮气分为三股,第一股为普通氮气,用于公用工程站和氮气再生系统;第二股经氮气过滤器Y-1101 过滤后作为过滤氮气使用;最后一股经氮气预加热器E-1108 加热到20℃,进入氮气脱氧塔C-1109内除掉氧气,脱氧后的氮气通过氮干燥塔C-1112除去水分,然后通过精制氮气过滤器Y-1115除去一定粒径的杂质,利用氮气压缩机K-1102 /K-1103(一开一备)将一部分精制氮气的压力升至4.24MPaG 后送入第一、第二反应系统,未经压缩的低压精制氮气用于部分公用工程和精制塔再生后系统的置换。
2)电解制氢及氢气进料本装置的氢气采用水电解方式制得,装置内采用两套80Nm3/h 水电解制氢装置。
电解制氢得到的氢气经纯化后进入氢气贮罐C-1201,C-1201 为水电解制氢的出口缓冲罐,操作压力为3 MPaG,之后由压缩机K-1208 或K-1209 压缩至4.55 MPaG经氢气过滤器Y-1211过滤后送入反应系统及再生系统。
同时供DMTO 装置使用1 kg/h。
3)乙烯进料来自界区的乙烯在经过乙烯预加热器E-1008 加热到100℃,进入乙烯CO脱除塔C-1006,之后经乙烯后冷却器E-1009 冷却到40℃,冷却后的乙烯进入乙烯干燥塔C-1012 进行干燥,后经乙烯过滤器Y-1002 过滤.过滤后的乙烯分成两股:一股经乙烯压缩机K-1003 增压至4.21 MPaG,经乙烯过滤器Y-1004 进入第一聚合反应系统;另外一股直接进入第二聚合反应器系统。
环球插件机中文编程资料2版

优化产品并安排分配头 显示插件路径位置(可选)为单板创建新产品达到目标给定板,学员将: 1. 命名产品并创建单板 2. 选择工装板夹具(单体机). 3. 向板上放元件4. 定义BEC 校核位置(可选)5. 为元件安排分配头(有排序部分的机器).6. 优化产品并显示插件路径.7. 保存产品并拷贝到磁盘上参考手册IM-UPS 参考手册在这个模块,将创建程序并告诉机器,在板上何处、怎样、何时放置 元件,创建的程序作为产品来参考。
介绍产品创建步骤下图表明如何用单板来创建单板产品命名产品并创建板介绍必须为机器编程以使元件在希望的位置插入,在 IM-UPS 中,此程序被 参考作为产品。
对于那些熟悉 PPU 编程的人来说,一个产品就象旧的.PUT 、.MAG 、以及.ERV 程序的组合。
将会看到,新的编程方法 IM-UPS 与旧的编程方法PPU 有很多区别,在进行这个模块时将提到。
创建板在创建产品之前,首先必须定义为其写程序的板的尺寸,这是 IM-UPS与PPU 的一个主要区别。
因为IM-UPS 是图形界面,所以首先必须定义一个 图形区域”来与计算机相联系。
例如,如果想在3” x3的板上插入元件,就必须向计算机输 入这一数据,负责计算机将不知道这些元件应该去哪里。
一个好的分析 方法是,当你想画一个上面有元件的完整的 PCB 时,你首先需要有一页 纸。
产品编辑器中的板就是你想画元件的那页纸。
注意:贯穿整个产品编辑器,可以用F4功能键返回前一动作,这非常有用,因为我们都会 犯错误!1. 我们将手动创建板,PC 板是方形的(实际上是正方形)。
在IM-UPS 主屏上,点击 Product Editor Icon .产品编辑器图标练习: 创建板最新资料推荐1从菜单栏选择Board (板),然后选择Create/Edit.(创建/编辑)2. 在图框内输入板的长度和宽度,长度 (千分之一英寸单位)测量沿着 机器的X 轴,宽度沿着丫轴。
最新环球插件机(Universal)6380B调试
精品资料环球插件机(U n i v e r s a l)6380B调试........................................环球插件机6380B调整剪纸片器(Cutter Station)与链夹(CarrierClip)对中调节前提调整:链条时序(Chain Tension)已调整调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisSetup;2、在Sequencer Chain窗口中,单击Zero按钮;3、待回零后,HP(HomePulse)字样应显示出来,检查剪纸片器与链夹的对中;4、如果剪纸片器中心与链夹“V”字形槽对中良好,单击Quit,Don’t Save Positions按钮,退出IM Diagnostics窗口;5、如果对中有偏差,松开链条编码器两个固定螺丝,转动编码器以调整剪纸器与链夹的对中,正确后拧紧两螺丝,单击Quit,Don’tSave Positions按钮, 退出IM Diagnostic窗口。
插件头角度(Head ThetaAxis)设置调整前提准备:1、插件头角度(HeadTheta),垂直(Vertical),推杆(Insert)伺服电机均不带电2、X与Y轴伺服电机不带电特殊工具:1、插件头/底座(Head/Clinch)对中工具2、BEC调整模板注释:插件头角度“0”度调整好后,+90,-90度位置将自动调整正确调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisPositions;2、手动升高垂直感应螺丝以使其距垂直上极限感应开关约1英寸(25.4mm);3、在Head Theta窗口中,单击Zero按钮;4、在Head Theta窗口中,单击Disable按钮;5、拆卸插件头并装上插件头/底座对中工具;6、装上BEC调整模板;7、向前推动工作台或降低插件头对中工具(此时应为“0”度)使BEC调整模板与对中工具齐平;8、在Head Theta窗口中At 0(R)行,单击Set按钮;9、向后拉动工作台并拆卸插件头对中工具;10、在主窗口中,单击Exit,Save these Positions按钮。
AI插件机工艺要求

3.插入 方4.向插入:00 間
B.52mm
C5..跳插入 高6.插入 折7.曲插入角 折8.曲插入長 折曲方
备注:相應的
0
0
元件腳必須有
9.元件 間間距
AI機技術參數
二.RH 1機.使(立用
基2.板立式尺 元件要 B.體 C3.高插入 方4.向插入:00 間5.插入 高6.插入 折7.曲插入角 折8.曲插入長 折曲方
9.元件 間間距 (字母代
三.AI 1機.P共CB用定
位孔:
AI機技術參數
2.PCB偏 差:
3.PCB元 件孔A.:鑽建 孔
B.沖 孔
C.孔 偏差
AI機技術參數
备注:偏 差必須 在 0.1MM 之內,否 則該孔 4.焊盤:
5.非打 料區:
(1).圖 一(陰影 部分均 不可打 料,詳見 圖二和
AI機技術參數
向右
3.RH元 件脚之 间距离 (如未达 到此标 准插入 时易撞 元件脚,
向下
3.5MM
AI機技術參數
3.插入 方4.向插入:00 間
B.52mm
C5..跳插入 高6.插入 折7.曲插入角 折8.曲插入長 折曲方
备注:相應的
0
0
元件腳必須有
9.元件 間間距
AI機技術參數
二.RH 1機.使(立用
基2.板立式尺 元件要 B.體 C3.高插入 方4.向插入:00 間5.插入 高6.插入 折7.曲插入角 折8.曲插入長 折曲方
向右
3.RH元 件脚之 间距离 (如未达 到此标 准插入 时易撞 元件脚,来自向下3.5MM
AI機技術參數
一.AV 1機.使(臥用
基2.板物料尺 要求:BA.. 臥式元
电子元器件插件工艺规范标准
. . . .. .6.2.2立式零件组装的方向与极性6.2.3卧式电子零组件插装高度与倾斜1000μF+++ J233 ●拒收状况<Reject Condition> 1.极性零件组装极性错误 <极性反> 。
2.无法辨识零件文字标示。
3.以上缺陷任何一个都不能接收。
1000μF++10μ 16● 332J允收状况<Accept Condition> 1.极性零件组装于正确位置。
2.可辨识出文字标示与极性。
6.2.4立式电子零组件浮件6.2.5机构零件浮件6.2.6机构零件组装外观〔1 6.2.6机构零件组装外观〔26.2.7零件脚折脚、未入孔、未出孔零件脚与线路间距6.2.9元件本体斜度最佳: 元件本体与其在基板上两插孔位组成的连线或元件体在基板上的边框线完全平行,无斜度,如图: 可接受: 元件体与其在基板上两插孔位组成的连线或元件体在基板上的边框线斜度≤1.0mm,如图: 拒收: 元件体与其在基板上两插孔位组成的连线或元件体在基上的边框线斜度>1.0mm,如图:6.2.10元件引脚的紧张度最佳: 元件引脚与元件体主轴之间夹角为0°<即引脚与元件主轴平行, 垂直于PCB板面>, 如图:可接受: 元件引脚与元件体主轴袒闪角Q<15°,如图:拒收: 元件引脚与元件体主轴之间夹角Q>15°.6.2.11元件引脚的电气保护在PCBA板上有些元件要有特殊的电气保护,则通常使用胶套,管或热缩管来保护电路最佳: 元件引脚弯曲部分有保护套,垂直或水平部分如跨过导体需有保护套且保护套距离插孔之间距离A为1.0mm-2.0mm,如图:可接受: 保护套可起到防止短路作用, 引脚上无保护套时, 引脚所跨过的导体之间的距离B≥0.5mm, 如图:拒收: 保护套损坏或A>2.0mm时, 不能起到防止短路作用或引脚上无保护套时, 或引脚所跨过的导体之间距离B<0.5mm,如图:6.2.12元件间的距离最佳: 在PCBA板上,两个或以上踝露金属元件间的距离要D≥2.0mm,如图:可接受: 在PCBA板上, 两个或以上踝露金属元件的距离最小D≥1.6mm, 如图:拒收: 在PCBA板上, 两个或以上踝露金属元件间的距离D<1.6mm, 如图:6.3元件的损伤6.3.1元件本体损伤最佳: 元件表面无任何损伤,且标记清晰可见,如图:可接受: 元件表面有轻微的抓、擦、刮伤等,但未露出元件基本面或有效面,如图:拒收: 元件面受损并露出元件基本面或有效面积,如图:6.3.2元件引脚的损伤最佳: 元件引脚无任何损伤, 弯脚处光滑完好, 元件表面标记清晰可见, 如图:可接受: 元件引脚不规则弯曲或引脚露铜,但元件或部品引脚损伤程度小于该引脚直径的10%,如图:拒收: < 1 >元件引脚受损大于元件引脚直径的10%,如图:< 2 >严重凹痕锯齿痕,导致元件脚缩小超过元件的10%,如图:6.3.3IC元件的损伤最佳: IC 元件无任何损伤, 如图:可接受: 元件表面受损, 但未露密封的玻璃, 如图:拒收: 元件表面受损并露出密封的玻璃, 如图:6.3.4轴向元件损伤最佳: 元件表面无任何损伤,如图:可接受: 元件表面无明显损伤,元件金属成份无暴露,如图:拒收:< 1 >元件面有明显损伤且绝缘封装破裂露出金属成份或元件严重变形,如图:< 2 > 对于玻璃封装元件,不允许出现小块玻璃脱落或损伤.6.4元件应力评估,进行插件作业时,需参照以下表格对个各元件易产生应力部位进行重点检查和防护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
键灯熄灭,继续按“Start”生产。
SEQ JAM:
链条感应灯。灯亮时,表示某一料站的动作未完成或物料太高。
对某个MS-DOS格式的文件或程式转换为机器能识别的“UIC”格式。
F10
对某个“UIC”格式的文件或程式转换为MS-DOS格式。
Ctrl+F2 在不退出PPU系统情况中执行MS-DOS命令。
Ctrl+F3 更改PPU系统当前的工作路径。
Ctrl+F6 对PPU系统的设置(保持默认设置)
Ctrl+F8 联机通信端口及参数的设置
的显全示部当内前
13、 SH︹M
机取器消运机行器
14、 DE/A
当前运行
15、 RU︹ 16、 REN(RENAME)︹ 17、 DI︹17 18、 E(ERASE)︹ 19、 ST(STATUS) 20、 SH︹SET 21、 CH(CHANGE)︹
运更行改程程式式 名查称程式运 行删到除当机前器 内显存示的机某器 出显错示原某因一 设进备入设某置一 程式
环球AI插件机 操作规程
工艺文件
各开关、按键、 指示灯的作用
PULL TO START 掌状开关。拍下为关,拉起为开,一般用于开关机、重新启动、紧急情况下停机时使用 。
PUSH TO STOP: 拍下该开关时,机器不论在运行或其他任何状态下都会停止工作。
STOP: 停止按键。用于机器停止;按住该键,控制面板显示屏会显示当前机器运行到达的步数
F2
显示或打印电脑硬盘或软盘内的程式名。
F3
把某程式(1个或1个以上)从电脑的硬盘或软盘复制到机器内存中。
F4
把机器内存中的某程式(1个或1个以上)复制到电脑硬盘或移动软盘上。
F5
删除电脑硬盘或移动软盘内的程式。
F6
更改或移动电脑硬盘或移动软盘中的程式。
F7
显示某一程式的内容。
F8
复制某一程式。
F9
FULL COMMAND ENABLE: 通信开关(命令功能键)。该键按起来后,部分指令就无法更改其设置。
INSERT ERROR: 插入错误指示灯。如果某个点位元件插入不良,则该指示灯亮起并在控制面板
的显示器上显示该元件的站号。如要跳过该点位,可把“Repair”检测按起来,
待显示器不再显示站位号,再把“Repair”键按下去,然后按“Start”键继续
STEP:
分解动节键。推插一个元件的动作分解成几个动作完成。一般用于维修时分析原因,
必须与“Start”或“Cycle” 连用。
INTERLOCK : 联锁解除开关键。用于开机或机器重启动时的联锁解除。 ZERO: 原点键。用于机器自检回原点。
AIR OFF: 气路开关。按下去后,机器插头和剪脚部分的气路断开。
NT-
设置X和Y
8、 SVECTD>SPET/1>PARK.X. 轴的原点
Y>22860 22860
设置自动
9、 SVECTD>SSEENT/1>SENSOR 校正部件
.X.Y>5930 1270
显示机器
10、 N(NAME)
内在存设中备所机
11、 I(INPUT)
器显上示编程一式
12、 O(OUTPUT)
环球AI插件机 操作规程
工艺文件
设置和显
1、 SVECTD>SCET/1>COUNT. 示生产数
MAX.NOW>0000
设置和显
2、 SVECTD>SSEETQ/1>SEQ- 示排料数
COUNT.MAX.NOW>0 设置自动
3、 SVECTD>SAET/1>AUTO- 校正(修
ADJUST.SPARE>0000 显示机器
Alt+F10 把某个“UIC”格式的系统文件转换为MS-DOS格式。
Alt+1 切换控制(输出)端口1。
Alt+2 切换控制(输出)端口2。
Alt+3 切换控制(输出)端口3。
Alt+4 切换控制(输出)端口4。
标记
更改单号
签名
日期
拟制 审核 批准
签名 罗镇文
日期 06.05.10
第6 页 共6页
HEAD ON: 插头开关。按起来后,机器插头同剪脚部位无插件动作,按下后才有动作。
ERNEAPBALIERS:EQ: 检链测条开开关关。。按按起起来来后后,,机链器条则不不工管作元,件按是下否后插链入条良才好能、运料转站正有常无工来作料。,继续运行下一 步,
按下时则插入不良或缺料,机器都会停下来。
4、 SVECTD>SLET/1>LOCATI 当前工作
ON.X.Y>2340 15300 自动取当
5、 SVECTD>SUET/1>UPDATE 前运行程
-STEP.SPARE>0000 设置和显
6、 SVECTD>SMET/1>MANUA 示X和Y轴
L-OFFSET.X.Y>400 马上运行
7、 SVECTD>SSEEGT/1>SEGME 程式的某
①L(LIST)
显示
②A(ALTER)
修改
③I(INSERT) ④D(DELETE)
插入 删除
标记
更改单号
签名
日期
拟制
审核 批准
常用指令
签名 罗镇文
日期 06.05.10
第3 页 共6页
环球AI插件机 操作规程
工艺文件
PPU常用功能键
F1 Ctrl+F1, Alt+F1, Shift+F1 都是帮助键,显示其它功能键的作用。
(程式顺序号)
START: 开始键。按一下该键(机器正常情况下)机器则自动进行插件,直到插完一块PCB板为
止。在此过程中,可以按“Stop”键,使机器停止;如果元件插入不良,机器也会停下
来,此时补好元件之后重新按“Start”键机器继续生产。
SINGLE CYCLE: 单步动作键。运行一步(插一个元件)后停下来。
Ctrl+F10 退出PPU系统。
Alt+F2 显示或打印系统文件名。
Alt+F3 把系统文件装载到机器上。
Alt+F5 删除电脑硬盘或软盘上的系统文件。
Alt+F6 更改或移动电脑硬盘或软盘中的系统文件。
Alt+F8 复制某个系统文件。
Alt+F9 把某个MS-DOS格式的系统文件转换为“UIC”格式。
生产。
LIMIT ERROR: 极限指示灯。此灯亮时,表示机器某一轴超出极限(或重启动时没找到原点),
先检查各部件是否在合法的位置上,然后按“Zero”机器回原点后方可开机。
CHAIN FAULT: 链条失效指示灯。灯亮时表示链条运行错误。主要原因大部分是MISSING: 缺料指示灯。此灯亮时,机器停下来,此时可补上所需物料,然后按一下该灯