环球插件机名词解释
环球插件机编程实践指南
环球插件机编程实践指南1. 简介本文档旨在为使用环球插件机(Universal Plugin Machine)进行编程的用户提供指南和实践建议。
环球插件机是一款功能强大的编程工具,通过其丰富的插件库,用户可以快速、高效地开发各种类型的应用程序。
2. 安装环球插件机在开始编程之前,您需要首先安装环球插件机。
请按照以下步骤进行安装:2. 运行安装程序,并按照提示完成安装过程。
3. 启动环球插件机,并进行必要的配置。
3. 搭建开发环境为了更好地编写和调试插件程序,您需要搭建一个稳定且高效的开发环境。
以下是一些建议:- 选择一款适合您的操作系统的集成开发环境(IDE),如Visual Studio Code或Eclipse。
- 安装相应的插件和扩展以支持环球插件机的开发。
- 配置代码编辑器以按照规范格式化代码。
4. 编程实践建议编写插件程序时,以下实践建议可能对您有所帮助:- 了解环球插件机的插件库和API文档,熟悉可用的功能和方法。
- 根据应用程序的需求,选择适合的插件进行开发。
- 保持代码简洁和可读性,使用合适的命名和注释。
- 遵循面向对象编程(OOP)的原则,模块化和封装功能。
- 进行严格的错误处理和异常处理,确保程序的稳定性和安全性。
- 使用调试工具进行测试和调试,及时修复错误和问题。
- 遵循最佳实践和安全原则,保护用户数据和隐私。
5. 高级编程技巧除了基本的编程实践,以下是一些高级编程技巧,可以帮助您更好地利用环球插件机的功能:- 使用事件驱动的编程模型,响应用户的操作和系统事件。
- 实现多线程编程,提高程序的并发性和响应能力。
- 进行性能优化,减少资源占用和提升执行速度。
- 开发自定义的插件,满足特定应用程序的需求。
- 使用第三方插件和库,扩展环球插件机的功能。
6. 总结通过本文档,您了解了如何进行环球插件机的编程实践。
请始终遵循最佳实践和简单策略,确保编程过程简洁和无法律复杂性。
如果遇到不确定或无法确认的内容,请不要引用。
环球插件机中文编程资料2版

优化产品并安排分配头 显示插件路径位置(可选)为单板创建新产品达到目标给定板,学员将: 1. 命名产品并创建单板 2. 选择工装板夹具(单体机). 3. 向板上放元件4. 定义BEC 校核位置(可选)5. 为元件安排分配头(有排序部分的机器).6. 优化产品并显示插件路径.7. 保存产品并拷贝到磁盘上参考手册IM-UPS 参考手册在这个模块,将创建程序并告诉机器,在板上何处、怎样、何时放置 元件,创建的程序作为产品来参考。
介绍产品创建步骤下图表明如何用单板来创建单板产品命名产品并创建板介绍必须为机器编程以使元件在希望的位置插入,在 IM-UPS 中,此程序被 参考作为产品。
对于那些熟悉 PPU 编程的人来说,一个产品就象旧的.PUT 、.MAG 、以及.ERV 程序的组合。
将会看到,新的编程方法 IM-UPS 与旧的编程方法PPU 有很多区别,在进行这个模块时将提到。
创建板在创建产品之前,首先必须定义为其写程序的板的尺寸,这是 IM-UPS与PPU 的一个主要区别。
因为IM-UPS 是图形界面,所以首先必须定义一个 图形区域”来与计算机相联系。
例如,如果想在3” x3的板上插入元件,就必须向计算机输 入这一数据,负责计算机将不知道这些元件应该去哪里。
一个好的分析 方法是,当你想画一个上面有元件的完整的 PCB 时,你首先需要有一页 纸。
产品编辑器中的板就是你想画元件的那页纸。
注意:贯穿整个产品编辑器,可以用F4功能键返回前一动作,这非常有用,因为我们都会 犯错误!1. 我们将手动创建板,PC 板是方形的(实际上是正方形)。
在IM-UPS 主屏上,点击 Product Editor Icon .产品编辑器图标练习: 创建板最新资料推荐1从菜单栏选择Board (板),然后选择Create/Edit.(创建/编辑)2. 在图框内输入板的长度和宽度,长度 (千分之一英寸单位)测量沿着 机器的X 轴,宽度沿着丫轴。
插件机

② 插人间距: 5mm/2 5mm,可实现高密度插人
③ 可插入20~80种元件
④ 可插入范围max400×300mm,minl50×100mm。
⑤ 可插入方向为4个方向,插人速度为0.45秒/个。
⑥ 具有元件再别脚机构,具有自校正装置。
⑧ 可使用26mm和52ram编带元件,盒装和盘装都可使用。
⑨ 可使用20-220种元件。
2、 径向元件插件机
(1) 日本松下公司:NM-8205
① 适用元件:陶瓷电容器( 3~11),电解电容器( 3~10),薄膜电容器(W3~12), 立式电阻器、晶体管(7092型)。 .
④ 可显示并打印输出生产管理信息和运载情况,利用CRT显示器以对话方式进行
操作。操作简便,提高工作效率
⑤ 插入方向为2个方向插入速度0.48秒/个。
⑥可插入范围:max508×38l,min90×60
(2) 美国环球公司: MODEL—624lB
① 元件适用范围同于松下公司插件机。
①适用元件与松下相同。
②可插人问距5mm/2.5mm,可实现高密度插人。
③可插入20~80种元件。
④可插入范围max457×457mm。
⑤可插入方向为3个方向,插人速度为0.42秒/个
⑥具有自校正装置
日本TDK 公司: VC一5B
①元件与松下公司相同。 代研制成功了自动插装设备,七十年代初期广泛应用于消费类电子产品、通信、计算机和军用电子设备的生产中。近十几年来各公司开发出各种类型功能齐全、速度快的自动插装设备 控制部分已由晶体管发展到微处理机。近年来,国外各分司在激烈的竞争中,不断地开发出新产品。下面就日本松下、美国环球、日本TDK公司的新产品主要功能简单作一介绍
最全胶印机印刷机术语中英文专业词汇翻译
Airstar : central air box water cooled 中央风柜Air Transfer system with venturi Jets 气体循环系统Air-compresor(BECKER) 空压机Acoustic sidelay detection 超声波检测电眼Alcolor dampening with Technotrans Refrigeration原厂酒精润版装置、冷却循环单元Alcolor damping 原厂酒精润版装置Alcolor continuous dampening 连续式原厂酒精润版Alcohol dampening system酒精润版系统Alcolor Vario酒精润版Alcolor海德堡原廠酒精潤版Alcosmart AZR 酒精配比系统All Automatic Washers (blanket, impression cylinders and rollers) 全套自动清洗装置All automatic washers 全套自动清洗装置All chromed cylinders 镀铬滚筒AMR-Automated Make Ready 自动准备系统Auto Blanket Wash Ups 自動清洗膠Auto Ink Roller Wash Ups 自動清洗墨轆系統Automatic Blanket Washer 自動清洗膠布系統Air Glide 真空送纸(空气导纸系统和文图利喷嘴技术保证纸张传输无蹭脏)Automatic Impression Cylinder Washers压印滚筒自动清洗系统Automatic Ink Roller & Blanket Washers 墨辊、胶布自动清洗装置Automatic Non Stop Feeder 全自动不间断添加Automatic plate change:自动装版调整APL 罗兰自动装版APC小森自动装版Automatic plate loading: 自动装版Automatic Roller Washer 自動清洗墨轆系統Automatic wash-up device for roller/blankets墨辊和胶布自动清洗装置Automatic paper size setting 自动纸张尺寸调节AutoRegister (ACR)自动套准Axis Control三轴坐标控制Autosize 自动调整大小Auto adjustment for early/late sheet arrival 纸张到达前规时间自动调整Automat.Inking RollersWash.Device油墨胶辊全自动清洗装置Automatic Blanket Washing Device橡皮布全自动清洗装置Automatic Impression Cylinder Washing Device压印滚筒全自动清洗装置Baldwin Combination Refrigeration Unit, 鲍德温冷却循环单元Blanket washing device 胶布自动清洗装置Blanket washing:橡胶清洗Blanket washing device - automatic, Impression-cylinder washing device - automatic, Ink-roller washing device - automatic, 自动橡皮布,墨辊,压印滚筒清洗装置Blanket cylinder 橡皮布滚筒C I P 3 油墨预调功能Chromed cylinders 镀铬滚筒Coater Anilox网纹涂布机Cooling and recirculation 水冷循环系统Coater Extended delivery 延长收纸Coating unit with chambered doctor blade system(Harris & Bruno) 腔试刮刀上光装置Card-board device 卡纸装置Chamber coater 刮刀式上光Cocking 斜拉版装置。
环球插件机维护保养中文手册
脚直径范围
0.015” - 0.032” 0.381 mm - 0.812 mm
0.025” - 0.042” 0.635 mm – 1.066 mm
VS8-OM-SG Rev C
7
Insertion Head
Study Guide
跨距轴 Span 调整 - 关键轴 Critical Axis
目的
目的
头驱动设定告诉机器控制软件外成型器 outside formers 停止向下移动的位 置, 这是编程的插深 Depth Stop 区域的起点。插深 Depth Stop 告诉机 器,在剪脚器动作以前,线脚推向(连同驱动片 driver tips) PCB 上的孔中 多远。插深 Depth Stop 有助于控制 PCB 上的元件松紧。
Insertion Head
插件头: 维护保养和设定 文件号:VS8-OM-SG 版本: C 学习指南
产品培训
Insertion Head
Insertion Head
Insertion Head
Insertion Head
Study Guide
Insertion Head
内容目录
插件头:维护保养和设定..................................... 错误!未定义书签。 砧座 Anvil 高度调整– 关键轴 Critical Axis.................. 错误!未定义书签。 保养/清洁插件头............................................ 错误!未定义书签。 可用的刀具类型............................................. 错误!未定义书签。 跨距轴 Span 调整- 关键轴 Critical Axis ...................... 错误!未定义书签。 头驱动位置设定 (插深 Depth Stop) - 关键轴 Critical Axis..... 错误!未定义书签。 头高度调整................................................. 错误!未定义书签。 头链与刀具的对正– 关键轴 Critical Axis ………………………………………………错 误!未定义书签。 凸轮 Cam 的方向............................................. 错误!未定义书签。 凸轮 Cam 的对正............................................. 错误!未定义书签。 对中臂 Centering Finger 的对正.............................. 错误!未定义书签。 对中臂 Centering Finger 的高度调整 ......................... 错误!未定义书签。 对中臂 Centering Fingers 的向内 Inward 调整................. 错误!未定义书签。 凸轮 Cam 的同步时序调整 .................................... 错误!未定义书签。
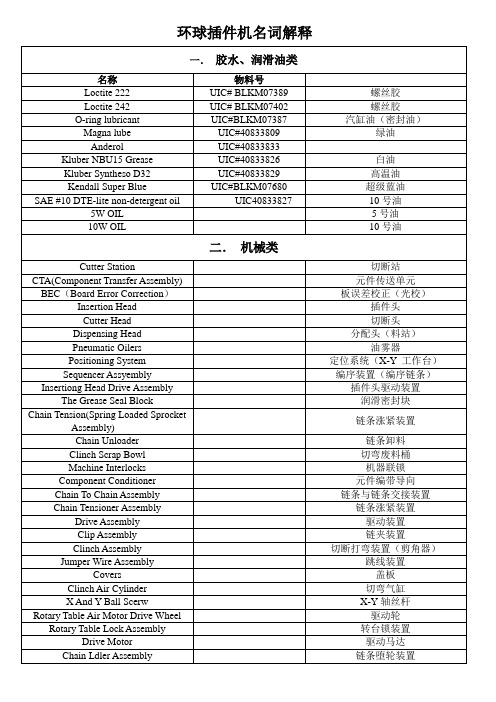
环球插件机名词解释
UIC#40833826
白油
Kluber Syntheso D32
UIC#40833829
高温油
KendallSuper Blue
UIC#BLKM07680
超级蓝油
SAE #10 DTE-lite non-detergent oil
UIC40833827
10号油
机器内各气管示意
黑色
长有气管
此气管不受E-PLAM控制,机器后部气阀开启,此气管即有气。
蓝色
信号气管
此气管受各电磁阀控制
黄色
排气管
6241F剪角器切刀速度同步检查
一.按下急停开关。
二.进入诊断系统内。
三.点击进入Critical Axis Setup。
四.Zero Anvil Driver > Go To Up
九.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In R
一十.在Execution Control部分点击Follows Control > Continuous Run
一十一.观察Control Bit On To State Change 1与Control Bit On To State Change 2如>33则需要做ANVIL部位检查与保养工作(a:切刀连接片b:气缸c:气管d:电磁阀e:各三角块磨损情况等)
机器接口翻译板
Multi-Input Board
多路输入信号板
32 DC Output Board
32路直流输出板
BEC(Board Error Correction)Board
环球卧式插件机6241F尺寸间隙调整
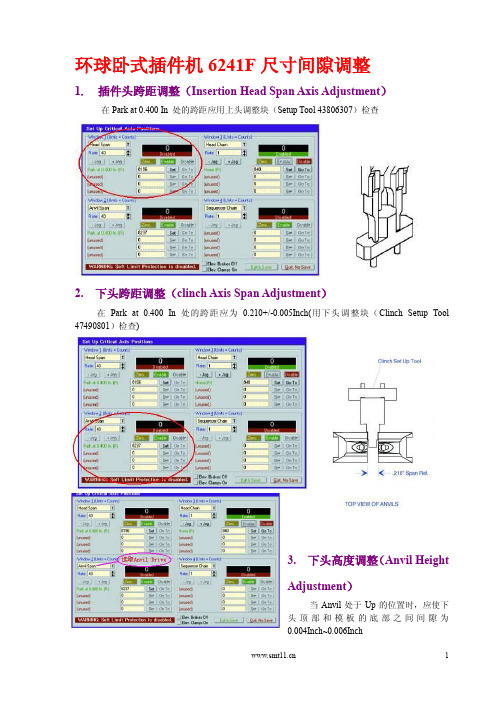
环球卧式插件机6241F尺寸间隙调整1.插件头跨距调整(Insertion Head Span Axis Adjustment)在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查2. 下头跨距调整(clinch Axis Span Adjustment)在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查)3. 下头高度调整(Anvil HeightAdjustment)当Anvil处于Up的位置时,应使下头顶部和模板的底部之间间隙为0.004Inch~0.006Inch4. 上头高度调整(Head Height Adjustment)当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整5. 切刀回程调整(Cutter Back Stroke Adjustment)当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块(Clinch Setup Tool 47490801)检查6. 切刀高度调整(Cutter Set Up)当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm)7. 抓中凸轮时序(Cam Timing)在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压8. Drop Timing调整如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)9. 下头与上头对正(Clinch To Head Alignment )将上头调整块和下头调整块分别夹在上、下头上,检查两调整块的管脚是否对正,否则松开下头的四个紧固螺钉,通过调节螺钉将其对正后紧固。
环球VCD和SEQ调整
VCD/JW转台及(X , Y ,Z)编码器调整目的:调节转盘,是将转盘与X轴转台对正到位.几个相关联的组件是互相配合进行工作的如果对其中的某个组件作了调节,将影响到基余几个组件.在调节过程中,可能需要从某个步骤转至另一步骤若干次,直到转盘准确对正定位为止.转盘对正后的正确定位是,转盘应位于前方位置,此时可以用手将销针通过转盘插入并取出X轴转台转台调节步骤:1 从转盘上卸下四个止停块.2 从驱动组件的止停块上,卸下两颗螺端带帽螺钉.3 从驱动组件上卸下止停块,解除驱动轮对转盘的压力.4 使用销和套环夹组装定位销.5 将定位销组件通过转盘上的定位孔插入,直到插入X轴转盘上的定位孔内.6 如果可以将定位销插入定位孔中,则继续执行步骤20,对锁定组件进行调节.如果不能将定位销插入定位孔内,则需执行以下步骤.7 在四只导轮组件上,旋下固定锁定夹的端帽螺钉.8 在四只导轮组件上,旋下固定导轮轴衬调节器和固定导轮连带轴衬的端帽螺钉,直到能够旋转这些部件为止.9 使用锁定夹,沿顺时针方向旋转每一只导轮上的导轮轴衬调节器和导轮连带轴衬组件,以解除导轮对转盘的压力.10 将转盘手动定位,使转盘上贴有前方(FRONT)标签的一面定位在机器的前面方向.11 将转盘上的两个0.25英寸(6.4毫米)定位孔与X轴框架底部的两个0.25英寸(6.4毫米)定位孔对正到位.12 沿逆时针方向旋转,将所有导轮轴衬调节器预安装定位,除去转盘与导轮之间在垂直方向上的间隙.用手上下移动转盘,检查间隙是否已消除.13 在导轮已安装在X轴框架组件左前侧的情况下,进行以下操作.将导轮与转盘到正位,然后沿逆时针方向调节轴衬调节器.14 旋紧带帽螺丝钉,使其转矩介与40-45磅之间,在此状态下固定轴衬调节器.15 重复以上调节步骤13和14 ,将安装于X轴框架组件右后侧的导轮,调节至正确的转矩状态.16 对位于另一条对角线上的两只导轮,重复以上步骤13和14,完成整个调节.17 检查定位销组件.如果定位销不能顺利地滑入并取出定位孔,则说明已将轴衬调节器调节得过紧,支转盘的压力过大.18 将四颗止停块安装到转盘组件上.19 卸下固定开关架与锁定组件的螺钉,取下开关架.20 旋松固定锁定组件的带帽螺钉.21 将定位销插入定位孔中.22 用手移动锁定组件,直到定位销以均匀力度滑入对正孔内.23 以每次一个对角的形式,旋紧固定锁定组件的带帽螺钉,每颗螺钉旋紧1/8周,直到紧固所有的螺钉.24 取出定位销,从锁定组件上释放出止停块,然后旋转转盘,以便易地转盘止停块稳固地锁入锁定组件中.25 检查定位销,确保定位销能够顺利地滑入并取出定位孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
黑色
长有气管
此气管不受E-PLAM控制,机器后部气阀开启,此气管即有气。
蓝色
信号气管
此气管受各电磁阀控制
黄色
排气管
6241F剪角器切刀速度同步检查
一.按下急停开关。
二.进入诊断系统内。
三.点击进入Critical Axis Setup。
四.Zero Anvil Driver > Go To Up
输出信号:串行通讯接口、实时控制、打印机、网路通讯等。
Motion Controller CPU Real Time Controller Power PC Board(2槽)
机器实时控制CPU板:输入信号:程序信息,机器操作,机器信号反馈等。
输出信号:机器控制信息、轴位置指令等。
此板机器自动运行时候工作、诊断系统内此板不工作
Motion Controller (UIMC)(3槽)
动作控制器。
输入信号:轴位置指令、编码器与极限开关的反馈信号。
输出信号:伺服放大器速度信号、BEC启动信号等
一块UIMC板的控制4个轴。
轴向机:X Axis、Y Axis、Head Axis、Anvil Axis
径向机:X Axis、Y Axis、Clinch Vertical Axis、Clinch Theta Axis
编序链
Head Chain
头链
三.电器部分
Work Lamp
工作灯
PB Panel Assembly
按键面板
Power Chassis Assembly
电源箱
VME Chassis Assembly
VME机箱装置
VMEBUS(Versa Module European Bห้องสมุดไป่ตู้s)
欧洲工业保准
AC Chassis Assembly
5W OIL
5号油
10W OIL
10号油
二.机械类
Cutter Station
切断站
CTA(Component Transfer Assembly)
元件传送单元
BEC(Board Error Correction)
板误差校正(光校)
Insertion Head
插件头
Cutter Head
切断头
Dispensing Head
交流机箱装置
Servo Chassis Assembly
伺服放大器机箱装置
MachineLightTower
机器灯塔
I/O Box Assembly
输入/输出机箱装置
Fuse
保险丝
Palm Switch
急停开关
Fan Panel
风扇
Refire Assembly
缺料检测装置
四.I/O BOX
MIT Board
链条涨紧装置
Chain Unloader
链条卸料
Clinch Scrap Bowl
切弯废料桶
Machine Interlocks
机器联锁
Component Conditioner
元件编带导向
Chain To Chain Assembly
链条与链条交接装置
Chain Tensioner Assembly
机器接口翻译板
Multi-Input Board
多路输入信号板
32 DC Output Board
32路直流输出板
BEC(Board Error Correction)Board
BEC光校板
五.VME机箱
Radisys Embedded PC Board(1槽)
CPU主板:输入信号:串行通讯接口、鼠标、键盘,机器管理信息,网路通讯灯。
九.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In R
一十.在Execution Control部分点击Follows Control > Continuous Run
一十一.观察Control Bit On To State Change 1与Control Bit On To State Change 2如>33则需要做ANVIL部位检查与保养工作(a:切刀连接片b:气缸c:气管d:电磁阀e:各三角块磨损情况等)
链条涨紧装置
Drive Assembly
驱动装置
Clip Assembly
链夹装置
Clinch Assembly
切断打弯装置(剪角器)
Jumper Wire Assembly
跳线装置
Covers
盖板
Clinch Air Cylinder
切弯气缸
X And Y Ball Scerw
X-Y轴丝杆
RotaryTable Air Motor DriveWheel
环球插件机名词解释
一.胶水、润滑油类
名称
物料号
Loctite 222
UIC# BLKM07389
螺丝胶
Loctite 242
UIC# BLKM07402
螺丝胶
O-ring lubricant
UIC#BLKM07387
汽缸油(密封油)
Magna lube
UIC#40833809
绿油
Anderol
UIC#40833833
Kluber NBU15 Grease
UIC#40833826
白油
Kluber Syntheso D32
UIC#40833829
高温油
KendallSuper Blue
UIC#BLKM07680
超级蓝油
SAE #10 DTE-lite non-detergent oil
UIC40833827
10号油
分配头(料站)
Pneumatic Oilers
油雾器
Positioning System
定位系统(X-Y工作台)
Sequencer Assyembly
编序装置(编序链条)
Insertiong Head DriveAssembly
插件头驱动装置
The Grease Seal Block
润滑密封块
Chain Tension(Spring Loaded Sprocket Assembly)
五.Zero Anvil Span
六.点击Diagnostics > Rapid Motiong Timing
七.在Control Bit部分选择Section :Inserter > DSF :1 > Clinch In
八.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In L
Motion Controller (UIMC)(4槽)
动作控制器。
输入信号:轴位置指令、编码器与极限开关的反馈信号。
输出信号:伺服放大器速度信号
一块UIMC板的控制4个轴。
轴向机:Insert Span、Clinch Span、Head Chain、Sequencer Chain
径向机:Head Vertical、Sequencer Chain、Insert Head Theta
驱动轮
Rotary Table Lock Assembly
转台锁装置
Drive Motor
驱动马达
Chain Ldler Assembly
链条堕轮装置
CenteringCam
对中凸轮
Carrier Clip
料夹
Head Span
头跨距
Anvil Span
切弯跨距
X Axis
X轴
Y Axis
Y轴
Sequencer Head