环球贴片机轨道宽度校准
{企业通用培训}环球贴片机讲义

{企业通用培训}环球贴片机讲义一、FlexJetHead的运作原理简介FlexJetHead的设计是为了增加GSMplatform的灵活性和速度,它采用了新的先进技术以增加生产能力与精度,由环球的Flex与NCC8头复合而成。
它包含以下四个设计特征:1.相距20MM的7个可实现同时取料2.高速度的Z轴增加加速度使取料,贴片时间达到最小3.头上照相机(OTHC)设计减少照相识别处理时间4.强劲的旋转角度、Z轴与气动系统减少机械引起的贴片错误FlexJetHead部件与功能:*FlexJetHead有7个线性spindle,它们相邻之间相距20毫米*Z轴的Up/downstop被用作保持所有spindle距PCB板上方的一个可编程距离,以减少Z轴上下运动所需时间*一旦元件从FEEDER中被拾取带到定中心点装置通过OTHC的组合反射镜,STROBING灯与7CCD照相机*一旦成相被捕获到,元件进行校正后贴到PCB板上FlexJetHead部件:下面的列表描述了FlexJetHead的有关部件.当培训你的教师与你一同回顾以前讨论过的头上部件时,确信你能指出每一个部件的位置。
二、FLEXJETHEAD动作过程(一)贴片头回零步骤1.确定OTHCmirrorclearsensor在感应灯亮的状态2.theta轴慢速转动找到零脉冲3.theta轴找到零脉冲后,再旋转+270度4.检查Z轴Homesensor是否被感应,如果Zhome没有被感应到,机器显示错误信息“timeoutwaitingforspinglesup"且机器停止运行:5.Z轴Homesensor被感应到后,再找到Z轴马达编码器的homepulse6.up/downstopbar运动到hardstop下方0。
030英寸的位置:7.检查Z轴Safesensor是否在正常状态,如果经过20次相关运动,仍没有在正常状态,机器显示错误信息并停止运行8.Z轴Safesensor处在正常状态后,theta轴再转-270度,找到其homepulse(二)贴片头拾取步骤1.检查FEEDER是否装好2.X/Y轴运动到FEEDER放置区域3.驱动Z轴到安全位置4.Theta轴旋转到取料角度5.Z轴马达驱动所有SPINDLES与UP/DOWNSTOP到安全高度位置(该位置由当前任务块元件的高度定义)6.由刹车保持UP/DOWNSTOP在安全高度位置7.Z轴马达开始驱动SPINDLES往下运动去取料的同时X/Y轴运动到取料位置8.打开主真空阀开关,使所有的文氏管产生真空,见图:9.驱动Z轴运动到FEEDER上取料的距离,在吸嘴接触元件表面前打开真空10.监视TOUCH-DOWNSENSORS被触发的正确数量:11.拾取元件时保持3-5毫秒12.使SPINDLES回升到设定的安全高度(三)识别检查步骤1.X/Y轴开始运动到第一个没有校正的贴装位置2.THEUP/DOWNSTOP与SPINDLES运动到扫描高度--基于任务块的元件厚度3.驱动MIRROR直到IN-RANGESENSOR被感应4.识别元件相机的灯光闪动获得元件图象(每闪动一次时间为33毫秒).如果所有的元件亮度与型号相同,照相机灯只闪一次;如果元件亮度与型号不同,照相机灯闪7次.元件依次成相后将要被贴装5.MIRROR返回到CLEARPOSITION(MIRRORCLEARSENSOR被感应)6.移动所有SPINDLES与UP/DOWNSTOP到达安全位置附:如果选用高精度模式,贴片速度会降低(四)元件贴装步骤1.X,Y轴与THETA角度进行校正的同时运动到PCB焊盘位置2.等到贴片头已达到校正位置,驱动SPINDLE朝着PCB板的方向往下运动3.Z轴一往下走,吹气阀就被打开,致使当真空被关闭时,吹气马上能起作用4.当得知Z轴预定值达到时,检查TOUCH-DOWNSENSOR5.提供一个大约的Z轴贴片压力6.关闭真空,打开吹气并保持4毫秒时间7.SPINDLE返回到安全高度8.如果还有元件需贴装,返回到第一步;如果没有,继续到第九步,即下一步9.UP/DOWNSTOPBAR回到HOME位置,然后再往下移动0.030英寸到达SPINDLE的安全位置.准备下一个步骤的运动(五)吸嘴更换步骤1.X,Y轴与THETA移动到吸嘴更换器取下吸嘴的位置2.吸嘴更换器升上来直到UPSENSOR被感应,打开滑块直到OPENSENSOR被感应3.驱动SPINDLE朝下运动使吸嘴装入空的交换位置底座上4.关闭吸嘴滑块直到滑块CLOSEDSENSOR被感应5.SPINDLE朝上运动到UP/DOWNSTOPBAR(吸嘴被取走)6.确定吸嘴塞入滑块处于关闭状态,即滑块的CLOSEDSENSOR被感应7.X,Y轴与THETA移动到吸嘴更换器安装吸嘴的位置8.吸嘴更换器升上来直到UPSENSOR被感应,打开滑块直到OPENSENSOR被感应9.检查吸嘴更换器配置数据以核实空洞10.SPINDLE朝下运动,使头上装满吸嘴11.SPINDLE升上来,头上的吸嘴配置数据被更新12.关闭吸嘴滑块直到滑块CLOSEDSENSOR被感应13.如果更换完最后一个吸嘴,吸嘴更换器降落到原来位置,此时DOWNSENSOR被感应;如果还有吸嘴需更换,返回到第“1”步。
4轨道线路几何尺寸的调整与改正

轨 道 线 路 几 何 尺 寸 —— 轨 距的调整
轨距的调整依靠轨距挡板的型号来调整
中心线 4号轨距挡板
4mm
4号距挡板
同样,也 可以调整 右轨左右 两侧的轨 距挡板来 改变轨距
6号轨距挡板
2mm
中心线
钢轨向线路中心移动,轨 距减少2mm
轨 道 线 路 几 何 尺 寸 —— 水平的调整
情境4:轨道线路几何尺寸的调整与改正
轨 道 线 路 几 何 尺 寸 调 整 的 内 容
轨距 ------ 使轨距符合线路运营的规定值 水 平 -----使水平符合线路运营的规定值 方向 -----使线路方向不超过运营的规定值 高低 -----使高低符合线路运营的日常规定值 轨底坡 -----使轨底坡符合线路运营的设定值
轨底坡是钢轨放置时轨底面上形成的斜坡,一般在预制混凝 土轨枕时直接做在承轨槽上,斜坡坡度为1:40,一般调整 轨底的橡胶垫片即可对轨底坡进行调整。
加入契型橡胶垫
列车轴重
调整为适当的轨 底坡
钢轨面对列车轮对的支持力
线路拨道
钢轨平行线路中心线
钢轨与线路中心线不平行 线路直线方向不良
线路直线方向良好
轨 道 线 路 几 何 尺 寸 —— 高低的维修
在1米范围内的高低一般用砂轮打磨除凸或焊条堆焊后磨平,对超出1米范 围内的连续高低点一般采用起道或落道的方法进行维修。
砂轮打磨除凸
焊条堆焊
弦线 弦线
轨 道 线 路 几 何 尺 寸 —— 轨底坡的调整
水平的调整可以通过更换轨底橡胶垫或轨枕下的道碴厚度来进行
左股钢轨顶面 水平线 水平 右股钢轨顶面水平线
钢轨顶面水平 线
更换橡胶垫
钢轨顶面水平 线
自动调宽轨道校准步骤

以下操作,WINCON系统长度单位设置必须要在英寸下进行
1 打开config/system/rail positioner
2 把控制方式改为手动(manual)
3 按STOP键
4轨道宽度调节过程中,链条和网带必须要在运行。
5点击increase键,让轨道移动到最大,也就是基准位置。
届时如图显示
postion:home calibrated.轨道会自动停止。
测量此时轨道宽度(也就是产品宽度),尽量精确到
0.01英寸,把实际轨道宽度数据输入home postion中。
6存盘save
7点击decrease键,让轨道往小的方向移动,移动10英寸以上即可
8点击STOP键
9测量此时轨道宽度(也就是产品宽度),精确到0.01英寸,把数据输入current postion中。
10点击pulses per unit键(校准键),届时方框里数值会根据你的值做相应变化。
经验值479.5
11存盘(save)
12点击increase键,让轨道移动到最大,回到基准位置
13再次存盘SA VE
14把控制方式改为自动(automatic)
15结束,无须再存盘。
三星贴片机SM321系列程序编写步骤

1 调节轨道宽度12调节方法1. 在Board Size 中输入电路板的长宽尺寸2 PCB 原点设置---步骤1设置方法:1. 按动AXIS 键,使X Y 轴灯亮2. 按动MODE 键,使JOG 或BANG 灯亮3. 选择一个焊盘的直角位置,按下方向键使显示屏的十字架的交点指示在该直角的位置,(如下图的R127右下角)R127方向键xy 轴灯45 61.设置拼板排列x y3拼板设置---步骤34. 按动AXIS 键,使X Y 灯亮5. 按动MODE 键,使JOG 或BANG 灯亮6. 按下方向键使显示屏的十字架的交点指示在第二块PCB 的R127的位置,如下图 R127方向键xy 轴灯第二块PCB 工作模式7810129拾取坐标的方法127 69一一对应基准点的中心颜色在此选择调节相机亮度White :中心比周围白Black :中心比周围黑131617绿色状态时点OK235469 78光标在此元件参数编辑按钮点此选择吸头号准备手动吸取108913二元图象12设置照明环境实际图像显示二元图像显示16选择元器件的包装形式1513 2Feeder Base 1:前面2:后面站号4567点击 后出现4814.当前有效位置16.元件检测角度13.选择相机类型15选择元件规格X 方向的格子数量Y 方向的格子数量1233rd-13rd-22nd-22nd-17911 8123选择相机号光标在此直接输入贴装角度89101112356784移动按钮需要用到的吸嘴型号1112 1314。
环球贴片机校准
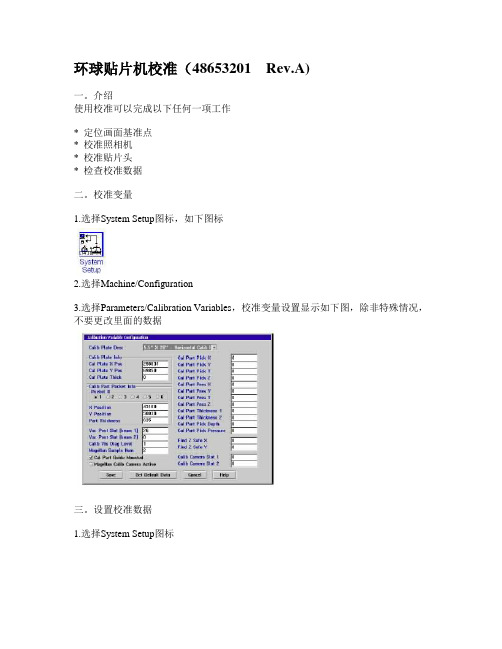
环球贴片机校准(48653201 Rev.A)一。
介绍使用校准可以完成以下任何一项工作* 定位画面基准点* 校准照相机* 校准贴片头* 检查校准数据二。
校准变量1.选择System Setup图标,如下图标2.选择Machine/Configuration3.选择Parameters/Calibration Variables,校准变量设置显示如下图,除非特殊情况,不要更改里面的数据三。
设置校准数据1.选择System Setup图标2. 选择Machine/Configuration3. 选择Parameters/Calibration Variables4.在Calib Plate Desc区域选择校准盘的型号,如下图左边的Calibration plate用于GSM1;右边的Calibration plate用于GSM25.选择Set Default Data.根据信息提示,选Yes6.在Vac Post Slot区域输入产生真空的插槽位置7.选择Save8.根据信息提示,选Yes四。
机器校准准备工作*. 让机器归零* 识别诊断等级设置为“5”* 清理传送系统上的板* 参照相关资料,调整Z轴Spindle的高度* Touch-Down Sensor校准* 校准使用的盘子与其它部件必须清洁干净清洁X,Y轴的光栅尺清洁照相机窗口表面注意:校准之前贴片机必须开电预热2.5小时1.备份校准数据2.按下急停开关,打开安全门盖,移走PCB板的支撑柱3.调整PWC导轨至校准盘宽度a.释放急停开关b.按下Start启动键按钮,使所有轴得电c.选择System Setup图标d.选择Machine/Setup/Zero Axes(如有信息显示机器将进入Setup mode,选Yes,如果机器已进入setup mode,系统将不显示这个信息)e.选YES后,机器显示正在归零,当归零完成后,选择OKf.选择Production Control图标g.选择Manual Control主菜单h.在Manual Control窗口,根据具体情况选择Rear或Front按钮i.从Device目录合中,选择PWCj.从Inrement目录合中,调整导轨至合适的宽度k.将校准盘安放在正确的位置l.选中Exit,退出m.放置校准部件到校准盘上相应的位置,如下图n.按下急停按钮o.根据机器配置,在导轨上标示位置放置好校准工具,如下图4.安装好Vacuum Post Fixture(相当于一个带真空吸附功能的供料器Feeder),GSM1安放在26站位;GSM2安放两个,分别在26与62站位5.安装相应的校准用吸嘴(环球专用吸嘴)6.如果没有更换照相机,也没有安装不同分辨率照相机,则直接进入到下面第“8”步.查证照相机校准配置a.选择System Setup图标b.选择Machine/configurationc.选择Parameters/Cameras,照相机配置显示如下----d.选择Mounted boxe.Set Default Dataf.选择Save.并根据信息提示,选OKg.关闭机器电源h.等待6秒,开启机器电源.等待机器初始化完成i.初始化完成后,显示----Could not open file CAMERA.MDL7.选择OK,8.释放红色的急停按钮,按下绿色的“START”按键9.选择System Setup图标,如下10.选择Machine/Setup/Calibration.校准步骤窗口显示如下11.选择Task Selection图标12.选择一个需要校准的项目13.选择ACTIVATE14.移动显示屏上的十字光标使之与校准盘上的十字图标对准15.移动显示屏上的十字光标使之与4*12校准盘外框上的识别点对准16.当执行校准PEC照相机项目时,使用手动控制让十字光标与校准盘校准元件上的9个点中心对中,步骤如下a.选择Manual Controlb.确定下面的设置:GSM1:Beam1-X/YGSM2: Beam2-X/Y选用不同的步距进行调节,使十字光标与有9个识别点的中心对准c.十字光标对准9个识别点的中心位置d.选择Exit退出e.选择Alignment Done17.校准通过后,根据显示信息,选择OK18.校准完成后,选择EXIT19.移走校准盘与真空定位装置20.取走校准吸嘴并把原来的吸嘴装回相应位置21.取走PCB板的支撑柱22.如果急停按钮被按下或在校准窗口出现一错误信息,将贴片机按正常程序关电,等待6秒钟,重新开启电源.机器在重新引导时,将校准好的数据存入内存.并等待初始化完成。
西门子、环球贴片机元件角度作业指导书

SHENZHEN COSHIP ELECTONICS CO.,LTD.
深圳市同洲电子股份有限公司
作业指导书
编 号: WI-E-01094 版 本:B0
编
制:蒋金新 日 期:2007-7-15
审 核: 日 期:
批 准: 日 期:
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
4.5 芝麻管角度定义:
① PCB板上焊盘丝印有1或3
深圳市同洲电子股份有限公司。
YS12作业指导书
YS12作业指导书文件编码编写审核一、目的1.将操作贴片机的作业步骤化,为操作员提供操作向导。
规范操作员作业程序和动作、以确保设备安全、正常运行,保障人员及公司产品的安全。
2.延长设备使用年限,减少设备故障,避免事故的发生。
二、范围此操作规程适用于YAMAHA YS12贴片机。
三、职责贴片机操作员依此指导书正确作业。
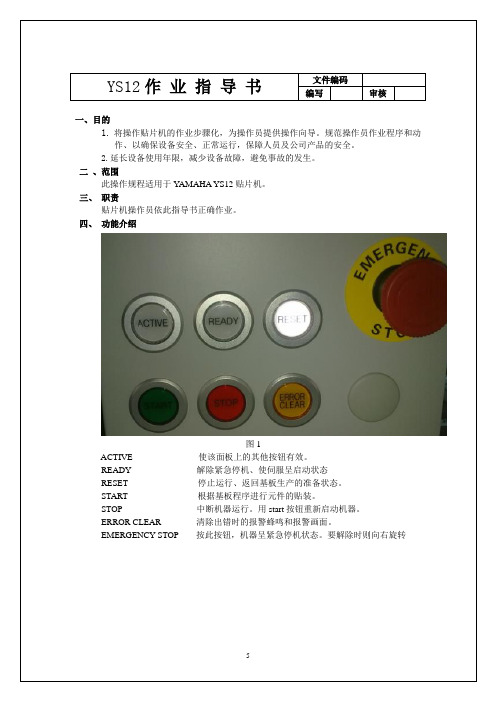
四、功能介绍图1ACTIVE 使该面板上的其他按钮有效。
READY 解除紧急停机、使伺服呈启动状态RESET 停止运行、返回基板生产的准备状态。
START 根据基板程序进行元件的贴装。
STOP 中断机器运行。
用start按钮重新启动机器。
ERROR CLEAR 清除出错时的报警蜂鸣和报警画面。
EMERGENCY STOP 按此按钮,机器呈紧急停机状态。
要解除时则向右旋转五、内容(一):作业前期检查1检查贴片机气压表在0.40-0.55Mpa之间、电源连接正常;2通过查看生产现场悬挂的温湿度计,确认其工作环境之温湿度在(温度20℃~28℃,50%-60%大气湿度)规定范围内,如工作环境发生变化应及时找工艺员或设备员调整;3做好机器及工作岗位的6S,检查设备内部是否有异物,导轨、传输带、贴装头、支撑等运动部位,及其运动范围内是否有异物,若有请及时清理;急停按钮是否复位,前防护盖是否关闭正常;4:确认机台送料器已牢牢固定在送料器上,没有浮起。
送料器上没有异物。
5:确认吸嘴没有缺损,黏附焊膏,回弹不良现象。
(二)作业步骤:1 开机(1)打开贴片机主控电源开关;向右旋转主控电源开关,使开关箭头指向ON位置如图2,主控电源打开,贴片机主机上电,进行计算机启动以及设备硬件检测(自动完成),载入机器运行所需的程序后,显示【正在初始化】页面如图3。
向右旋转主控电源开关图2正在初始化页面图3(2)返回原点初始化完成后用鼠标单击图4返回原点按钮,设备自动进行回原点操作,回原点完成后自动进入主界面。
点击返回原点按钮图4(3)暖机在图5页面点击暖机按钮,进入暖机界面;在暖机界面,单击在指定时间停止,在暖机时间文本框中输入暖机时间,一般为10分钟,单击开始,贴片机进入暖机操作;暖机完成后单击关闭按钮完成暖机返回主界面。
环球贴片机GSM2-OM培训教材

一、FlexJet Head 的运作原理简介FlexJet Head的设计是为了增加GSM platform的灵活性和速度,它采用了新的先进技术以增加生产能力与精度,由环球的Flex与NCC8头复合而成。
它包含以下四个设计特征:1.相距20MM的7个可实现同时取料2.高速度的Z轴增加加速度使取料,贴片时间达到最小3.头上照相机(OTHC)设计减少照相识别处理时间4.强劲的旋转角度、Z轴与气动系统减少机械引起的贴片错误FlexJet Head 部件与功能:* FlexJet Head有7个线性spindle,它们相邻之间相距20毫米* Z轴的Up/down stop被用作保持所有spindle距PCB板上方的一个可编程距离,以减少Z轴上下运动所需时间* 一旦元件从FEEDER中被拾取带到定中心点装置通过OTHC的组合反射镜,STROBING 灯与7CCD照相机* 一旦成相被捕获到,元件进行校正后贴到PCB板上FlexJet Head部件:下面的列表描述了FlexJet Head的有关部件.当培训你的教师与你一同回顾以前讨论过的头上部件时,确信你能指出每一个部件的位置。
二、FLEXJET HEAD动作过程(一)贴片头回零步骤1.确定OTHC mirror clear sensor在感应灯亮的状态2.theta轴慢速转动找到零脉冲3. theta轴找到零脉冲后,再旋转+270度4.检查Z轴Home sensor是否被感应,如果Z home没有被感应到,机器显示错误信息“timeout waiting for spingles up"且机器停止运行:5. Z轴Home sensor被感应到后,再找到Z轴马达编码器的home pulse6.up/down stop bar 运动到hard stop下方0。
030英寸的位置:7.检查Z轴Safe sensor是否在正常状态,如果经过20次相关运动,仍没有在正常状态,机器显示错误信息并停止运行8. Z轴Safe sensor处在正常状态后,theta轴再转-270度,找到其home pulse(二)贴片头拾取步骤1.检查FEEDER是否装好2.X/Y轴运动到FEEDER放置区域3.驱动Z轴到安全位置4.Theta轴旋转到取料角度5.Z轴马达驱动所有SPINDLES与UP/DOWN STOP到安全高度位置(该位置由当前任务块元件的高度定义)6.由刹车保持UP/DOWN STOP在安全高度位置7.Z轴马达开始驱动SPINDLES往下运动去取料的同时X/Y轴运动到取料位置8.打开主真空阀开关,使所有的文氏管产生真空,见图:9.驱动Z轴运动到FEEDER上取料的距离,在吸嘴接触元件表面前打开真空10.监视TOUCH-DOWN SENSORS被触发的正确数量:11.拾取元件时保持3-5毫秒12.使SPINDLES回升到设定的安全高度(三)识别检查步骤1.X/Y轴开始运动到第一个没有校正的贴装位置2.THE UP/DOWN STOP 与SPINDLES运动到扫描高度--基于任务块的元件厚度3.驱动 MIRROR直到 IN-RANGE SENSOR被感应4.识别元件相机的灯光闪动获得元件图象(每闪动一次时间为33毫秒).如果所有的元件亮度与型号相同,照相机灯只闪一次;如果元件亮度与型号不同,照相机灯闪7次.元件依次成相后将要被贴装5. MIRROR返回到 CLEAR POSITION(MIRROR CLEAR SENSOR被感应)6.移动所有SPINDLES与UP/DOWN STOP到达安全位置附:如果选用高精度模式,贴片速度会降低(四)元件贴装步骤1.X,Y轴与THETA角度进行校正的同时运动到PCB焊盘位置2.等到贴片头已达到校正位置,驱动SPINDLE朝着PCB板的方向往下运动3.Z轴一往下走,吹气阀就被打开,致使当真空被关闭时,吹气马上能起作用4.当得知Z轴预定值达到时,检查TOUCH-DOWN SENSOR5.提供一个大约的Z轴贴片压力6.关闭真空,打开吹气并保持4毫秒时间7.SPINDLE返回到安全高度8.如果还有元件需贴装,返回到第一步;如果没有,继续到第九步,即下一步9.UP/DOWN STOP BAR回到HOME位置,然后再往下移动0.030英寸到达SPINDLE 的安全位置.准备下一个步骤的运动(五)吸嘴更换步骤1.X,Y轴与THETA移动到吸嘴更换器取下吸嘴的位置2.吸嘴更换器升上来直到UP SENSOR被感应,打开滑块直到OPEN SENSOR被感应3.驱动SPINDLE朝下运动使吸嘴装入空的交换位置底座上4.关闭吸嘴滑块直到滑块CLOSED SENSOR被感应5.SPINDLE朝上运动到UP/DOWN STOP BAR(吸嘴被取走)6.确定吸嘴塞入滑块处于关闭状态,即滑块的CLOSED SENSOR被感应7. X,Y轴与THETA移动到吸嘴更换器安装吸嘴的位置8. 吸嘴更换器升上来直到UP SENSOR被感应,打开滑块直到OPEN SENSOR被感应9.检查吸嘴更换器配置数据以核实空洞10.SPINDLE朝下运动,使头上装满吸嘴11.SPINDLE升上来,头上的吸嘴配置数据被更新12. 关闭吸嘴滑块直到滑块CLOSED SENSOR被感应13.如果更换完最后一个吸嘴,吸嘴更换器降落到原来位置,此时DOWN SENSOR 被感应;如果还有吸嘴需更换,返回到第“1”步。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环球贴片机轨道宽度校准(最小轨道宽度的设置方法)
一、适用情况。
1、设置最小轨道宽度。
2、轨道宽度不准,需要校准。
二、准备工作。
1、备份旧的机器设置参数,如果不成功,可恢复原来设置。
2、检查轨道宽度硬极限(2个)位置是否合适。
3、取出轨道间抛料合。
三、设置(校准)步骤。
1、机器长回零,轨道回零点位置。
2、检查轨道是否回到原点。
①、从Machine Status窗口选Diagnostics > Global Memory > Alter memory,进入
Alter Global Data窗口。
②、从Alter Global Data窗口选OS_READONY >OS_READONLY [A-M]
>ID_OS_READONLY_AXIS_LOC_AREA,进入LTER ID_OS2_READONLY_ AXIS_LOC_AREA窗口。
③、在AXIS栏中输入PWC轴号“10”。
④、点击按钮。
检查Counts值是否为0。
如果值为0,表示轨道回到原点。
⑤、选退出。
3、把轨道调整到:最小轨道宽度+1MM。
①、目前最小轨道宽度有两种:50MM和88.9MM。
即要求把轨道宽度调整到51MM 或者
90.9MM 。
②、可以用多种方法配合调整轨道宽度:Ⅰ、MANUAL CONTROL;ⅡBOARD HANDLING;Ⅲ、手转动丝杆。
③、SMT11、12线改装过BOARD STOP,轨道最小可调到50MM;其它线暂时设定为88.9MM,当然,根据需要还可以设定为更小。
4、记下PWC轴的读数值—Counts读数值,该值即为轨道宽度正软极限。
(基本上重复第2
步)
①、从Machine Status窗口选Diagnostics > Global Memory > Alter memory,进入
Alter Global Data窗口。
②、从Alter Global Data窗口选OS_READONY >OS_READONLY [A-M]
>ID_OS_READONLY_AXIS_LOC_AREA,进入LTER ID_OS2_READONLY_ AXIS_LOC_AREA窗口。
③、在AXIS栏中输入PWC轴号“10”。
④、点击按钮。
记下Counts读数值。
⑤、选退出。
5、设置最小板宽。
①、选择System Setup 图标。
②、选Machine > Configuration。
进入Machine Configuration 窗口。
③、选Parameters > Board Handling。
进入Board Handling Configuration窗口。
④、在Minmum Board Width 栏中输入最小板宽值,单位为mil(0.001MM)。
即如果最小
板宽为50MM,输入50000;如果最小板宽为88.9MM,输入88900。
⑤、按存盘退出。
6、设置正软极限。
①、选择System Setup 图标。
②、选Machine > Configuration。
进入Machine Configuration 窗口。
③、选Parameters > Axes进入Axis Parameter Configuration窗口。
④、在Axis Choice 栏中选中PWC轴。
⑤、在Configurable Values 栏中选中正软极限Posive Soft Limit参数,输入第4步读
取的轨道宽度正软极限值—Counts读数值。
⑥、在Constant Values栏中,选中Conversion Factor2参数,检查该值是否为254,如果
不是,则改为254(如果没有人为改动过,该值一定为254)。
Conversion Factor2值如果不为254,则轨道宽度不按程序板宽正比调整,例如,100MM宽
的板实际轨道宽度如果为101MM,则300MM宽的板实际轨道宽度可能为305MM。
⑦、按存盘退出。
7、重新开机,检查设置(宽度校准)是否正确。
首先检查最小板宽,依次多输入几种不
同尺寸的板宽,检查轨道宽度是否正确。
8、备份机器参数。
如果实际宽度比设定值要宽,首先量出宽了多少,比如1.5mm,则1.5*395(1mm的脉冲),计算出此值X,找到c onfig中PWC轴positive soft limit参数,在原来的基础上加上X,save,如果你是OS2的系统,需要关机重启,才能生效,此即是校准轨道宽度.反之则是减去X.
台湾柏仲AO-1超强锡渣还原剂
回复引用
举报顶端
上一主题下一主题
访问内容超出本站范围,不能确定是否安全
继续访问取消访问
∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙
∙ ∙ ∙ ∙ ∙ ∙ ∙ ∙
1234567。