车床各部分的名称和用途
1.3车床各部分用途

1.主轴箱又称床头箱,变速箱。
由箱体、主轴、传动轴、轴上传动件、变速操纵机构、润滑密封件等组成。
主轴通过前端的卡盘或者花盘带动工件完成旋转作主运动,也可以装前顶尖通过拨盘带动工件旋转。
2. 进给箱进给箱内装有进给运动的传动及操纵装置,改变进给量的大小、所加工螺纹的种类及导程。
3. 溜板箱溜板箱与纵向滑板(床鞍)相连,溜板箱内装有纵、横向机动进给的传动换向机构和快速进给机构等。
4.尾座尾座可沿其导轨纵向调整位置,其上可装顶尖支承长工件的后端以加工长圆柱体,也可以安装孔加工刀具加工孔。
尾座可横向做少量的调整,用于加工小锥度的外锥面。
5.刀架及滑板四方刀架装在小滑板上,而小滑板装在中滑板上,中滑板又装在纵滑板上。
6.床身床身是机床的支承件,左床腿和右床腿支承在地基上。
床身上安装着机床的各部件,并保证它们之间具有要求的相互准确位置。
床身上面有纵向进给运动导轨和尾座纵向调整移动的导轨。
车床的结构和工作原理

车床的结构和工作原理车床是一种用于加工金属和其他硬质材料的重要机床。
它由床身、主轴、主轴头、进给机构、切削刀具和工件夹具等组成。
下面将详细介绍车床的结构和工作原理,以帮助读者更好地了解这一机械设备。
一、车床的结构1. 床身:车床的床身是其最基本的组成部分,通常由铸铁制成,具有较高的稳定性和刚性。
床身形状可以有水平床身和立式床身两种,其设计取决于工件形状和车床用途。
2. 主轴:主轴是车床上最重要的部件之一,它负责带动切削工具旋转。
主轴安装在床身上,并由主轴头进行支持和定位。
主轴通常由电机、轴承和齿轮传动系统组成,能够提供所需的转速和扭矩。
3. 主轴头:主轴头是主轴与切削工具之间的连接部分。
它通常包括主轴齿轮箱、齿轮传动系统和主轴头卡盘。
主轴头卡盘是一个夹持刀具的装置,可以根据加工需要更换不同类型的刀具。
4. 进给机构:车床的进给机构负责移动切削工具相对于工件进行加工。
它包括纵向进给机构和横向进给机构。
纵向进给机构通过调整主轴头的位置实现工件的纵向进给和退刀。
横向进给机构通过横向滑板的移动实现切削工具在工件上的横向进给。
5. 切削刀具:切削刀具是车床上用于切削金属的工具。
常见的切削刀具有车刀、切槽刀、镗刀等。
切削刀具通过主轴和主轴头卡盘的连接,以旋转或移动方式进行切削加工。
6. 工件夹具:工件夹具是将待加工工件固定在车床上的装置。
它通常由卡盘、快换夹具和工件支撑装置等组成,以保证工件在加工过程中的稳定性和安全性。
二、车床的工作原理车床的工作原理是将切削刀具相对于工件进行旋转或移动,在切削过程中将工件上的金属材料削除,从而得到所需形状和尺寸的零件。
1. 启动车床:首先,启动车床的电源,使主轴开始旋转。
根据加工需要,调整主轴速度和方向,确保切削刀具的旋转方向与加工要求一致。
2. 定位工件:使用工件夹具将待加工工件固定在车床上的适当位置。
采用正确的夹持方法和紧固力度,以确保工件在加工过程中的稳定性和精度。
数控车床结构范文

数控车床结构范文数控车床是一种使用计算机控制系统的机床,通过预先编程的方式,能够自动进行加工,并且实现极高的准确度和效率。
数控车床的结构主要包括机床床身、主轴箱、进给箱和控制系统等部分。
一、机床床身数控车床的床身是整个机床的基础,也是承载所有组件和零部件的主要结构。
床身通常由铸铁或焊接钢板制成,具有足够的刚性和稳定性,能够承受加工过程中的各种力和震动。
床身上通常有V型或者平坦的导轨,用于安装和导向主轴箱和进给箱。
二、主轴箱主轴箱是数控车床上的一个重要部件,主要用于驱动刀具和工件的相对运动。
主轴箱通常由主轴驱动装置、主轴箱壳体、主轴箱传动装置和进给机构等组成。
主轴箱壳体上安装有主轴和主轴伺服电机,主轴通过传动装置和主轴驱动装置相连,用于旋转刀具。
进给机构通常是通过主轴箱内部的螺杆、滑块和导轨等部件来实现刀具和工件的进给运动。
三、进给箱进给箱是数控车床的另一个重要部件,用于控制刀具和工件在加工过程中的进给速度和方向。
进给箱通常由进给伺服电机、进给箱壳体、进给传动装置和进给机构等部分组成。
进给伺服电机通过传动装置与进给机构相连,实现刀具和工件的进给运动。
进给箱壳体上通常装有进给选择器,用户可以通过选择器设定进给模式、进给速度和进给方向等参数。
四、控制系统控制系统是数控车床上最为重要的部分,用于实时控制和监控机床的加工过程。
控制系统通常包括机床控制器、数控软件和人机界面等部分。
机床控制器与数控软件相连,通过预先编程的方式控制数控车床的各种运动和加工参数。
人机界面通常是通过电脑显示屏和键盘等设备,用户可以通过界面输入指令、监控加工过程和调整参数等。
总结:数控车床的结构包括机床床身、主轴箱、进给箱和控制系统等部分。
机床床身是整个机床的基础,具有足够的刚性和稳定性。
主轴箱用于驱动刀具和工件的相对运动,进给箱用于控制刀具和工件的进给速度和方向。
控制系统是整个数控车床的大脑,通过预先编程的方式实现加工过程的控制和监控。
机床的基本组成

机床的基本组成机床是一种用于进行金属加工的工具,包括锯床、车床、铣床、磨床等各种类型。
机床是现代工业中的重要设备之一,它可以制造各种形状的零部件和工件,从而广泛应用于汽车、航空、航天、医疗器械、电子设备等各个行业。
机床的基本组成由床身、主轴、滑轨、进给装置、切削刀具、润滑系统和控制系统等几个部分组成,下面我们来逐一介绍。
一、床身床身是机床的基本部件,所以整个机床的结构和刚度主要是依靠床身来保证的。
床身通常是用铸铁、钢板等材料制成,可以支撑机床的各个部件。
床身的外形和规格根据机床的不同类型而有所不同。
例如,车床的床身通常是平行四边形的形状,而铣床的床身则是一个大的平行六面体。
二、主轴主轴是机床的另一个核心部件,它是用来旋转切削刀具的。
主轴是通过电机或其他动力推动的,因此其运转速度和方向可通过控制系统进行调整。
主轴的大小和类型也因机床的不同而有所不同,例如车床的主轴通常是平行轴,而铣床的主轴则通常是垂直轴。
三、滑轨滑轨是机床上移动的部分,它在床身上起到支撑切削刀具和工件的作用。
滑轨分为纵向滑轨和横向滑轨两种。
纵向滑轨使工件沿床身方向移动,而横向滑轨则使刀具沿工件方向移动。
这种运动方式不仅可对工件进行不同方向和角度的加工,还能够实现高精度的加工。
四、进给装置进给装置是机床的另一个重要部分,它是用来控制加工过程中工件和刀具的相对运动状态的。
进给装置通常由一个电动马达和一系列齿轮、螺旋杠、齿条等传动组件组成,它们工作时可产生不同的转动方向和线性运动,以满足不同加工需求。
五、切削刀具切削刀具是机床上用来切割工件的部件,它们通常是具有锋利刀刃的金属制品。
切削刀具分为两种基本类型:旋转式和直线式。
旋转式刀具包括钻头、铣刀和车刀等,直线式刀具主要用于锯床和其他类似的加工过程。
六、润滑系统润滑系统是机床上的一个重要组成部分,它可以使底盘、轴承和其他关键部件保持润滑和降低磨损。
润滑系统通常由泵、管道、油池和滤器等部件组成。
卧式车床结构
2、调整轴承间隙
消除左端轴承间隙——松开锁紧螺母18,拧动螺钉17,推动压盖19及圆 锥滚子轴承的外圈右移。
消除右轴承的间隙——轴组件向右移,由于右端圆锥滚子轴承的外圈被 箱体上的台阶孔所挡,并由此而限定了轴Ⅲ组件在箱体上的轴向位臵。
3、轴向定位
1)轴Ⅲ共有四个台阶, 两端台阶——安装圆锥滚子轴承,
2)卡盘工作原理:
卡盘、拨盘等夹具通过卡盘座4,用 四个螺柱5固定在主轴上,由装在主轴
轴肩端面上的圆柱形端面键3传递转矩。
安装卡盘时,只需将预先拧紧在卡 盘座上的螺柱5连同螺母6一起从主轴轴 肩和锁紧盘2上的孔中穿过,然后将锁 紧盘2转过一个角度,使螺柱进入锁紧 盘上宽度较窄的圆弧槽内,把螺母卡住, 接着再把螺母6及螺钉7拧紧,就可使卡 盘或拨盘座准确可靠地固定在主轴前端。
2、轴承的间隙调整
1)前轴承4——用螺母5和2调整
调整原理:
调整时先拧松螺母5,然后拧紧带锁紧螺钉的螺母2,使轴承4的内圈相对主轴 锥形轴颈向右移动,由于锥面的作用,薄壁的轴承内圈产生径向弹性变形,将滚 子与内、外圈滚道之间的间隙消除。调整妥当后,再将螺母5拧紧。
2)后轴承1——可用螺母11调整
Ⅱ轴:
盘形凸轮6端面上的封闭 曲线槽是由不同半径的两段圆 弧和过渡直线组成,每段圆弧 的中心角稍大于120,当凸轮 转动时,曲线槽迫使杠杆10上 的销子9带动杠杆10摆动,通 过拨叉11使双联齿轮l沿轴Ⅱ 改变左、右位臵。
Ⅲ轴:
当顺序地转动手柄8并每次转60时,曲柄5上的销子4依次地处于a、b、 c、d、 e、f六个位臵,使三联滑移齿轮2由拨叉3拨动分别处于左、中、右、 右、中、左六个工作位臵; Ⅱ轴: 凸轮曲线槽使杠杆10上的销子 9相应地处于a’、b’、c’、d’、e’、 f’六个位臵,使双联滑移齿轮1由
车床各部件名称及用途

14
横向手动杆
15 纵横向押送 及切牙选择 把
手
16
押送杆
车削中横向 进给 调置切牙杆 挂上 调置上方使 床鞍自动运 转
17
径复手动轮
18
剎车踏板
主要用于车 削工件进给 之使用 在车加工过 程中,让车床快速 停下
19
刀物台锁紧 杆
用手锁紧刀 架
车床各部件 名称及用途
序号
名称
用途
1
点动开关
检修机床
2
指示灯
电源通路显 示
3
主控制开关
4
切削泵开关
打开机床电 源形成通路 打开切削液 流动
5
主轴变速杆
调置车床主 轴运转和速 度快慢
6
押送正方转 旋扭
车削左旋右 旋螺丝调整
7
九段排挡及 锁紧杆
车加工中调 置螺纹的节 距和自动进 给的 速度,调 节螺纹时 ,可得到不同 的螺距
主要是锁紧 尾轴
25
后盖旋钮
26
齿轮箱油盖
主要是打开 后盖,检查齿轮 防止灰尘、铁屑进入挂 轮箱
27
数显器
坐标 X、Y 轴显示
20
复式台物台 手动杆
用于车削较 短工件或车 削锥度工件
21
尾座进给手 轮
用于钻孔、铰孔、手动进给之 使用或观察 钻孔、 铰孔深度之 观测
22
尾座锁紧杆
用于锁紧尾 座不可移动
23Βιβλιοθήκη 中心调整杆 用来车锥度 工件调整或 对准主轴中 心调整
各种车床的用途及优缺点
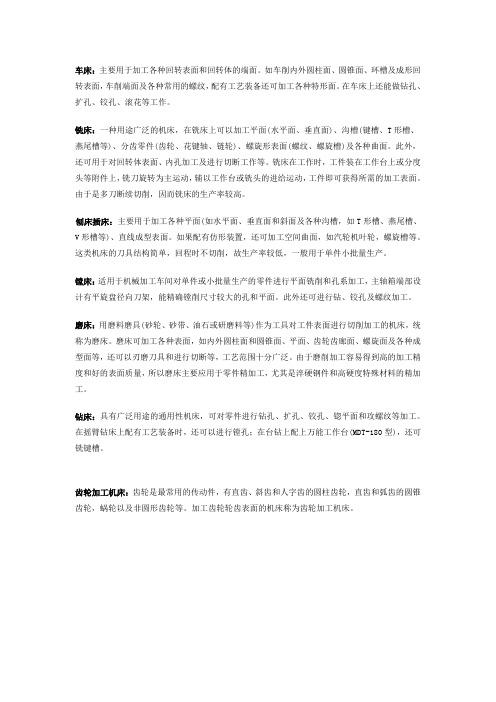
车床:主要用于加工各种回转表面和回转体的端面。
如车削内外圆柱面、圆锥面、环槽及成形回转表面,车削端面及各种常用的螺纹,配有工艺装备还可加工各种特形面。
在车床上还能做钻孔、扩孔、铰孔、滚花等工作。
铣床:一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。
此外,还可用于对回转体表面、内孔加工及进行切断工作等。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。
由于是多刀断续切削,因而铣床的生产率较高。
刨床插床:主要用于加工各种平面(如水平面、垂直面和斜面及各种沟槽,如T形槽、燕尾槽、V形槽等)、直线成型表面。
如果配有仿形装置,还可加工空间曲面,如汽轮机叶轮,螺旋槽等。
这类机床的刀具结构简单,回程时不切削,故生产率较低,一般用于单件小批量生产。
镗床:适用于机械加工车间对单件或小批量生产的零件进行平面铣削和孔系加工,主轴箱端部设计有平旋盘径向刀架,能精确镗削尺寸较大的孔和平面。
此外还可进行钻、铰孔及螺纹加工。
磨床:用磨料磨具(砂轮、砂带、油石或研磨料等)作为工具对工件表面进行切削加工的机床,统称为磨床。
磨床可加工各种表面,如内外圆柱面和圆锥面、平面、齿轮齿廊面、螺旋面及各种成型面等,还可以刃磨刀具和进行切断等,工艺范围十分广泛。
由于磨削加工容易得到高的加工精度和好的表面质量,所以磨床主要应用于零件精加工,尤其是淬硬钢件和高硬度特殊材料的精加工。
钻床:具有广泛用途的通用性机床,可对零件进行钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。
在摇臂钻床上配有工艺装备时,还可以进行镗孔;在台钻上配上万能工作台(MDT-180型),还可铣键槽。
齿轮加工机床:齿轮是最常用的传动件,有直齿、斜齿和人字齿的圆柱齿轮,直齿和弧齿的圆锥齿轮,蜗轮以及非圆形齿轮等。
CA6140车床介绍
25.4 (mm)
英制螺纹传动路线与米制螺纹路线相比有以下调整:
改变传动链中部分传动副的传动比,使其包含特殊因子 25.4;
将基本组两轴的主、被动关系对调,以便使分母为等差级数。
其余部分的传动路线与车削米制螺纹时相同。
运动平衡式为 :L
1(主轴)
58 58
33 33
63 100
100 75
1 u基
ⅳ)齿式离合器M2啮合脱开,运动由轴Ⅲ直接传给主轴,得到6级高 转速,500r/min~1600r/min。
运动平衡式计算
n主
n电
130 230
(1
)uⅠⅡ
uⅡⅢ
uⅢⅣ
ε——V带轮的滑动系数,可取ε=0.02; uⅠ-Ⅱ——为轴I和轴Ⅱ间的可变传动比,其余类推。
b)主轴转速级数和转速
经低速传动路线时,主轴获得的实际转速是2×3×(2×2-1 )=18级转速,加上由高速传动路线获得的6级转速,主轴共 可获得24级正转转速。
两末端件:主电动机——主轴
传动路线表达式:
58 39
电机(7. 5kw ,1450r/min)
130 230
Ⅰ
M1(左) 3563
Ⅱ
41
M1(右)
50 34
Ⅶ
34 30
3401 5202
Ⅲ
58
20
20
80 50
Ⅳ
8500
Ⅴ
26 58
M2(合)
Ⅵ(主轴)
CA6140A型卧式车床主传动系统转速图
②进给运动传动链
功用是使刀架实现纵向及横向移动变速与换向。它包括车螺纹进 给运动传动链和机动进给运动传动链。
两个末端件:主轴——刀架(丝杠)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
青岛铭泰轧辊车床各部分的名称和用途:
(1)变速箱变速箱用来改变主轴的转速。
主要由传动轴和变速齿轮组成。
通过操纵变速箱和主轴箱外面的变速手柄改变齿轮和离合器的位置,可是主轴获得12种不同的速度。
主轴的反转是通过电动机的反转来实现。
(2)主轴箱主轴箱用来支撑主轴,并使其做各种速度旋转运动:主轴是空心的,便于穿过长的工件:在主轴的前端可以利用锥孔安装顶尖,也可利用主轴前端安装看盘和拨盘,一边装夹工件。
(3)挂轮箱挂轮箱用来搭配不通齿数的齿轮,以获得不同的进给量。
主要用于车雪不同种类的螺纹。
(4)进给箱进给箱用来改变进给量。
主轴经挂轮箱传入进给箱的运动,通过移动变速手柄来改变进给箱中滑动齿轮的啮合位置,便使光杆或杆获得不同的转速。
(5)溜板箱溜板箱用来使光杠和丝杠的转动改变为刀架的自动进给运动。
光杠用于一般的车削,丝杠只用于车螺纹。
溜板箱中设有互锁机构,使两者不能共同使用。
(6)刀架刀架用于夹持车刀并使其做纵向、横向或斜向进给运动。
(7)尾座尾座用于安装后顶尖以及支持工件,或安装钻头、铰刀等工具进行孔加工。
它主要由套筒、尾座体、尾座等几部分组成。
转动手轮,可调整套筒
伸缩一定距离,并且尾座还可沿床身导轨腿一直所需位置,以适应不同工件加工的要求。
(8)床身床身固定在床腿上,床身是创维的基本支撑件,床身的是支撑个主要部件并使它们在工作时保持准确的相对位置。
(9)丝杠丝杠能带动大拖板作纵向移动,用来车削螺纹。
丝杠是主要精密件之一,一般不用丝杠自动进给,以便长期保持丝杠的精度。
(10)光杠光杠用于机动进给时传递运动。
通过光杠可把进给想的运动传递给溜板箱,使刀架做纵向或横向进给运动。
(11)操纵杆操纵杆是车床的控制机构,在操纵杆左端和拖板箱右侧各装有一个手柄,操作工人可以方便地操纵手柄以控制车床主轴正转、反转或停车。