铸造铝硅合金
铸造AL-SI 铝硅合金的应用
来源:我的铝锭网日期:2013-4-07
铝硅(Al-Si)合金,一般Si的质量分数为4%~22%.由于Al-Si合金具有优良的铸造性能,如流动性好、气密性好、收缩率小和热烈倾向小,经过变质和热处理后,具有良好的力学性能、物理性能、耐腐蚀性能和中等的机加工性能,是铸造铝合金中品种最多、用途最广的一类合金。常见铸造Al-Si合金的特点及应用情况如下:
(4)ZL105合金ZL105合金的力学性能高,铸造性能和焊接性能令人满意,切削加工性能和耐热强度比ZL104合金好,但塑性低,腐蚀稳定性不高,适合于各种铸造方法。目前,该类合金主要被用于生产承受大负荷的飞机、发动机砂型和金属型铸造零件,如传动机匣、汽缸体、液压泵壳体和仪器零件,也可做轴承支座和其他机器零件。此外,在ZL105合金基础上降低Fe等杂质含量发展起来的ZL105A合金,由于具有更高的强度和断后伸长率,目前也已被制造用于承受大负荷的优质铸件,例如飞机的曲轴箱、阀门壳体、叶轮、冷却水套、罩子、轴承支座及发动机和机器的其他零件。
(11)YL112合金YL112是压铸合金,具有好的铸造性能和力学性能,很好的流动性、气密性的抗热裂性,常用作齿轮箱、空冷汽缸头、无线电发报机的机座、割草机罩子及气动刹车铸件。
(12)YL113合金YL113合金具有极好的流动性,很好的气密性和抗热裂性,主要用于压铸。典型用途是做带轮、活塞和汽缸头等。还可用于汽车发动机壳体、摩托车发动机壳体、园林工具壳体等配件的压铸。国际牌号等同于日标ADC12.是压铸行业应用最为广泛的再生铝锭.
(7)ZL108合金ZL108合金的铸造性能良好,强度高,热膨胀系数小及耐磨性能好。此外,其高温性能令人满意,一般用于金属型铸造。目前,该类合金主要用作内燃机活塞及起重滑轮等零部件.
铸造铝合金力学性能
铸造铝合金力学性能铝合金的力学性能与其合金分类、铸造方法、热处理状态等因素有关。
合金代号是由“ZL”和三个数字组成,其中第一位数字表示合金系列,第二、三位数字表示顺序号。
优质合金在代号后附加字母“A”。
铸造方法有砂型、金属型和熔模铸造。
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
不同的热处理状态可提高合金的强度、硬度、塑性和抗腐蚀性能。
铝硅系铸造铝合金的力学性能如下表所示:合金牌号为ZAlSi7MgZL101、ZAlSi7MgAZL101A、ZAlSi12ZL102和ZAlSi9MgZL104,铸造方法包括砂型、金属型和熔模铸造,热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
其中,ZAlSi7MgAZL101A在代号后附加字母“A”,表明是优质合金。
不同的铸造方法和热处理状态对合金的力学性能有影响,需要根据具体情况选择合适的工艺。
抗拉强度Rm/MPa、伸长率A/%、布氏硬度HBW是衡量合金材料性能的重要指标。
以下是各种合金状态下的性能参数:合金牌号合金代号铸造方法合金状态抗拉强度Rm/MPa 伸长率A/% 布氏硬度HBWZAlSi5Cu1Mg ZL105J SB、RB、KB F 155 2 50ZAlSi5Cu1Mg AZL105A S、R、K T2 135 2 45ZAlSi8Cu1Mg ZL106 JB SB、RB、KB T4 185 4 50ZAlSi7Cu4 ZL107 SB S T4 175 4 50ZAlSi12Cu2Mg ZL108 J ZAISi12Cu1Mg INil T5 205 2 50ZAlSi12Cu1Mg INil ZL109 J T5 195 2 60ZAlSi5Cu6Mg ZL110 S ZAISi5Cu6Mg T5 195 2 60ZAlSi9Cu2Mg ZL111 SB SB、R、K T6 225 2 60ZAlSi5Zn1Mg ZL115 J T7 195 1 65ZAlSi5Cu1Mg ZL116 S T8 245 4 70ZAlSi7Cu2Mg - - - 165 - -ZAlSi8MgBe ZL116 J - - 245 2 60ZAlSi7Cu2Mg - - - - 125 - 70通过表格可以看出,不同合金状态下的性能参数有所差异。
铸造铝合金和加工铝合金
工业铝合金分为两种:铸造铝合金和加工铝合金。
下面我按中国的叫法给你说一下,希望对你有帮助。
铸造铝合金:1系列:铝硅合金,如ZL102,ZL111等2系列:铝铜系列,如ZL201,ZL203等3系列:铝镁系列:如ZL301等4系列:铝锌系列:ZL401,402等加工铝合金:1系列:纯铝合金,如1050,1060,1100等2系列:铝铜合金,如2219,2014等3系列:铝锰合金,如3003,3012等4系列:铝硅合金,如4043,4047,4145等5系列:铝镁合金,如5083,5086,5356,5183等6系列:铝镁硅合金:如6061,6063,还有你说的6030,6010等7系列:铝锌合金:如7005,7016等8系列:铝与其他元素的合金:8004,8020等详细说明:上海潘竹公司是国内专业销售与生产铝板、铝带、铝箔的厂家,有1系、2系,3系、4系、5系、6系、7系,8系等数十个合金牌号。
本公司主营进口铝材,铝板,铝棒,纯铝板/铸造铝合金/超硬铝/锻铝/硬铝/防锈铝/工业纯铝(上千种)6061-T6, 6061, 6063, 6082, LY12, 7050, 7020, 5083, 5052, 5005, 5754, 性能2024, 2017, 2011, 2014, 2419, 3A21, 3A12, 3003, 1050, 1060, T6061-T6, A5052-H32, 成份T7075-T651, 5083-H112,5083-H32、7075-T6, 7075-T651, 6262, 7072,A5052-H32,035 1040 1045 1050 1060 1065 1070 1080 1085 1090 1098 1100 1110 1135 1145 1150 1170 1175 1180 1185 1193 1199 1200 1230 1235 1260 1275 1285 1345 1350 1370 1385 1435 1445 2001 2002 20024 2003 2004 2005 2006 2007 2008 2011 2014 2017 2018 2021 2024 2025 2030 2031 2034 2036 2037 2038 2048 2091 2117 2124 2218 2219 2224 2319 2324 2419 2519 2618 3002 3003 3004 3005 3006 3007 3009 3010 3011 3012 3013 3014 3015 3016 3102 3103 3104 3105 3203 3207 3303 3307 4004 4006 4007 4008 4009 4010 4011 4013 4032 4043 4044 4045 4047 4104 4145 4343 4543 4643 5005 5006 5010 5013 5014 5016 5017 5040 5042 5043 5049 5050 5051 5052 5056 5082 5083 5086 5150 5151 5154 5182 5183 5205 5250 5251 5252 5254 5280 5283 5351 5352 5356 5357 5451 5454 5456 5457 5552 5554 5556 5557 5652 5654 5657 5754 5854 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6014 6015 6016 6017 6053 6060 6061 6063 6066 6070 6081 6082 6101 6103 6105 6106 6110 6111 6151 6162 6181 6201 6205 6253 6261 6262 6301 6351 6463 6763 6863 6951 7001 7003 7004 7005 7008 7009 7010 7011 7012 7013 7014 7015 7016 7017 7018 7019 7020 7021 7022 7023 7024 7026 7027 7028 7029 7030 7039 7046 7049 7050 7051 7060 7072 7075 7076 7079 7090 7091 7108 7109 7116 7129 7146 7149 7150 7175 7178 7179 7229 7277 7278 7472 7475 8001 8004 8005 8006 8007 8008 8010 8011 8014 8017 8020 8030 8040 8076 8077 8111 8112 8130 8176 8177 等等。
铝硅合金压铸常见问题分析
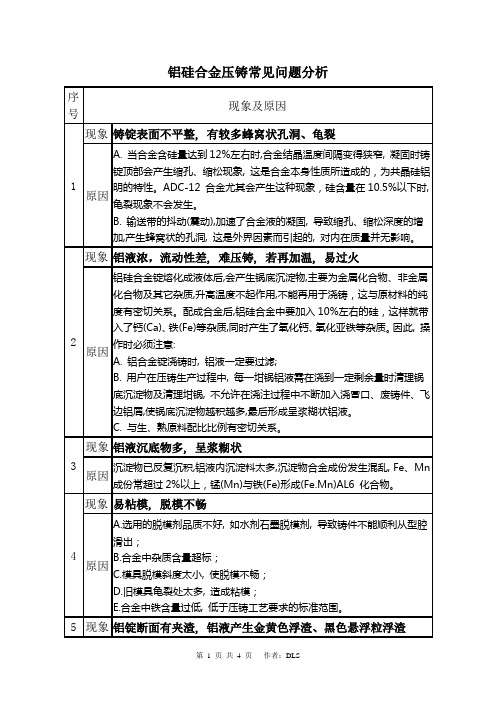
B. 用户在压铸生产过程中, 每一坩锅铝液需在浇到一定剩余量时清理锅底沉淀物及清理坩锅, 不允许在浇注过程中不断加入浇冒口、废铸件、飞边铝屑,使锅底沉淀物越积越多,最后形成呈浆糊状铝液。
C. 与生、熟原料配比比例有密切关系。
3
现象
铝液沉底物多, 呈浆糊状
原因
沉淀物已反复沉积,铝液内沉淀料太多,沉淀物合金成份发生混乱,Fe、Mn成份常超过2%以上,锰(Mn)与铁(Fe)形成(Fe.Mn)AL6 化合物。
原因
A.用户在合金精炼时除气不彻底, 模具排气溢流槽分布须合理;
B.压铸时填充速度过快。
18
现象
铸件断面有大量孔隙, 有时有大空洞,学术名称为“缩孔”
原因
A.铝合金锭熔炼温度偏高;
B.比压太低;
C.溢流槽容量太小, 溢口偏薄;
D.铸件壁厚不均匀, 有热节;
E.冒口太小;
F.压铸时铝液容量不充足。
19
C.铸造斜度放得太小;
D.顶杆位置布置不当;
E.清除浇口方法不当等。
22
现象
铸件有硬点,有时是黑色颗粒,有时是发亮晶体,精加工时打刀
原因
与沉淀物有密切联系, 解决方法参照题2、题3
23
现象
铸件喷砂处理时表面会翘皮
原因
A.铸件硬度与喷砂机拋头转速不匹配,转速太急、太猛;
B.铸件内部有气孔、缩松, 铸件体各处软硬不一致。
7
现象
铸造时, 活塞成品靠近冒口处有大量孔隙发生
原因
此乃铸造工艺、模具设计不当造成。对于活塞铸造工艺,早已形成一套完整的设计(JINGREN 法), 即鹅颈式浇口系统。根据活塞直径大小、壁厚, 按一侧或两侧,设单个或两个冒口(侧冒口)。有的生产厂家为节约铝液,只设计小浇口及小冒口, 从而形成冒口过小, 补缩不良, 产生孔隙。
铝硅合金介绍

硅的颗粒含量高达14.5%~25%时,
再加入一定量的Ni,CU,Mg等元 素能改善其综合力学性能。
介绍
Electrical and Mechanical
My class one, our home
第二部分
可用于汽车发动机中代替铸 铁汽缸而明显减轻重量。用 作汽缸的铝硅合金,可经过 电化学处理以浸蚀表层铝而 在缸内壁保留镶嵌于基体的 初生硅质点,其抗擦伤能力 和抗磨损性以明显改善。其 中含硅量11%~13%的合金以 其质轻、低膨胀系数和高耐 蚀性能等特点而成为最佳的 活塞材料之一。
Electrical and Mechanical
My class one, our home
8
第二部分 第三部分
应用
工艺
工作展望 工艺1:高硅铝合金,按重量百分比,其组 成如下:铝69.5~73.5%、硅19.0~21.0%、 铜4.5~5.5%、镁0.5~0.7%、铁0.8~1.0 %、锌0.8~1.2%、锰0.2~0.4%、镍 0.03~0.08%、钛0.1~0.2%、铋0.2~0.4 %、杂质0.1~0.15%。制备方法:将回收 的废铝经检测后进行配料,将配好的料投 入熔炼炉中,熔炼温度控制在900~950℃, 熔炼时间为4~6小时;再经调整炉料、变 质处理、精炼、扒渣及浇铸。本发明可以 降低电能消耗、降低成本,减少环境污染、 制备工艺简单。 电热法生产铝硅合金的冶金温度大约在 2000℃左右;在冶金过程中,氧化铝和氧化 硅呈液态,一般用炭质还原剂进行还原;矿 热炉一般能达到的最高温度大约在 1350~2200℃左右。
介绍
介绍
Electrical and Mechanical
My class one, our home
铸造铝硅合金特性和分类
2.3.1 铸造铝合金的一般特性为了获得各种形状与规格的优质精密铸件.用于铸造的铝合金必须具备以下特性,其中最为关键的是流动性和可填充性。
(1) 有填充狭槽窄缝部分的良好流动性;(2) 有适应其他许多金属所要求的低熔点:(3)导热性能好,熔融铝的热量能快速向铸模传递,铸造周期较短;(4) 熔体中的氢气和其他有害气体可通过处理得到有效的控制;(5)铝合金铸造时,没有热脆开裂和撕裂的倾向:(6)化学稳定性好,有高的抗蚀性能;(7)不易产生表面缺陷,铸件表面有良好的光泽和低的表面粗糙度,而且易于进行表面处理;(8)铸造铝合金的加工性能好,可用压模、硬(永久)模、生砂和干砂模、熔模、石膏型祷造模进行铸造生产,也可用真空铸造、低压和高压铸造、挤压铸造、半固态铸造、离心铸造等方法成形,生产不同用途、不同品种规格、不同性能的各种铸件。
2.3.2铸造铝合金的牌号与状态表示方法铸造铝合金可分为热处理强化型和非热处理强化型两大类。
目前,世界各国已开发出了大量洪铸造的铝合金,但目前基本的合金只有以下6类:(1)A1-Cu铸造铝合金;(2)Al-Cu-Si铸造铝合金;(3)Al-Si铸造铝合金;(4)Al-Mg铸造铝合金;(5)A1-zn-Mg铸造铝合金;(6)Al-Sn铸造铝合金:铸造铝合金系目前国际上无统一标准,各国(公司)都有自己的合金命名及术语,下面分别简述如下。
2.3.2.1 中国铸造铝合金的牌号与状态表示方法(1)按GB8063规定,铸造铝合金牌号用化学元素及数字表示,数字表示该元素的平均含量。
在牌号的最前面用“z”表示铸造,例如ZAISi7Mg,表示铸造铝合金,平均含硅量为7%,平均含镁量小于1%。
另外还有用合金代号表示法,合金代号由字母“z”、“L”(分别是“铸”、“铝”的汉语拼音第一个字母)及其后的三位数字组成。
zL后面第一个数字表示台金系列.其中1、2、3、4分别表示铝硅、铝铜,铝镁.铝锌系列合金,ZL舌面第二位、第三位两个数字表示顺字号。
铸造铝合金化学成分
铸造铝合金化学成份分析及热处理原理论述(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。
铝硅合金介绍

第二部分
应用
可用于汽车发动机中代替铸 铁汽缸而明显减轻重量。用 作汽缸的铝硅合金,可经过 电化学处理以浸蚀表层铝而 在缸内壁保留镶嵌于基体的 初生硅质点,其抗擦伤能力 和抗磨损性以明显改善。其 中含硅量11%~13%的合金以 其质轻、低膨胀系数和高耐 蚀性能等特点而成为最佳的 活塞材料之一。
第二部分
谢谢大家!
12
8
第二部分
应用
第三部分
工艺
第三部分
制作工艺
工作展望
工艺1:高硅铝合金,按重量百分比,其组 成如下:铝69.5~73.5%、硅19.0~21.0%、 铜4.5~5.5%、镁0.5~0.7%、铁0.8~1.0 %、锌0.8~1.2%、锰0.2~0.4%、镍 0.03~0.08%、钛0.1~0.2%、铋0.2~0.4 %、杂质0.1~0.15%。制备方法:将回收 的废铝经检测后进行配料,将配好的料投 入熔炼炉中,熔炼温度控制在900~950℃, 熔炼时间为4~6小时;再经调整炉料、变 质处理、精炼、扒渣及浇铸。本发明可以 降低电能消耗、降低成本,减少环境污染、 制备工艺简单。
铝硅合金介绍 张磊
介绍
目
应用
录
工艺
3
目 录 第一部分
自我介绍
介绍 应用 工艺
总体概况
铝硅合金 aluminium silicon
介绍
alloy 一种以铝、硅为主成分
的锻造和铸造合金。 一般含
硅11%。同时加入少量铜、铁、
镍以提高强度。密度2.6~
Байду номын сангаас
2.7g/cm3。导热系数101~
126W/(m·℃)。杨氏模量
71.0GPa。冲击值7~8.5J。疲
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造铝硅合金
一、铸造铝硅合金的概述
铸造铝硅合金是指将铝和硅按照一定比例混合后,通过铸造工艺制成的一种合金材料。
该材料具有优异的力学性能、耐腐蚀性能和导热性能,广泛应用于汽车、航空航天、电子等领域。
二、铸造铝硅合金的原材料
1. 铝:通常采用高纯度的电解铝或氧化铝粉末作为原材料。
2. 硅:采用高纯度的硅粉或硅棒作为原材料。
三、铸造铝硅合金的工艺流程
1. 材料准备:将所需比例的铝和硅按照配比混合均匀。
2. 熔炼:将混合好的原材料放入炉中进行熔炼,控制好温度和时间,使其充分混合并达到液态状态。
3. 浇注:将液态材料倒入模具中进行浇注,控制好浇注速度和温度,以避免出现气孔等缺陷。
4. 冷却:待浇注完成后,将模具放置在冷却水中进行冷却,使其逐渐凝固。
5. 取模:待材料完全凝固后,将模具拆开取出铸件。
6. 修整:对铸件进行去毛刺、打磨等处理,使其表面光滑。
四、铸造铝硅合金的优点
1. 高强度:铸造铝硅合金具有较高的抗拉强度和屈服强度,可以承受
较大的载荷。
2. 耐腐蚀性好:该材料具有良好的耐腐蚀性能,不易被氧化、腐蚀等。
3. 导热性能好:铸造铝硅合金导热系数较高,可以快速传递热量。
4. 加工性好:该材料可以通过各种加工方式进行加工、成型等操作。
五、铸造铝硅合金的应用领域
1. 汽车制造:用于汽车发动机缸盖、曲轴箱等部件制造。
2. 航空航天:用于制造飞机结构件、发动机零部件等。
3. 电子行业:用于制造电子设备外壳、散热器等。
六、铸造铝硅合金的发展趋势
1. 精密铸造技术:采用精密铸造技术可以制造更加精细、复杂的铝硅
合金零部件。
2. 高性能合金材料:研发出更加优异的铝硅合金材料,以满足不同领
域对于材料性能的需求。
3. 环保节能:开发出更加环保、节能的生产工艺和设备,减少对环境
的污染和资源浪费。